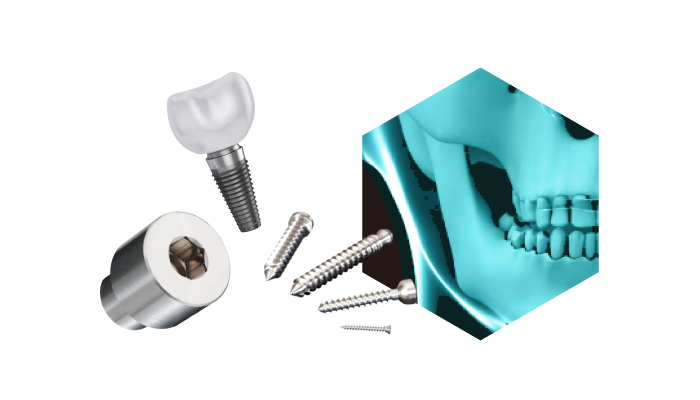
高效插孔加工解决方案
工件材料钛 / 不锈钢 / PEEK / TEFLON
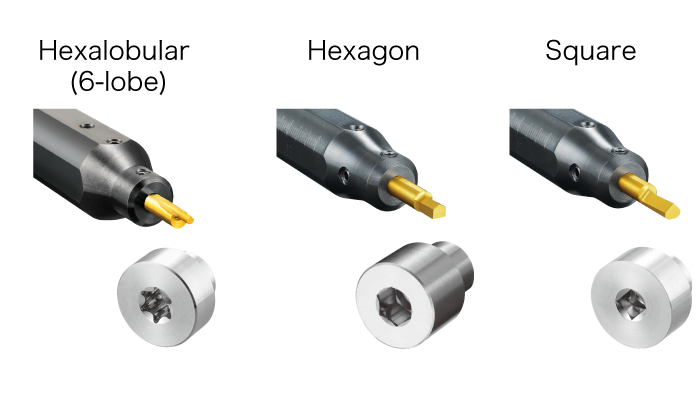
SSP-H 六角插座
SSP-S 方形插座
SSP-T 内六角插座(6 长贝孔)
HY-NBH-OH 手柄直径 16
HY-NBH-OH 手柄直径 19.05 – 25.4
