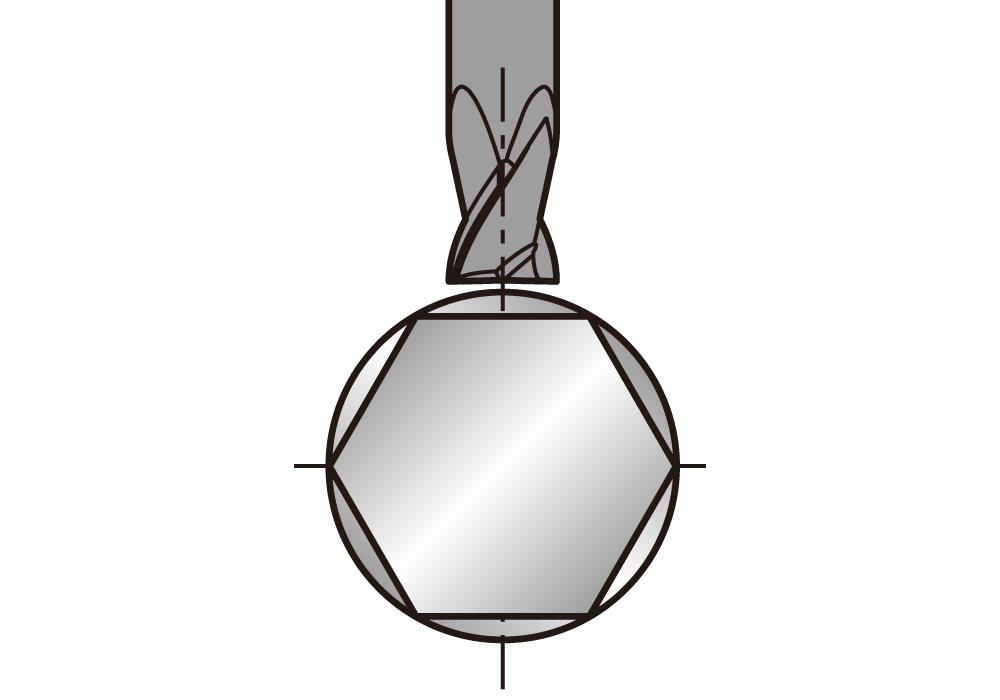
用于端面铣削| 瑞士数控车床
瑞士数控车床 端铣
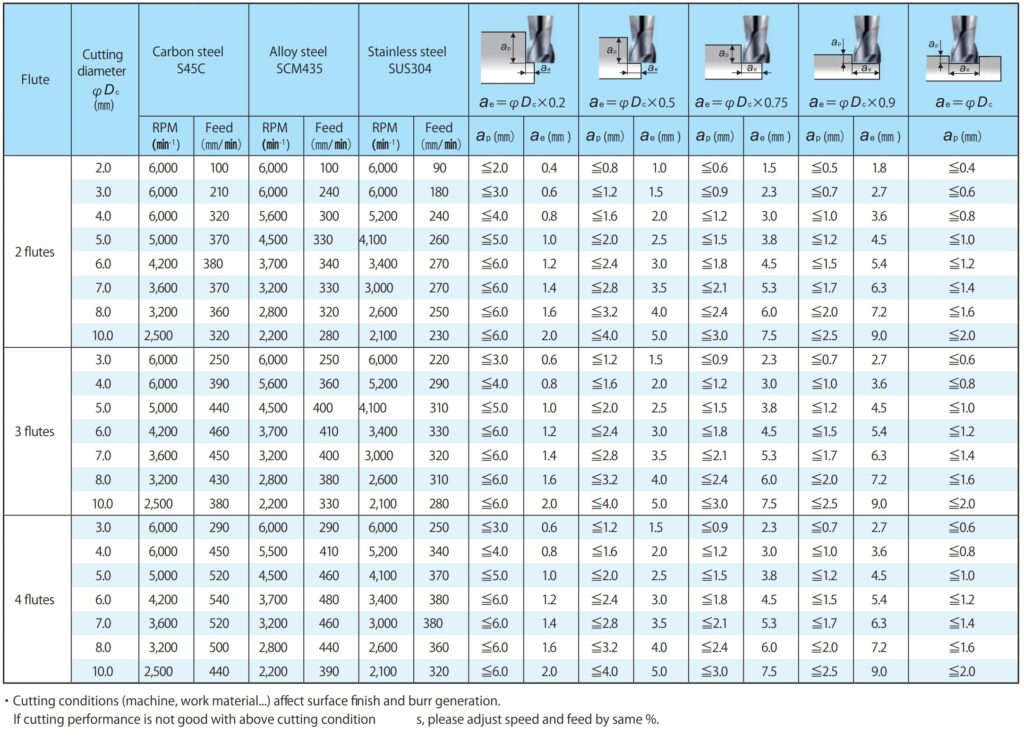
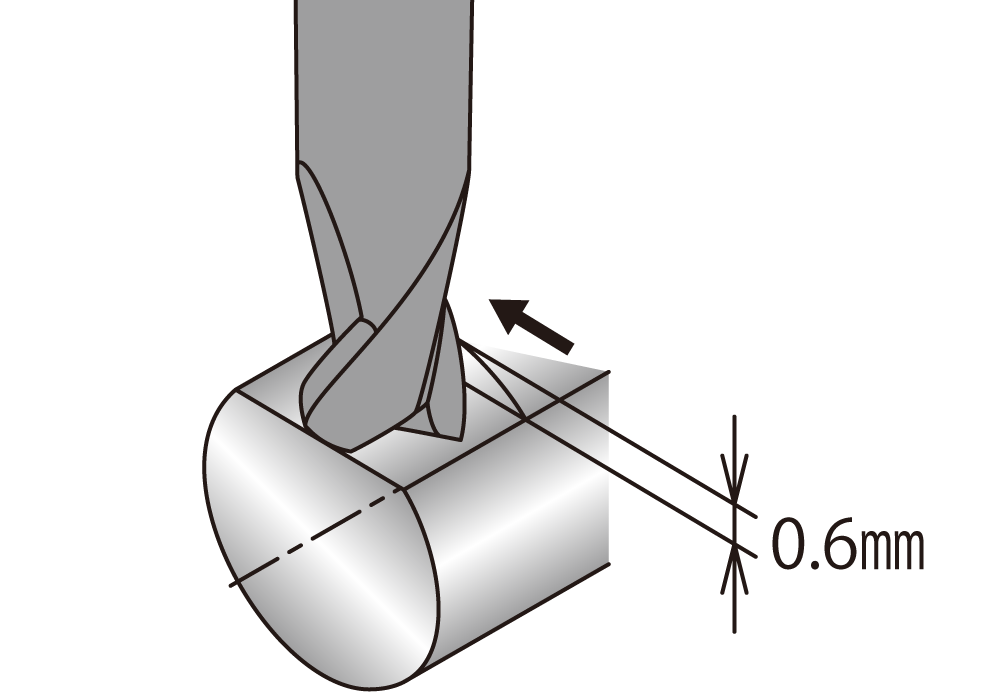
[ 切割条件 ]材料: SUS304 Φ16.0 ap=3.0㎜ ae=1.2㎜ S = 3,000rpm F = 300㎜/min 304SS Φ.630” .118 DOC ae=.047 width S = 3,000rpm F = 11.8 IPM
