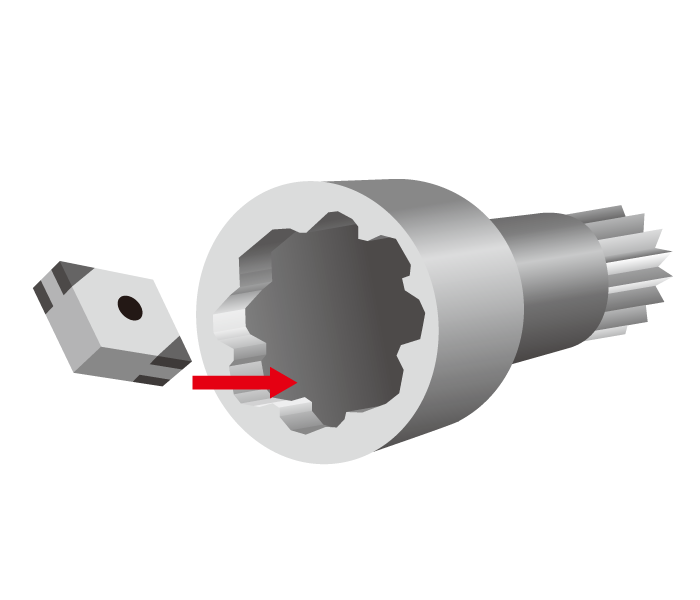
| Interrupted ID boring of automotive parts | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
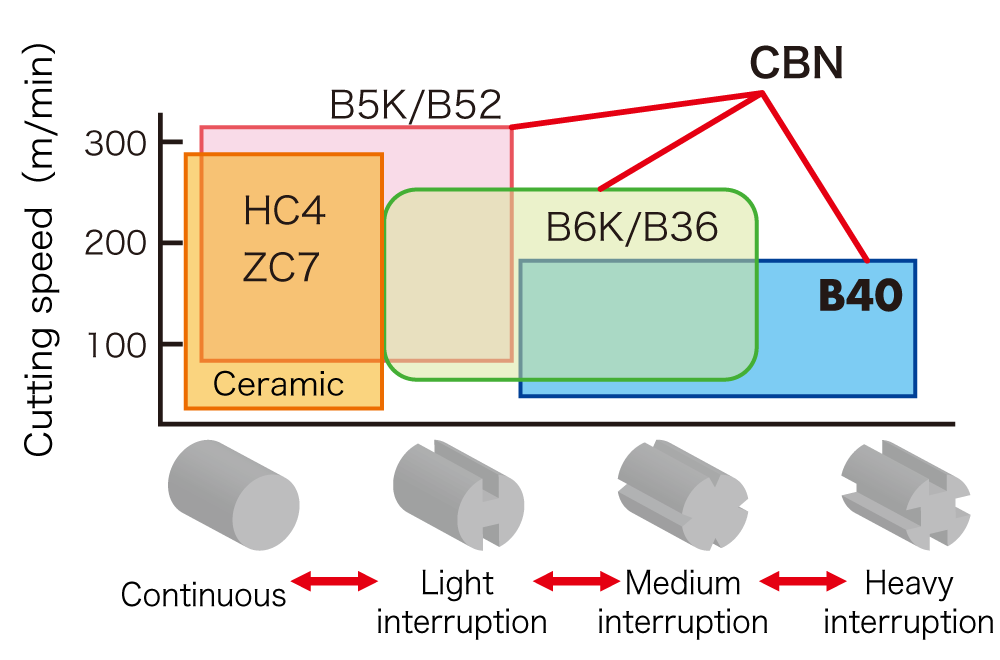
| B40 |
2,300 pcs / corner
|
|
| Competitor’s CBN |
1,500 pcs / corner
|
|
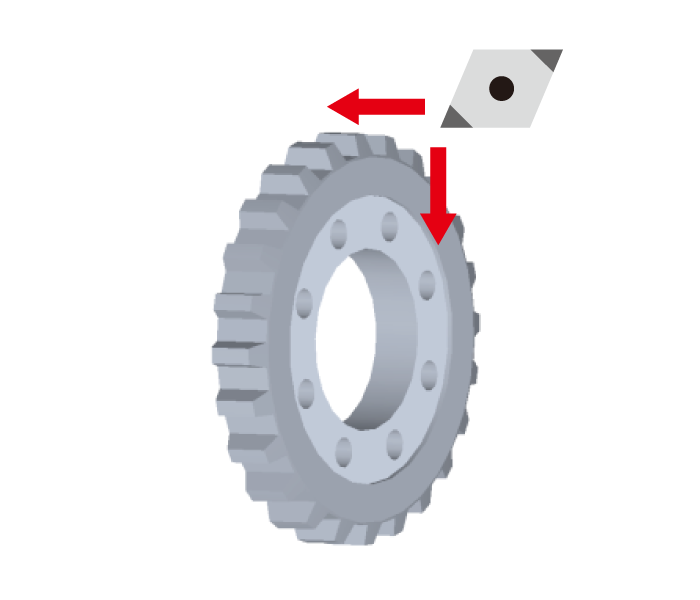
| Interrupted OD turning gear part coupling | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B40 |
400 pcs / corner
|
|
| Competitor’s CBN |
100 pcs / corner
|
|