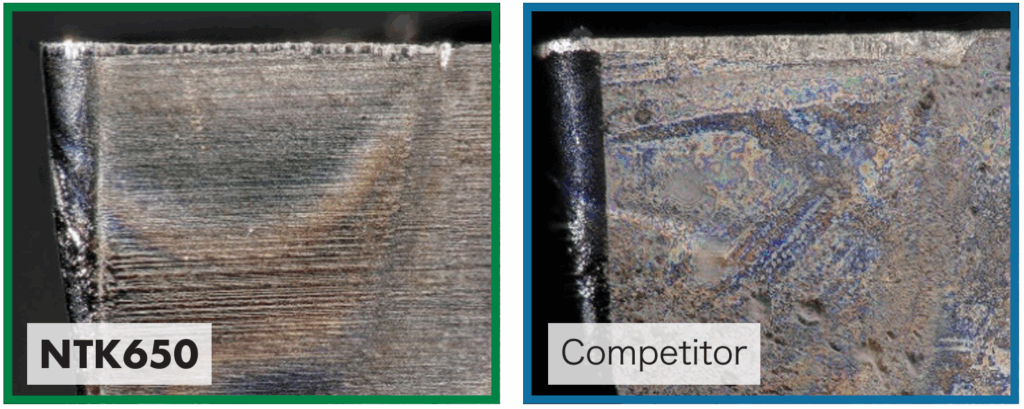
| 半导体工厂部件 | |
|---|---|
|
 |
|
|
|
|
|
|
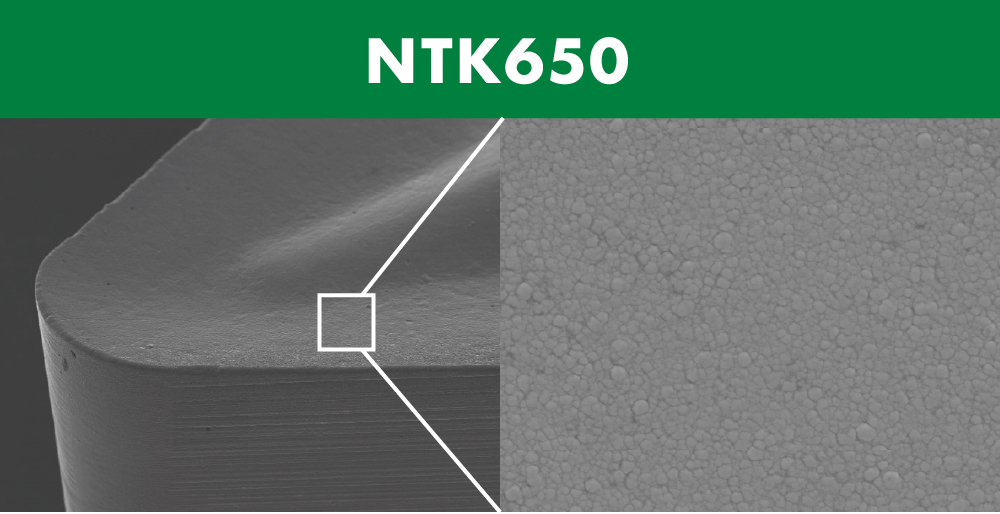
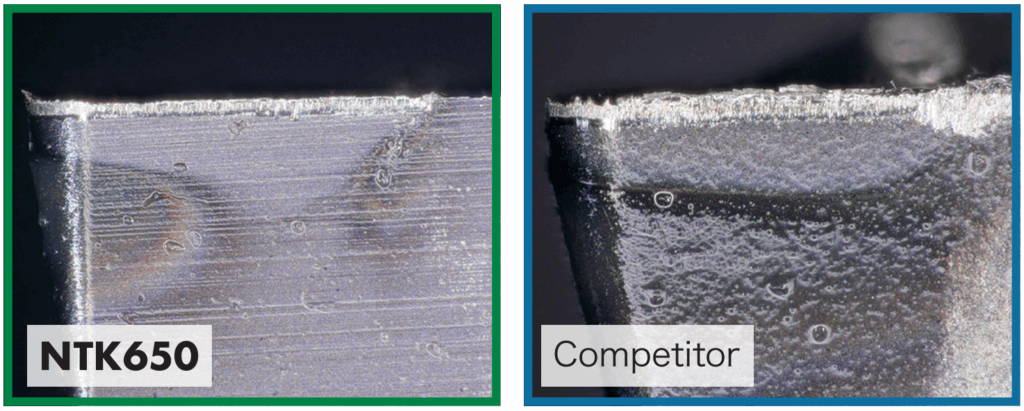
| NTK650 |
400 件/角
|
| 竞争对手的硬质合金 |
|
| 发电厂接头部件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
420 件/角
|
| 竞争对手的硬质合金 |
210 件/角
|
| 销钉零件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
9,800 件/边
|
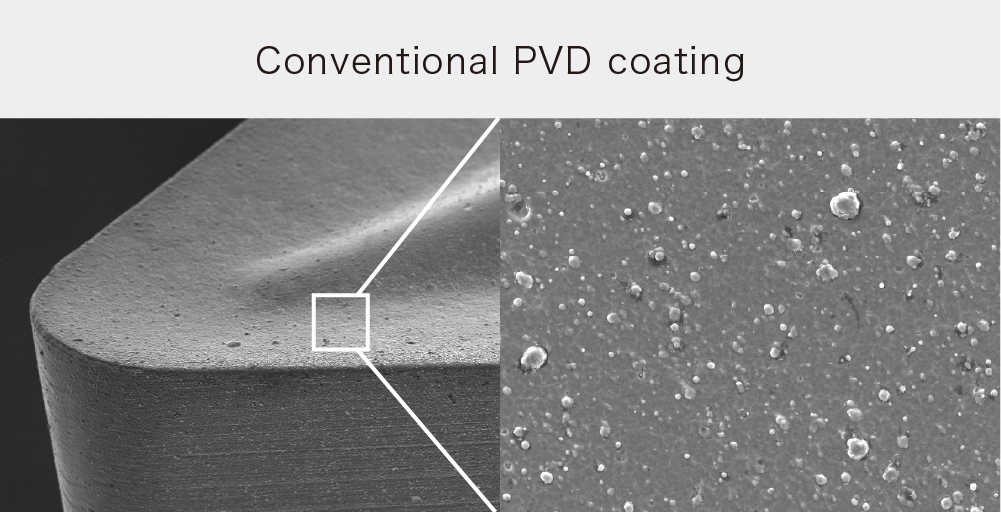
| 竞争对手的 PVD 涂层硬质合金 |
5,500 件/边
|
| 螺丝部件 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| NTK650 |
500 件/边
|
| 竞争对手的 PVD 涂层硬质合金 |
|