使用滑头自动车床或数控车床加工纯铜(C1020/C1100)
金刚石涂层硬质合金:
采用适当的切削条件(低切削深度/低进给量)可减少切屑厚度,从而获得良好的加工表面。
| 电池连接器 | |
|---|---|
|
C1100 ⌀10-20 ⌀.394 -.787 in. |
|
55 – 110 180 – 360 |
|
0.03 .0012 |
|
0.2 .008 |
|
湿 |
| UC1 DCMT11T302 DCMT32.508 FNAM3 |
1000 件/角
|
| PVD 超级涂层 DCGT11T302 DCMT32.508 模制断屑槽 | 50 件/角 |
| 电极部件 | |
|---|---|
|
C1100 ⌀12 ⌀.472 in. |
|
80 262 |
|
0.05 .002 |
|
1.0 .040 |
|
湿 |
| UC1 DCMT11T301 DCMT32.504 FNAM3 |
2000 件/角
|
| PVD 超级涂层 DCGT11T301 DCMT32.504 模制断屑槽 | 100 件/角 |
[ 切割条件 ]
工件材料:C1100 vc=
80m/min ap=1.0mm
260 SFM ap=.040
WET
[ 使用的工具 ]
DCMT11T302FNAM3
DCMT32.508FNAM3
UC1
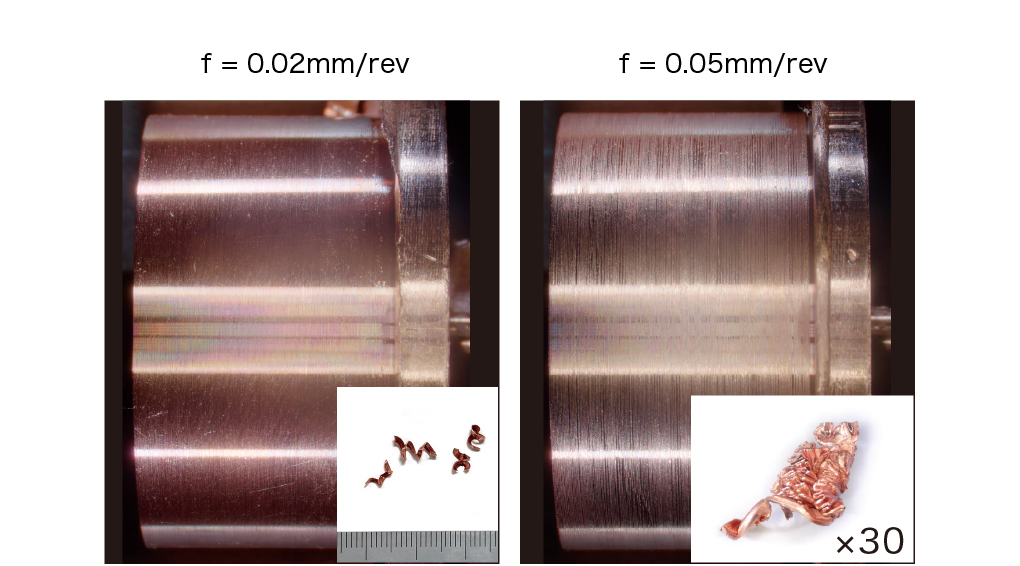
如果切削条件导致切屑变厚(高切削深度或高进给量),那么加工表面就会因切屑堵塞而变差。
| 等级 | 工具 | 运行 | 机械加工 | Speed (m/min) Speed (SFM) | Feed (mm/rev) Feed (IPR) | DOC (mm) DOC (inch) | 湿润 |
|---|---|---|---|---|---|---|---|
| UC1 | 韧间距铜 C1100 | Turning | 粗加工 – 精加工 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.2 – 2.0 .008 – .080 | ● |
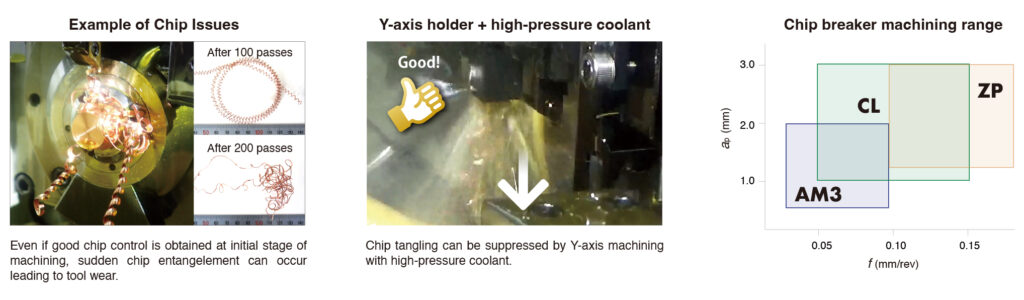
在大切削深度和高进给率下加工时,请选择 CL 或 ZP 断屑槽,以抑制切屑堵塞。
仅使用断屑器可能难以稳定生成切屑,建议添加 Y 轴支架 + 高压冷却液
| 等级 | 工具 | 运行 | 机械加工 | Speed (m/min) Speed (SFM) | Feed (mm/rev) Feed (IPR) | DOC (mm) DOC (inch) | 湿润 |
|---|---|---|---|---|---|---|---|
| UC1 TM4 | 无氧铜 C1020 | Turning | 粗加工 – 精加工 | 50 – 150 160 – 500 | 0.02 – 0.20 .0008 – .008 | 0.5 – 3.0 .020 – .118 | ● |
请参考上述内容选择切削条件和断屑槽,以获得良好的切屑控制。
如果希望刀具寿命比 PVD 硬质合金更长:TM4,请使用金刚石涂层硬质合金:UC1。
通过使用 FG/F1 断屑槽向后排空切屑和高压冷却液,改善切屑控制

| 等级 | 工具 | 运行 | 机械加工 | Speed (m/min) Speed (SFM) | Feed (mm/rev) Feed (IPR) | DOC (mm) DOC (inch) | 湿润 |
|---|---|---|---|---|---|---|---|
| UC1 TM4 | C1100 C1020 | Turning | 完成 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.1 – 0.5 .004 – .020 | ● |
如果您希望刀具寿命比 PVD Carbide:TM4,请使用金刚石涂层硬质合金:UC1。