用于整形器的 HY-NBH 套筒
NBH 手柄直径 15.875 – 19.05
NBH 手柄直径 20 – 32
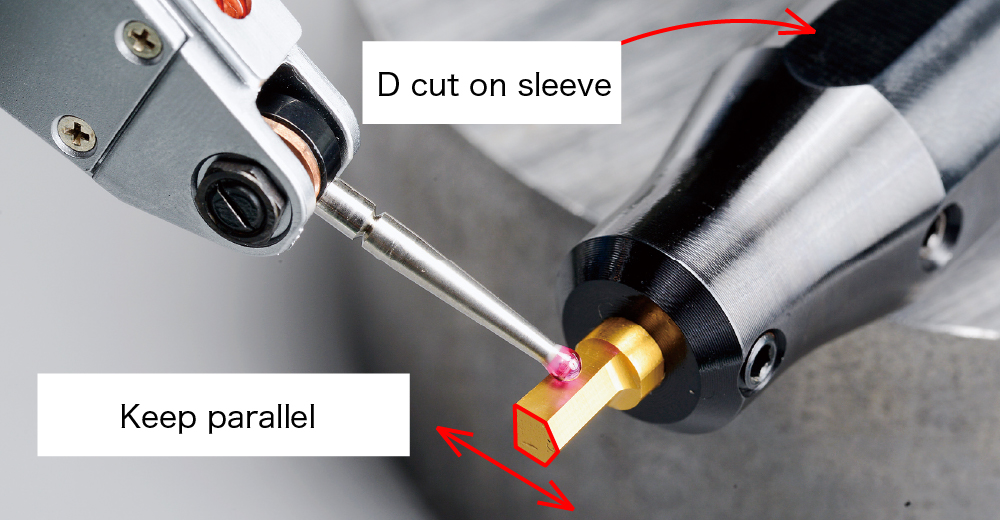
① 插件安装
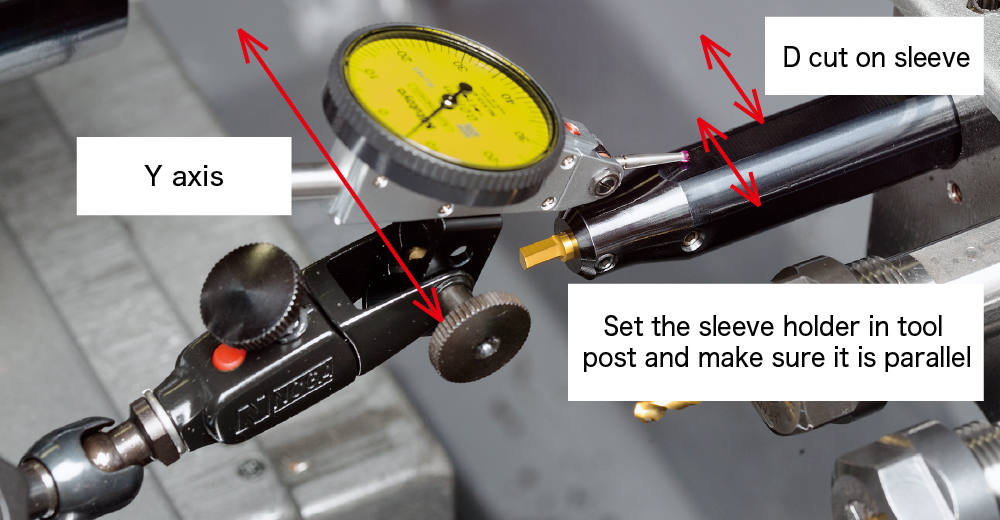
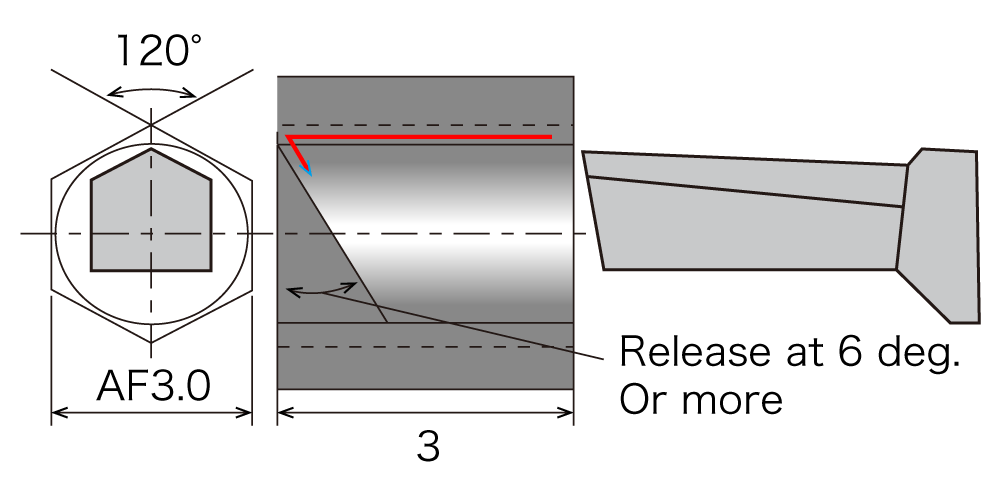
② 确保套筒平行安装
