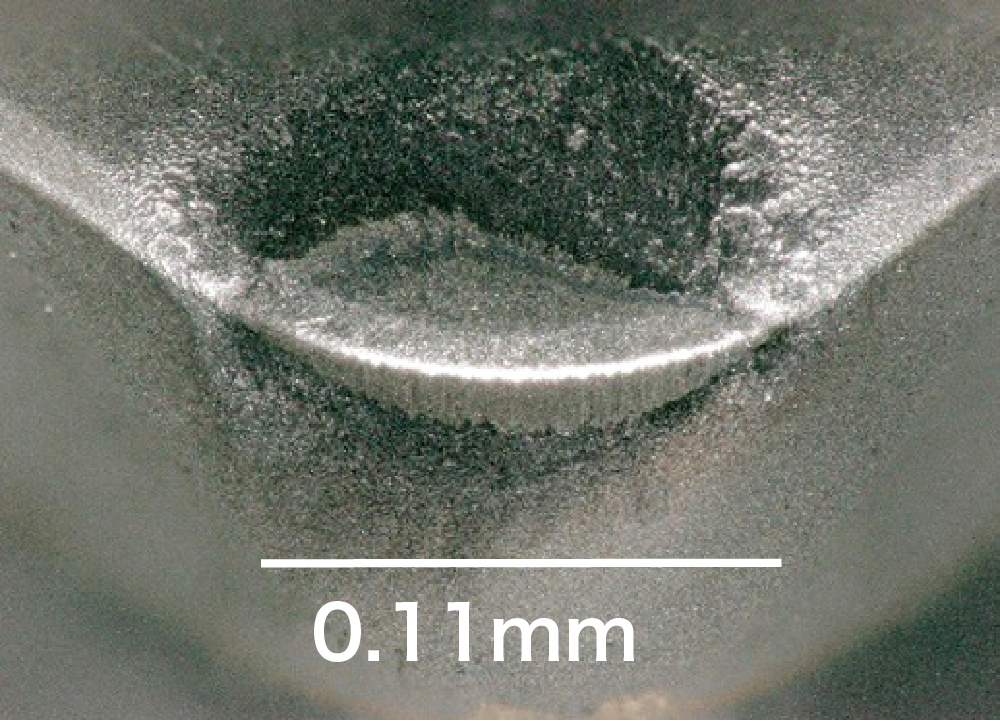
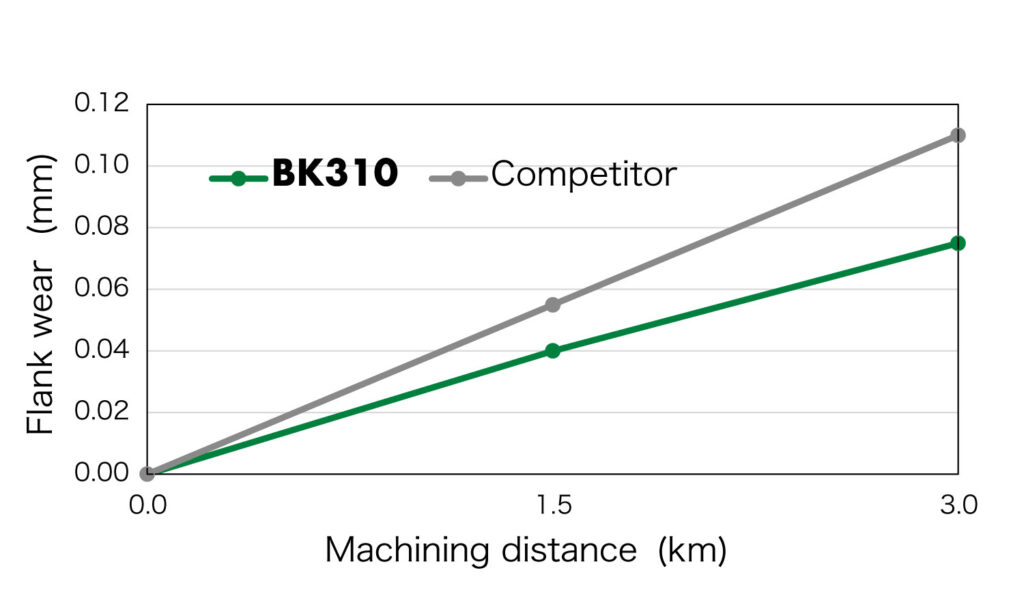
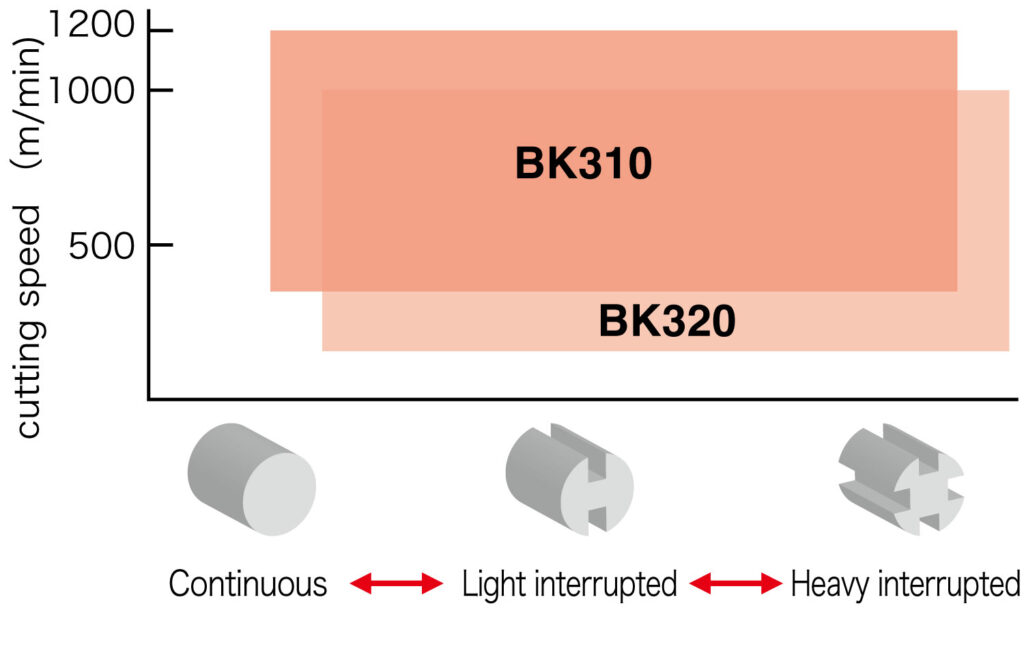
