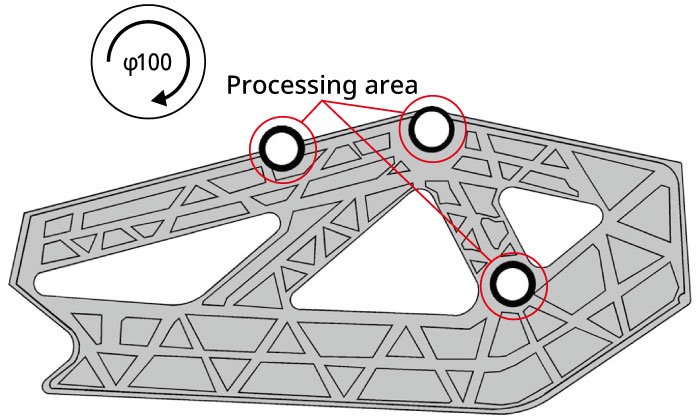
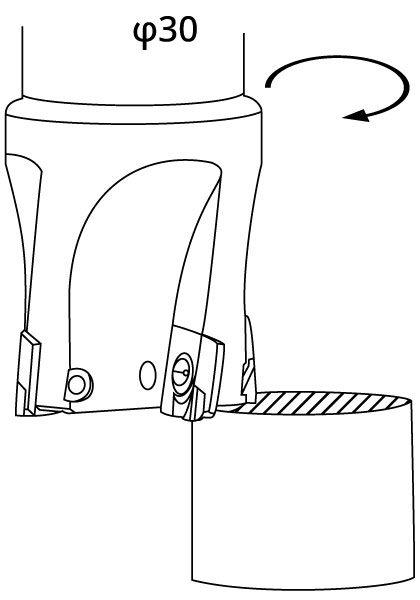
| 切割底座 |
- 材料 :
- A7000
|
 |
- 表面
粗糙度
标准 :
- 12.5S
|
- 表面
粗糙度 :
- 6S
|
- 切割
规格 :
- ⌀
30
1.2”
×4 切削刃 (PD1)
⌀
50
2”
×4 切削刃 (竞争者的 PCD)
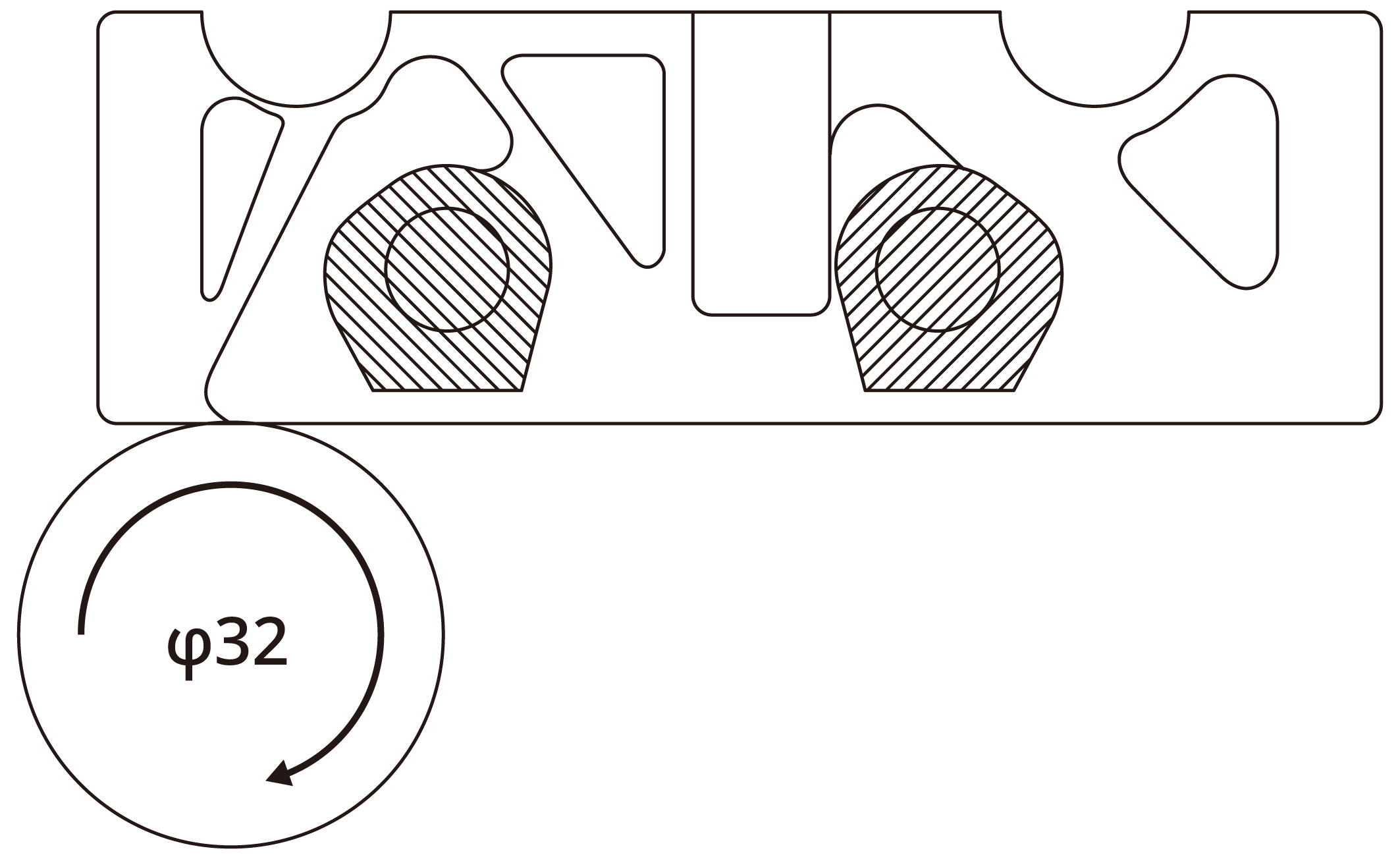
⌀
32
1.25”
×3 切削刃 (竞争者的 PCD)
|
- 切割速度 :
-
750 m/min
2,400 SFM
(PD1)
785 m/min
2,500 SFM
(竞争者的 PCD ⌀
50
2”
×4)
700 m/min
2,300 SFM
(竞争者的 PCD ⌀
32
1.25”
×3)
|
- 革命 :
- 8,000 min-1 (PD1)
5,000 min-1 (竞争者的 PCD ⌀
50
2”
×4)
7,000 min-1 (竞争者的 PCD ⌀
32
1.25”
×3)
|
- 饲料 :
-
0.1 mm/t
.004 ipt
|
- 工作台进料速度 :
-
3,200 mm/min
126 ipm
(PD1)
2,000 mm/min
79 ipm
(竞争者的 PCD ⌀
50
2”
×4)
2,100 mm/min
83 ipm
(竞争者的 PCD ⌀
32
1.25”
×3)
|
- DOC :
- ap=3,d=3,d=1.5
3 PASS (PD1)
d=0.4<br.
1 PASS (Competitor’s PCD ⌀
50
2”
×4)
d=3,d=3,d=1.5
3 PASS (Competitor’s PCD ⌀
32
1.25”
×3)
|
- 冷却液 :
- 湿式(外部冷却液)
|
| PD1 |
24,000 件/角(进行中)
|
| 竞争者的 PCD ⌀
50
2”
×4 |
10000 件/角
|
| 竞争对手的 PCD ⌀
32
1.25”
×3 |
2500 件/角
|