用于加工有色金属材料的多功能刀具| 瑞士数控车床
2 种等级可供选择,以满足加工需求
PD1 – PCD 级
KM1 – 硬质合金级
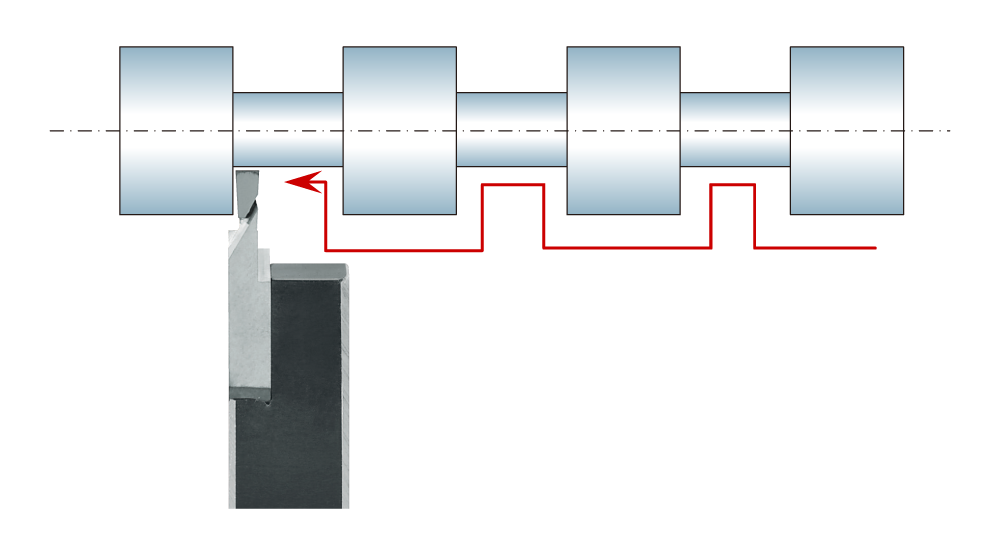
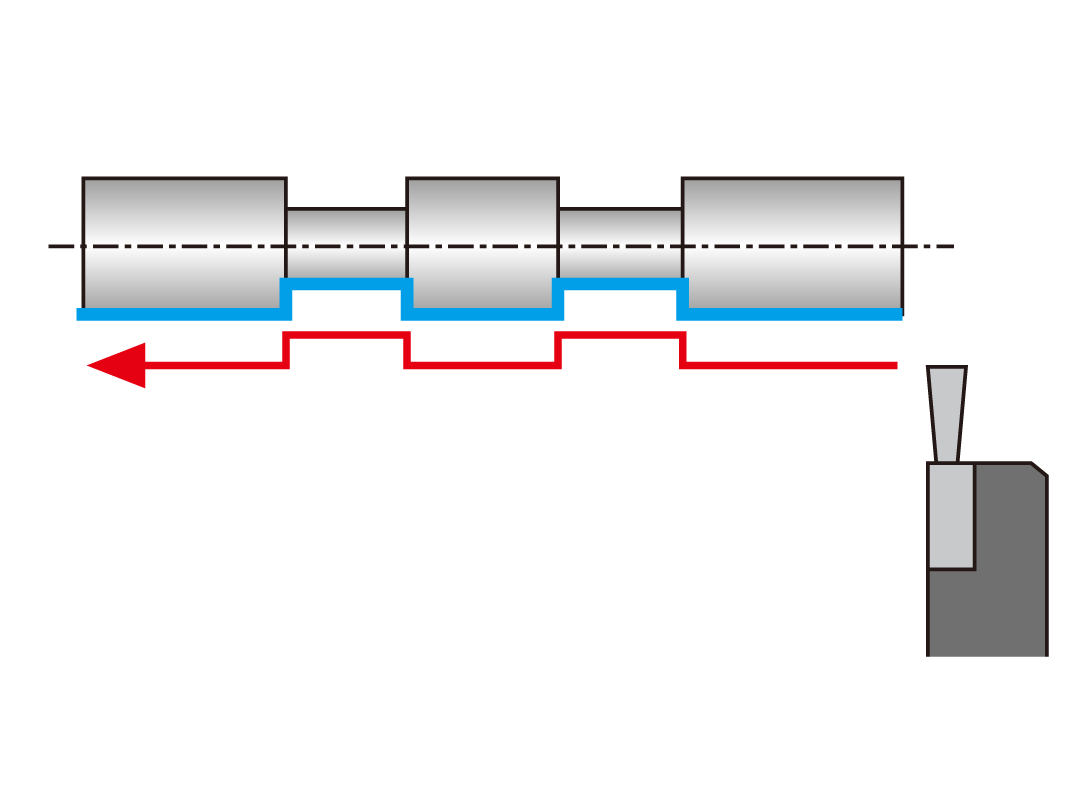