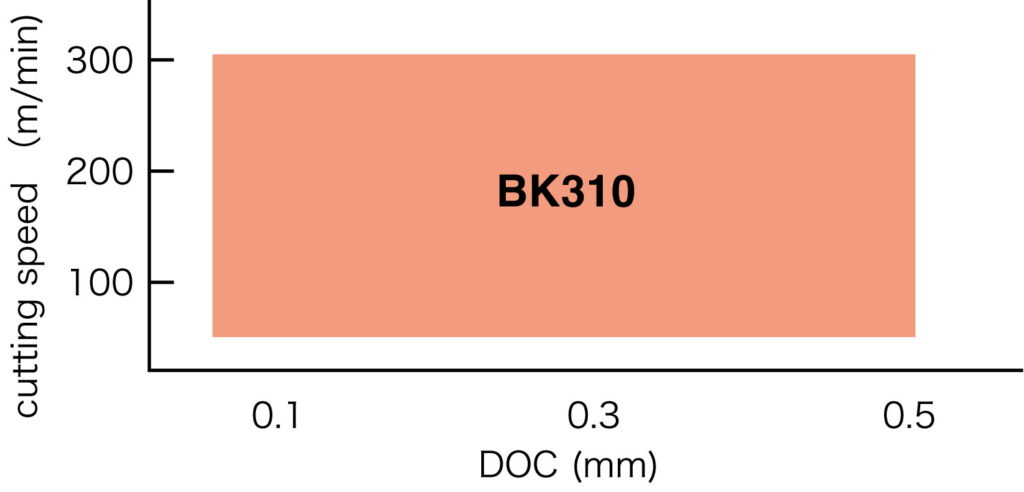
| BK310 | 竞争对手 |
|---|---|
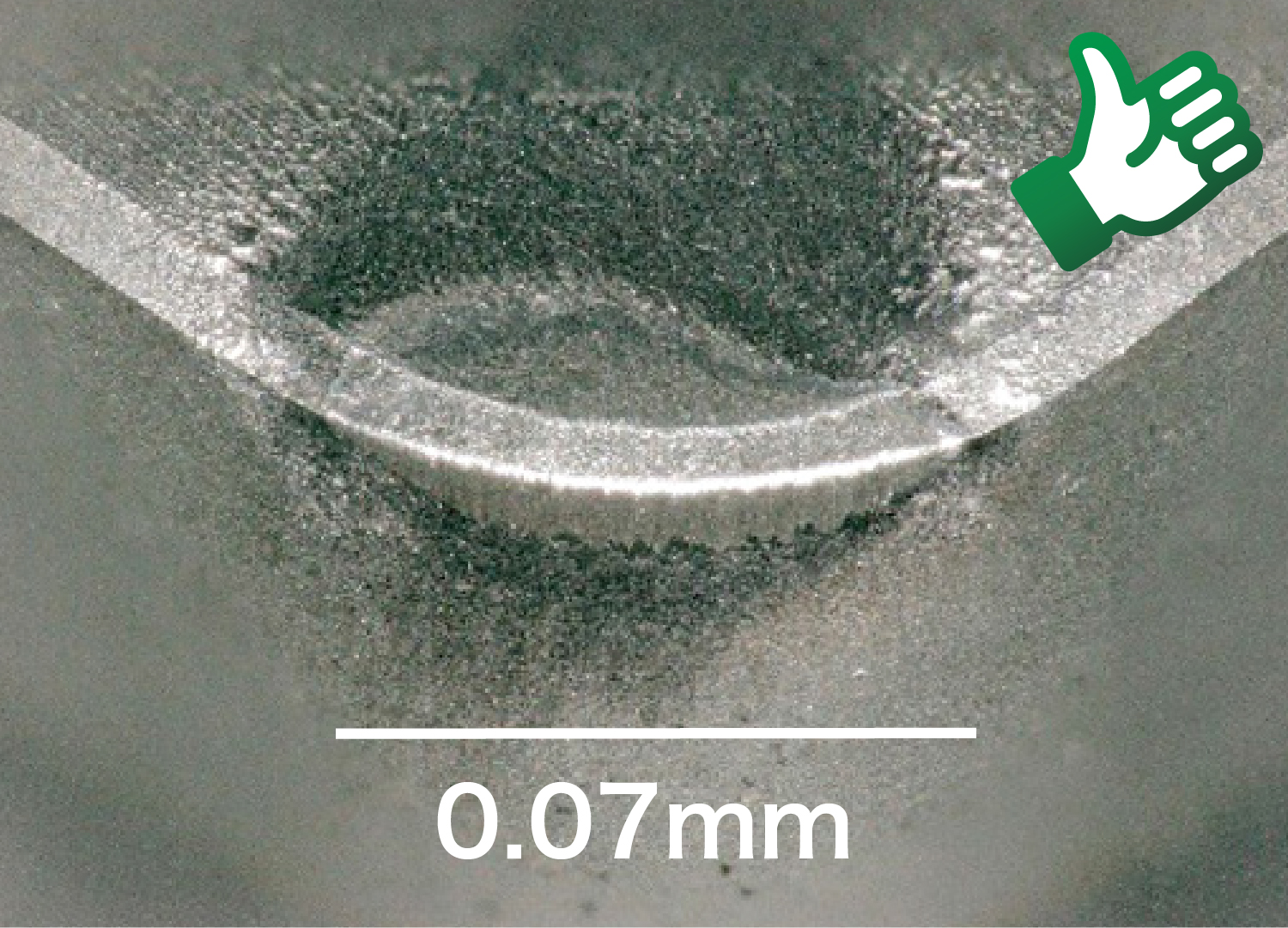