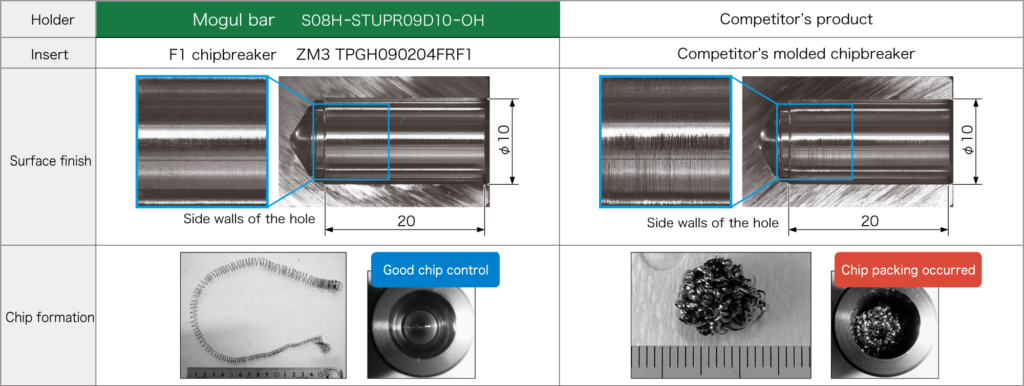
[ 切割条件 ]
材料:SCM435
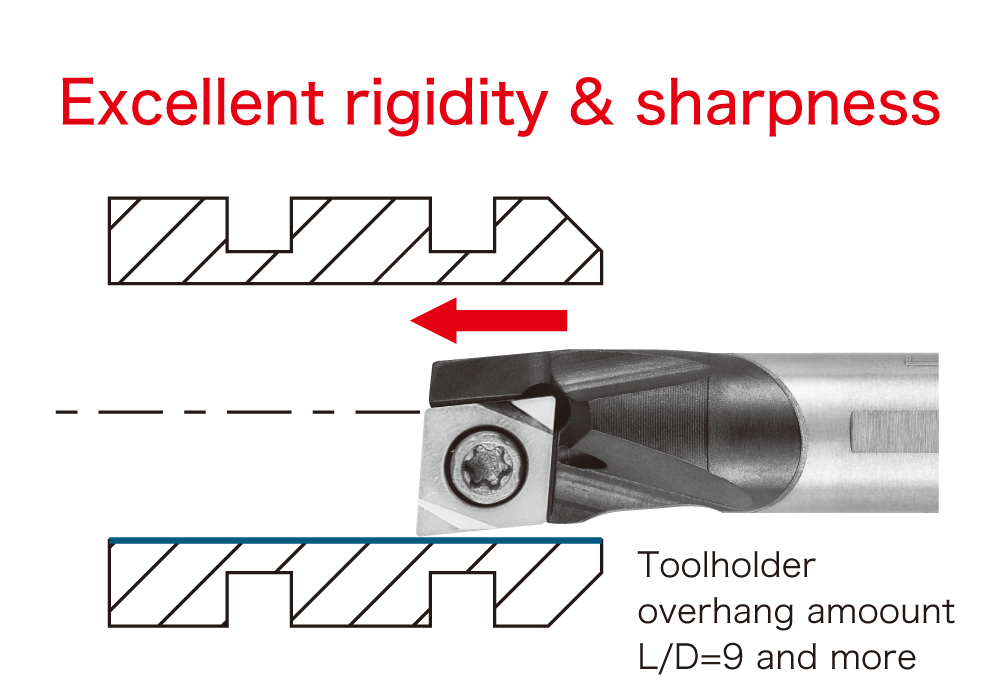
vc = 80m/min f = 0.05mm/rev ap = 0.25㎜ part diameter : ⌀10 External coolant Toolholder overhang amount : L/D = 4 Machining depth : 20mm
270 SFM .002 IPR .010 DOC part diameter:⌀.39” External coolant Toolholder overhang amount : L/D = 4 Machining depth : .79”
[ 使用的工具 ]
夹头:S08H-STUPR09D10-OH 型
(minimum bore diameter of ⌀10) Shank diameter : ⌀8
(minimum bore diameter of ⌀.39”) Shank diameter : ⌀.315”
刀片 :TPGH090204 型