| 精加工 | ||||||||||||||||
| ↑ 高 速度 |
|
|||||||||||||||
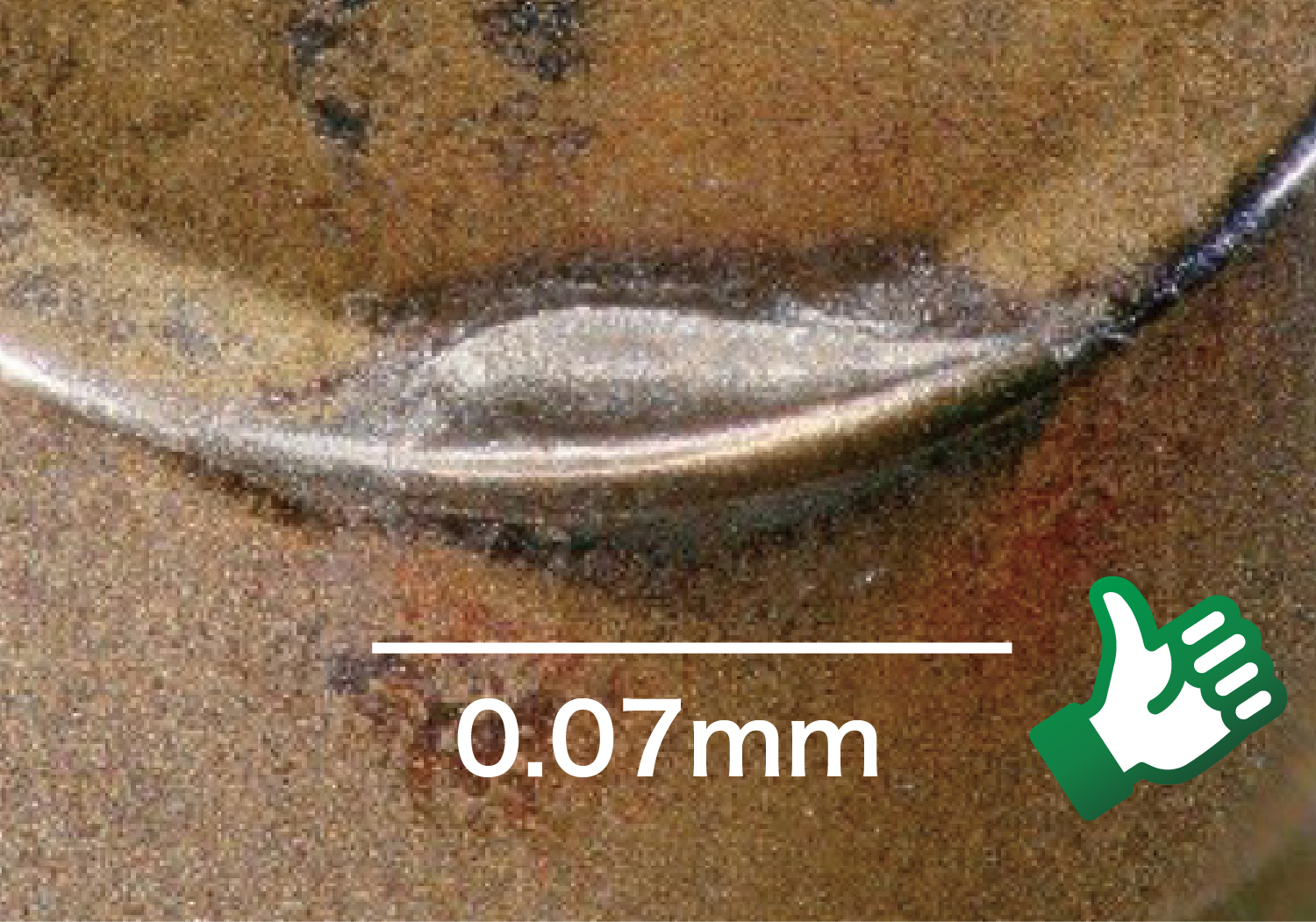
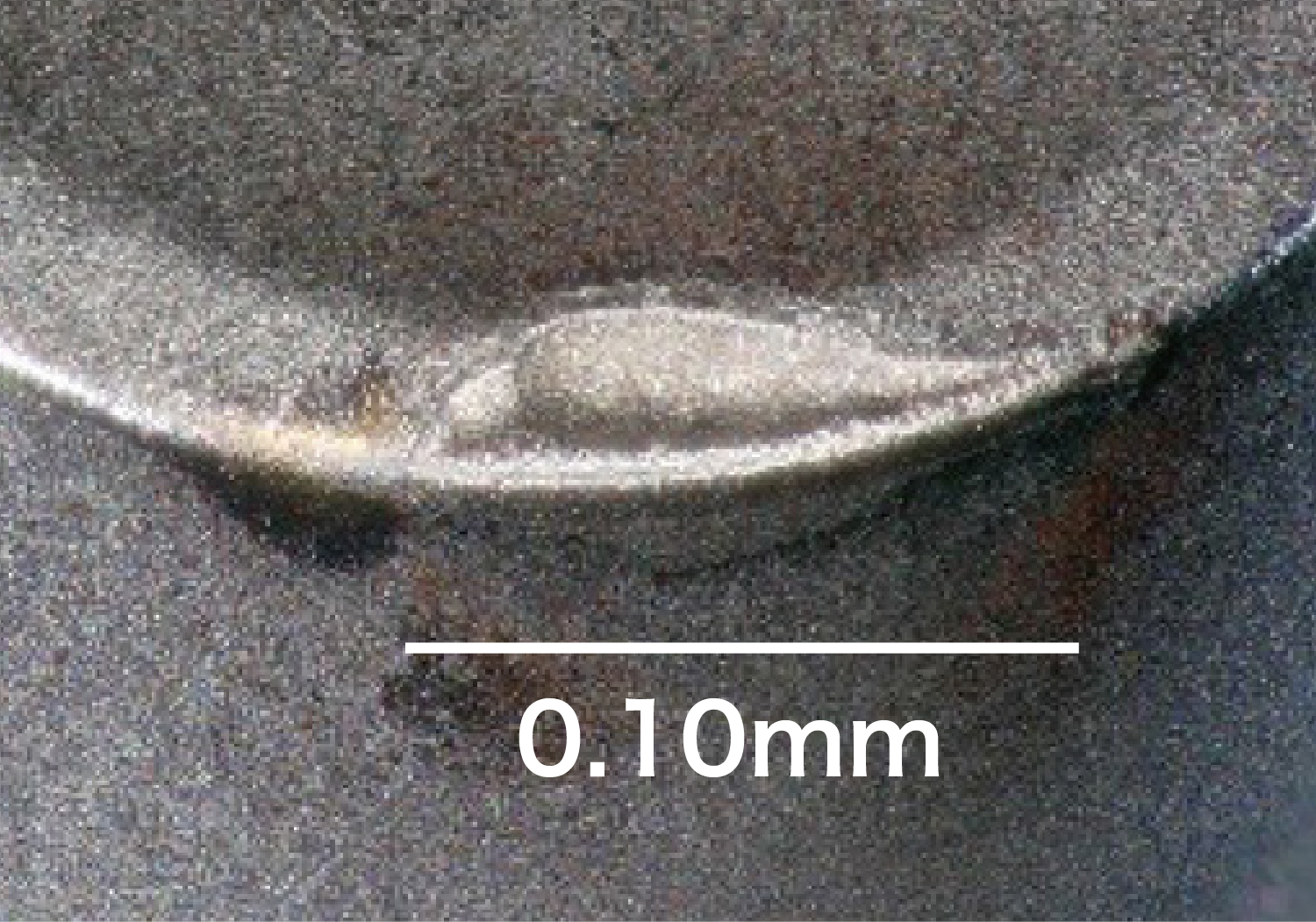
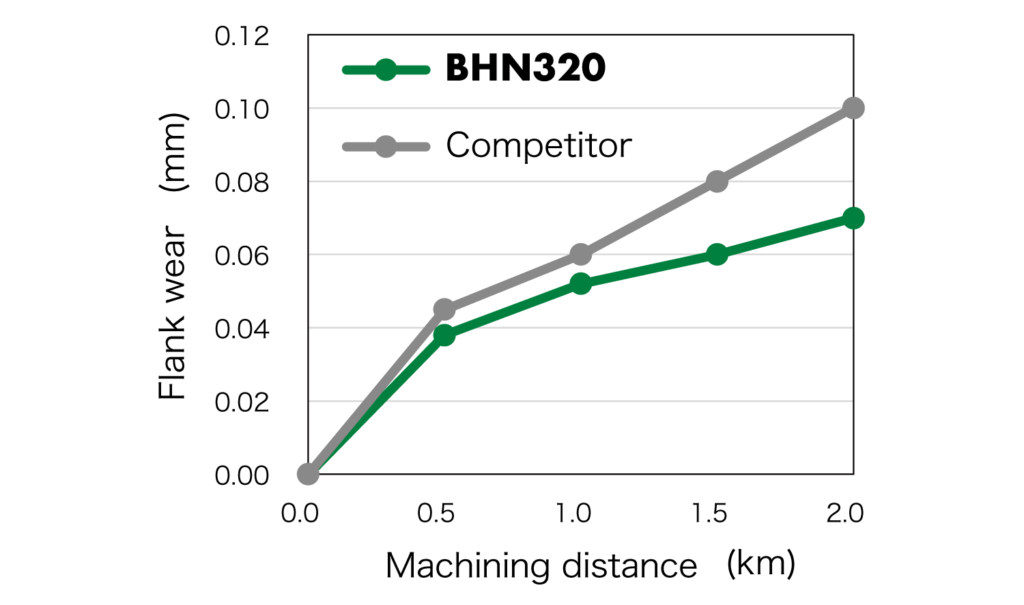