 |
 |
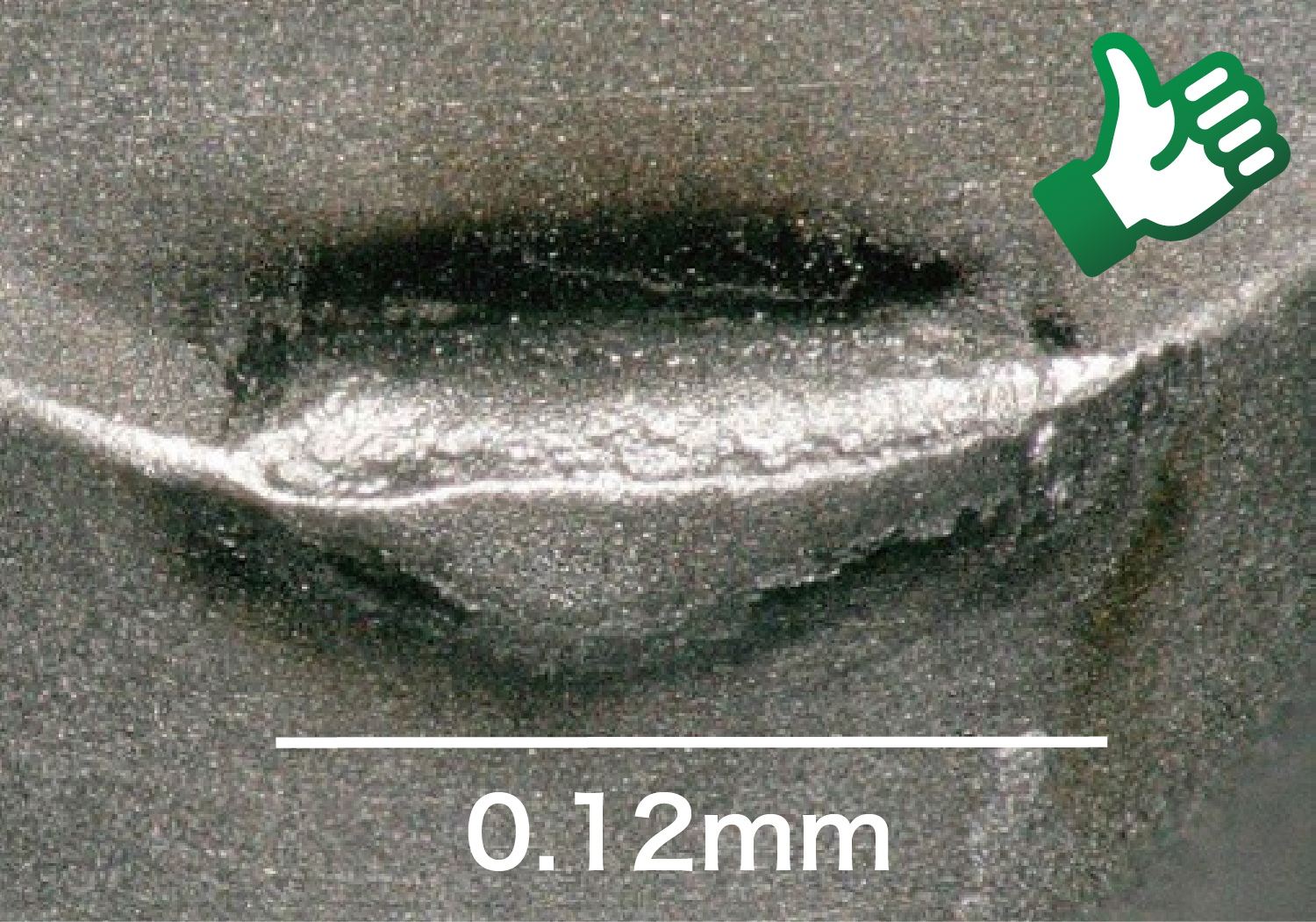
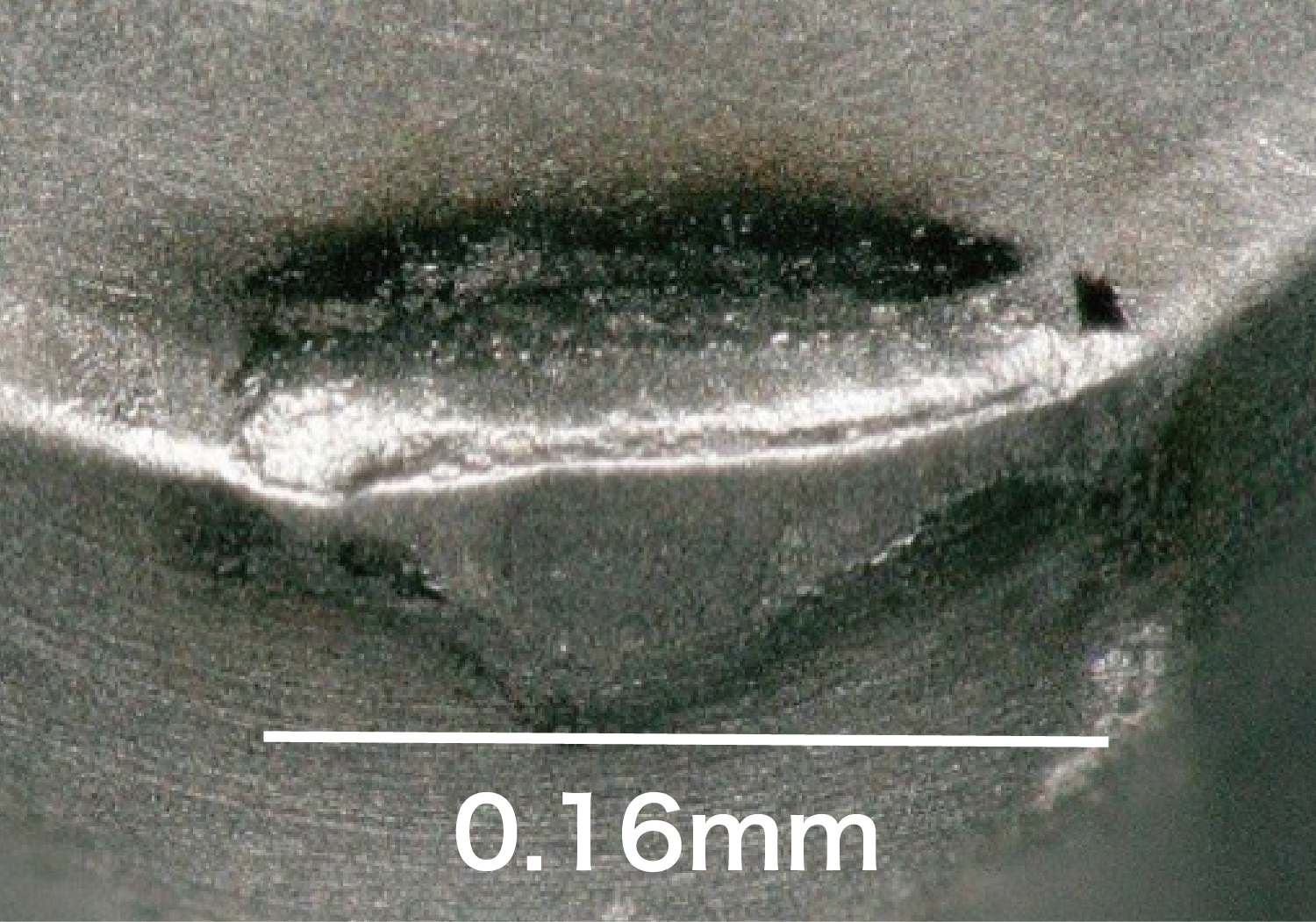