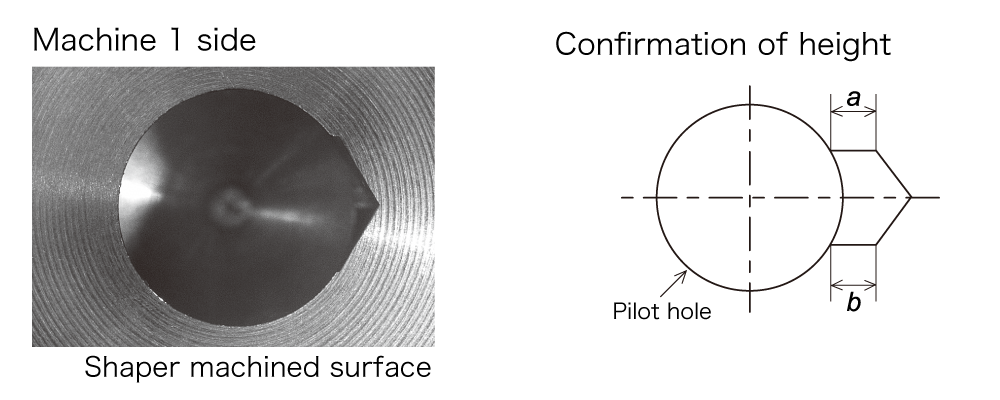
③ 确认身高
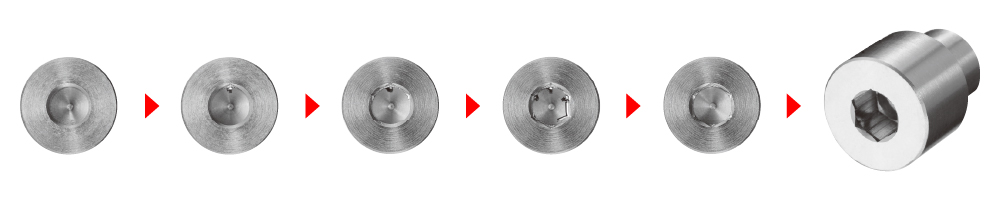
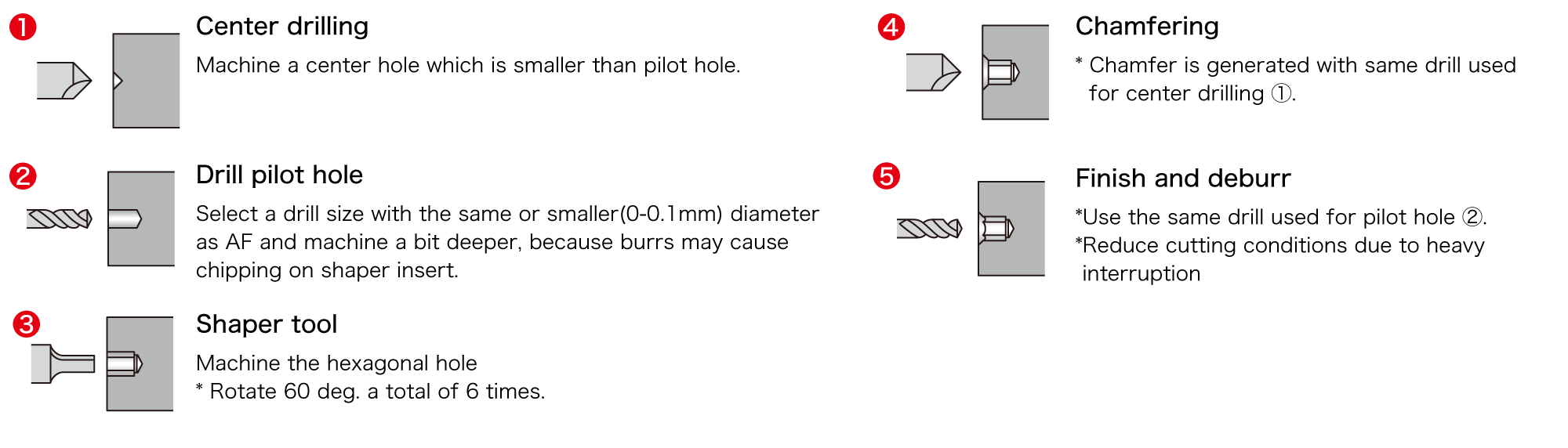
④ 逐步加工六角插座的直观图
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告