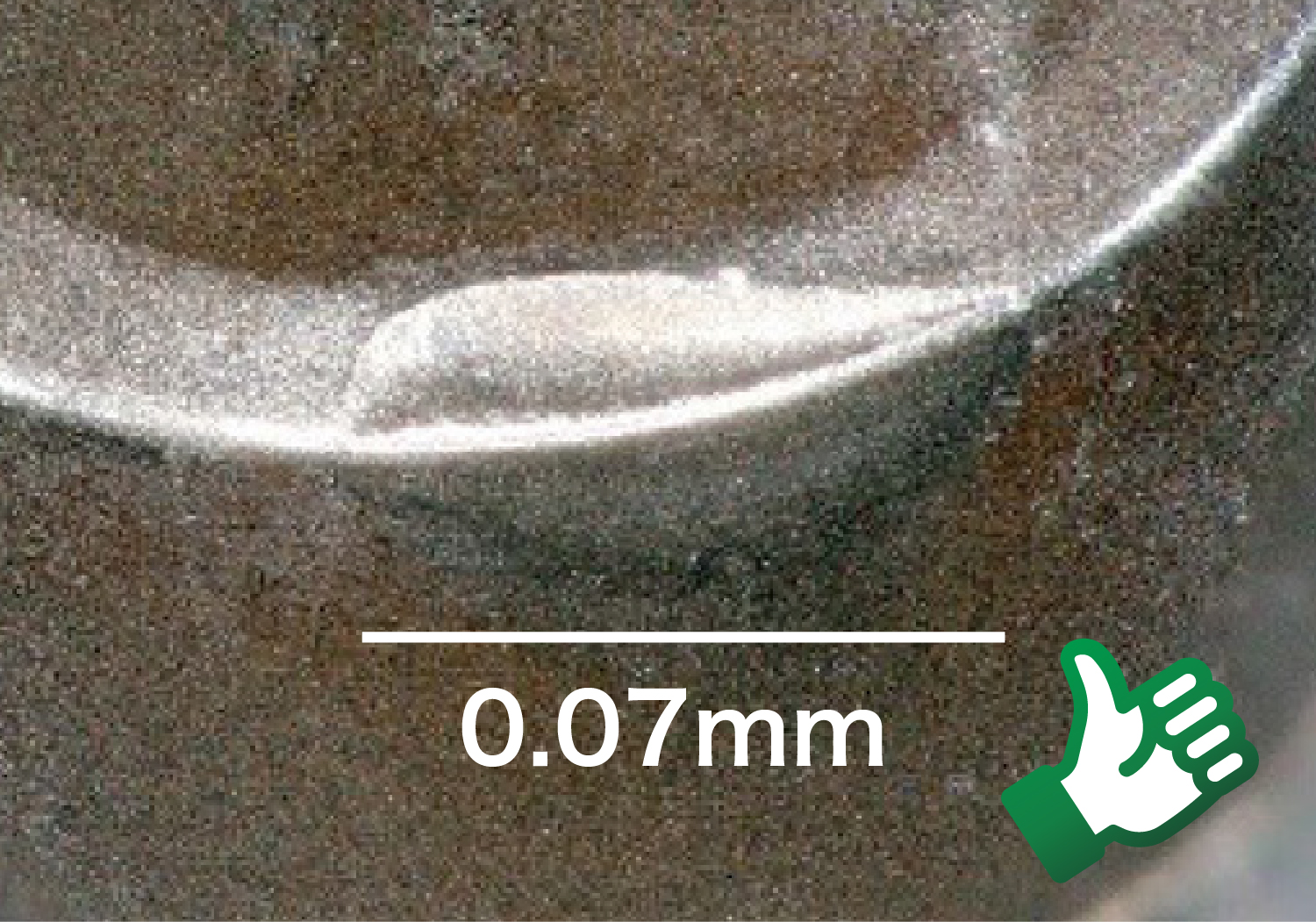
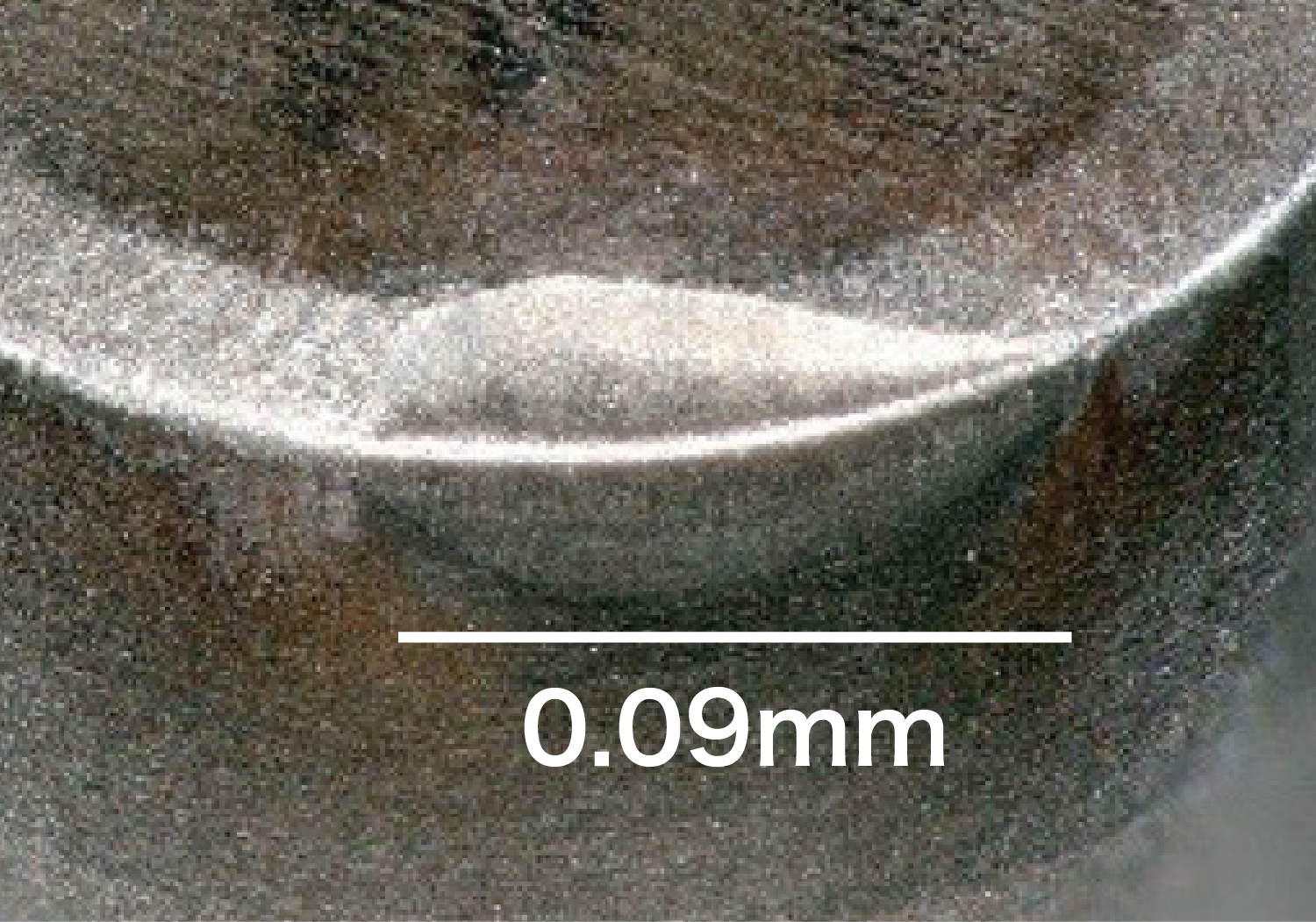
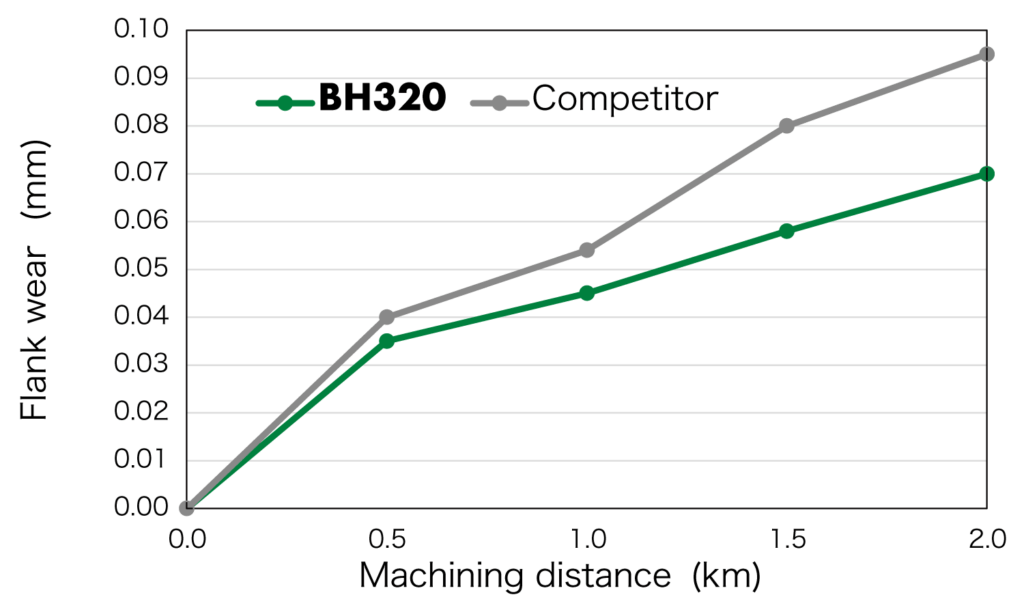
| BHN320 | 竞争对手 |
|---|---|
 |
 |