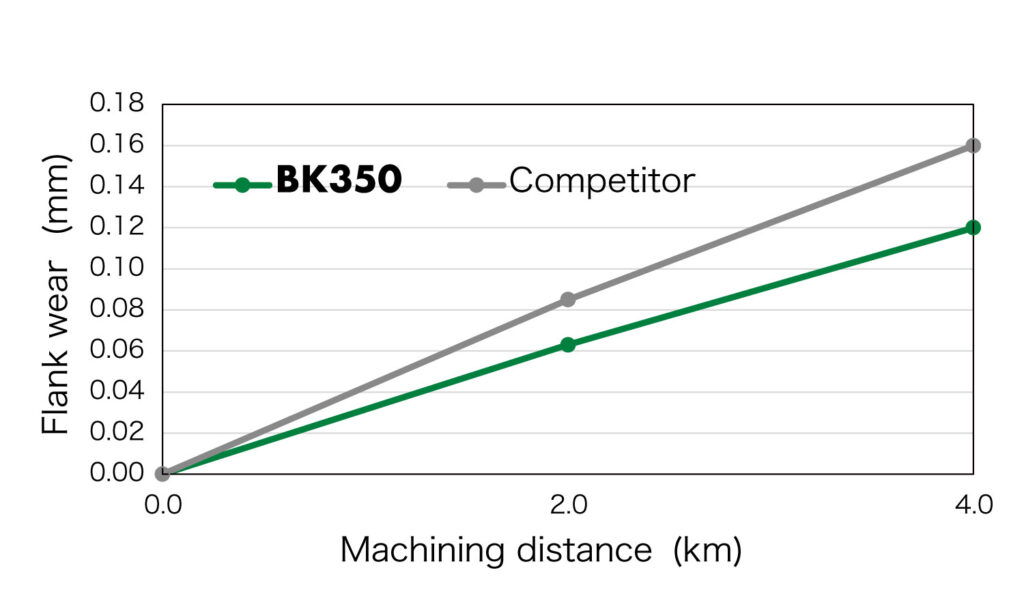
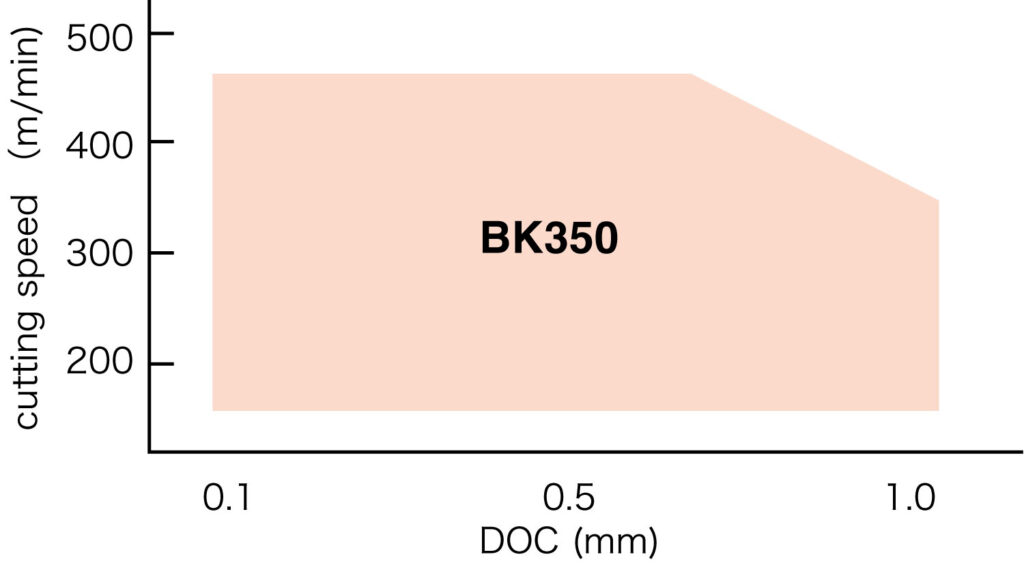
| BK350 | 竞争对手 |
|---|---|
 |
 |

| 农业零部件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BK310 |
150 件/角
|
|
| 竞争对手的 CBN |
100 件/角
|
|
| 机械零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BK350 |
100 件/角
|
|
| 竞争对手的 CBN |
50 件/角
|
|