竞争对手的产品需要 3 次开槽,刀片经常碎裂和损坏。加工周期超过 3 分钟。NTK 的 KM1 刀片只需加工一次,将加工周期缩短至 1 分 50 秒。
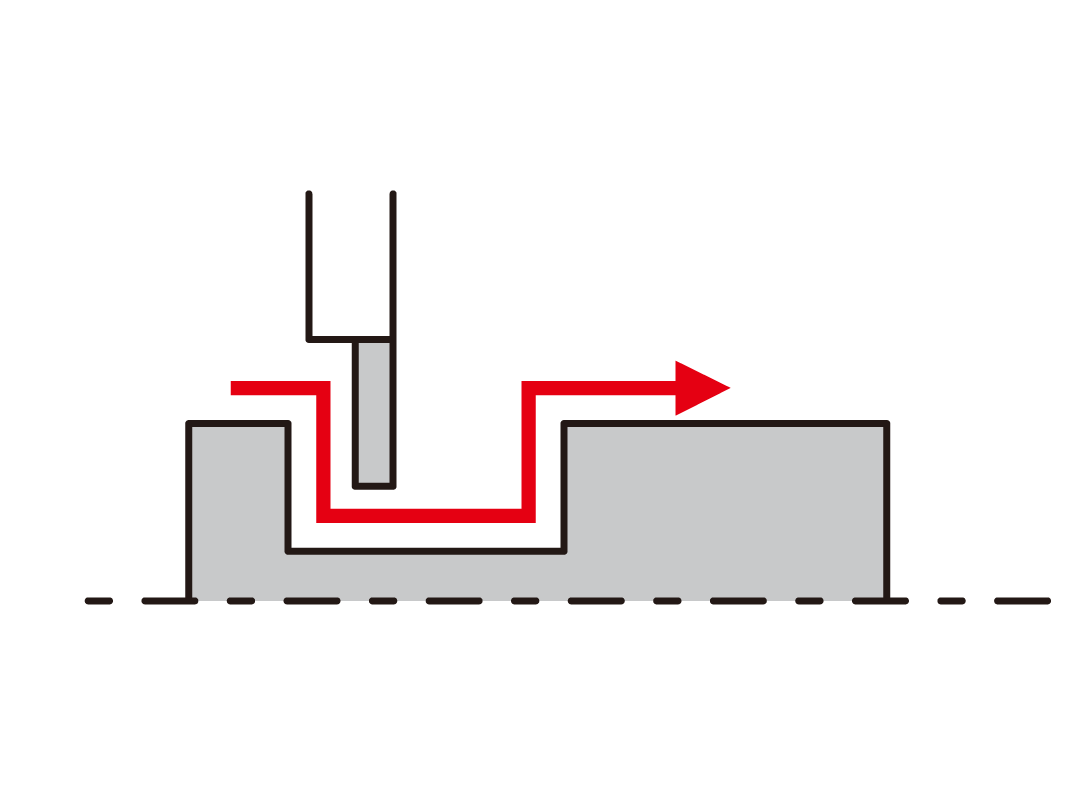
GX 刀片解决了切屑残留在凹槽中的问题,从而省去了检查工序。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告