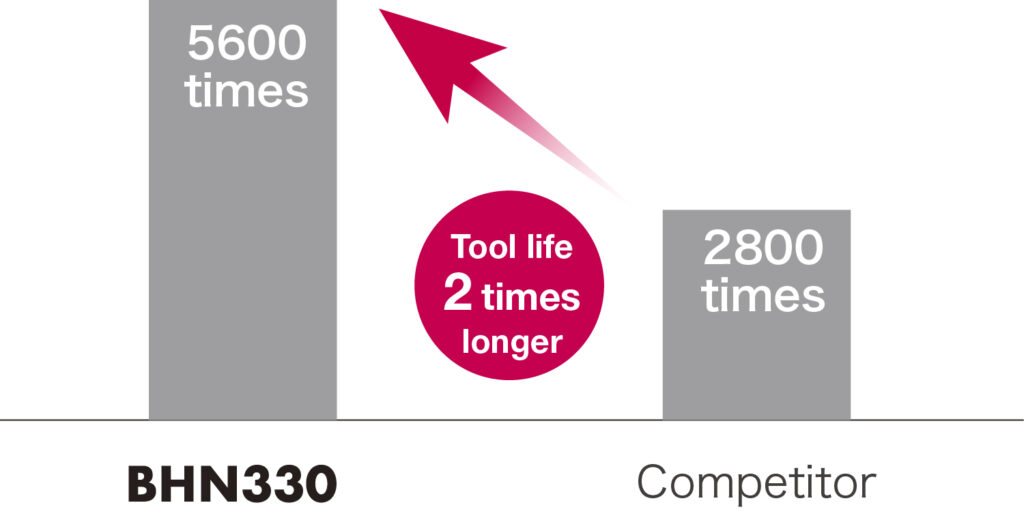
| BHN330 | 竞争对手 |
|---|---|
 |
 |
| 冲击次数 2800 次 | |
| BH320 | 竞争对手 |
|---|---|
 |
 |
| BH330 | 竞争对手 |
|---|---|
 |
 |
| BH330 | 竞争对手 |
|---|---|
 |
 |