[ 使用的工具 ] Φ6.0mm Φ.236” – 2 长笛
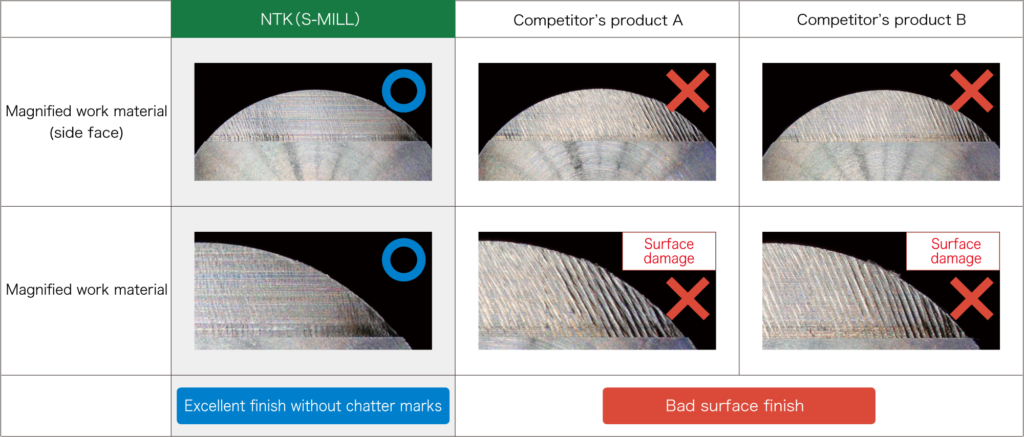
竞争对手的立铣刀在刀具寿命结束时,表面光洁度明显下降。,S-铣刀在其较长的刀具寿命期间始终保持了高质量的光洁度。
与竞争对手的刀具相比,S-Mill 的锋利程度减少了毛刺的产生,延长了刀具寿命。锋利的切削刃产生的声音也明显小于现有刀具。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告