| 撞击次数 3500 次 | |
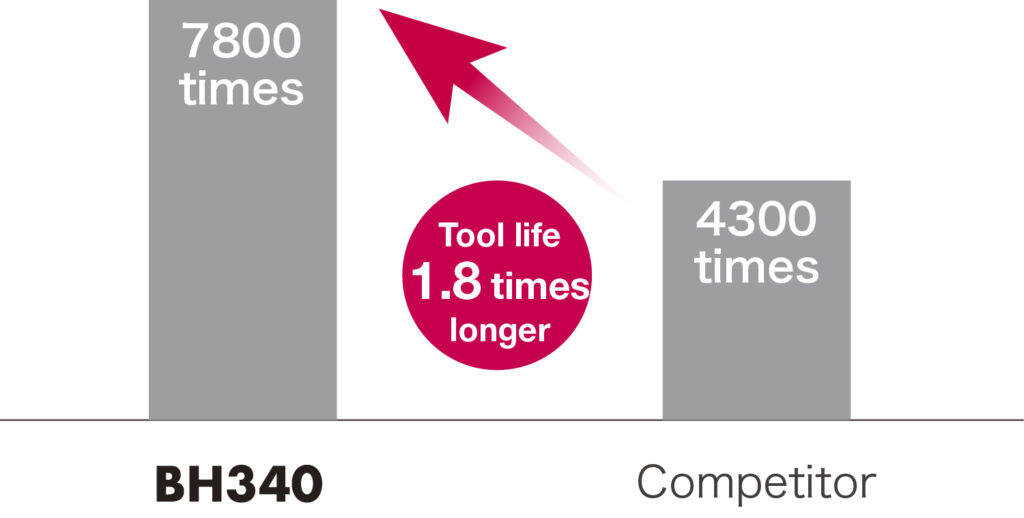
| BH340 | 竞争对手 |
|---|---|
 |
 |
| 撞击次数 4300 次 | |
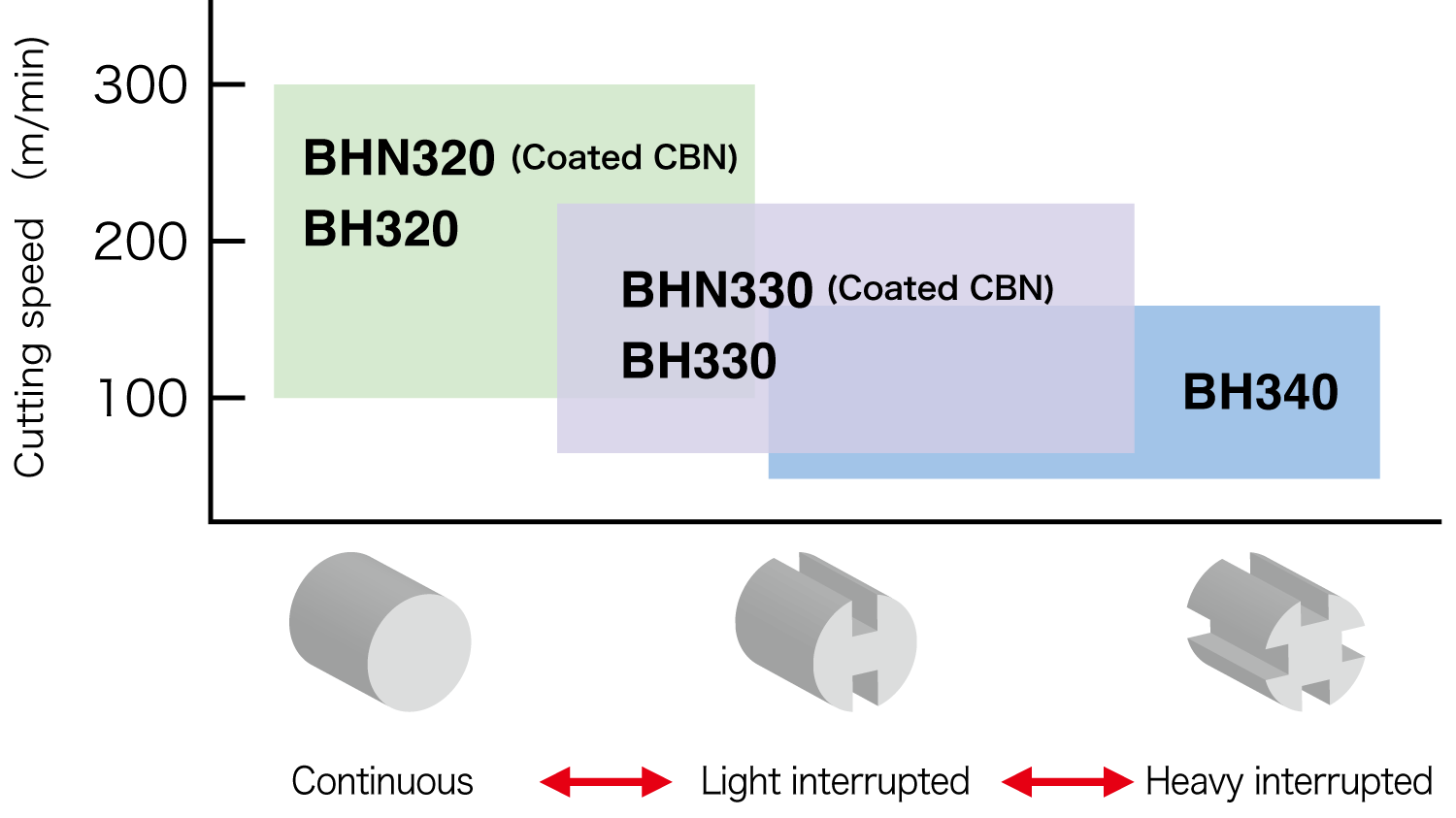
| 材质分类 | 断续程度 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
硬车削 表面处理(连续) |
WET | BHN320 BH320 |
100 – 300 330 – 1000 | – 0.5 – .020 | – 0.2 – .008 |
| 硬车削 表面处理(轻~中断续) |
DRY | BHN330 BH330 |
75 – 225 250 – 740 | – 0.5 – .020 | – 0.15 – .006 | |
| 硬车削 表面处理(强断续) |
BH340 | 50 – 150 160 – 500 | – 0.5 – .020 | – 0.1 – .004 |
| 汽车部件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BHN320 |
400 件/角 |
|
| 竞争对手的 CBN |
200 件/角 |
|
| 汽车部件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BH340 |
140 件/角 (提高稳定性) |
|
| 竞争对手的 CBN |
100 件/角 (不稳定) |
|