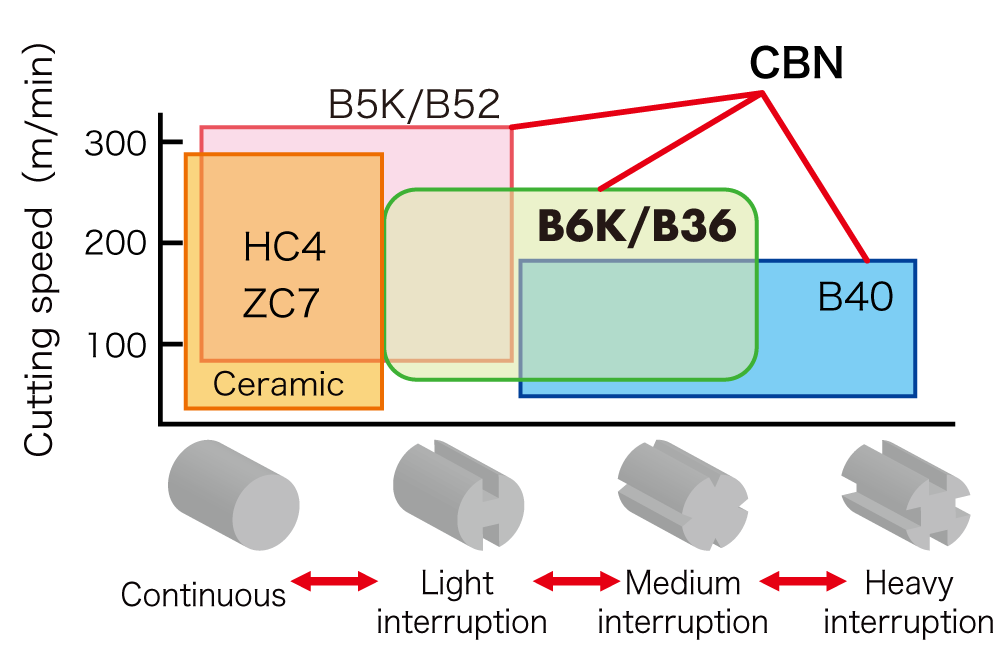
用于轻度至中度断续加工 | CBN 用于加工淬硬材料
对硬度为 HRC55 或以上的淬硬材料进行轻度至中度断续加工
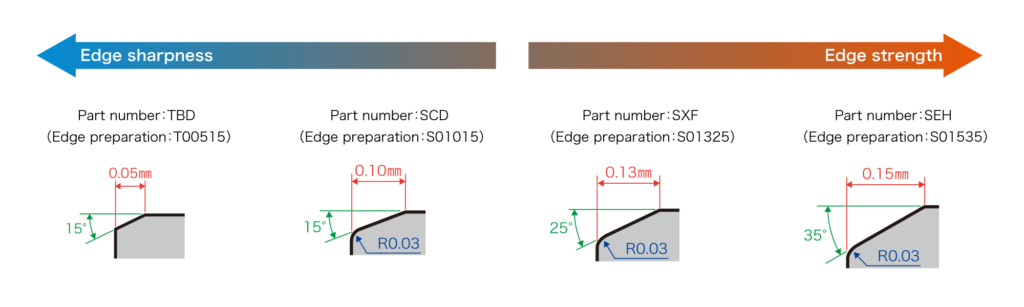
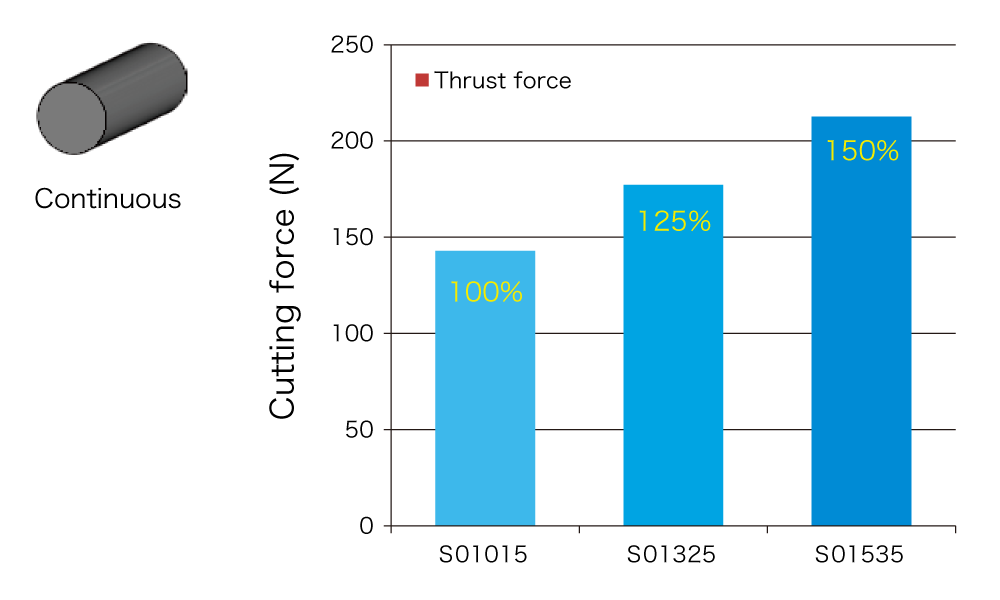
随着刃口准备程度的增加,刀片上的刀具压力也会增加。
[ 切割条件 ]SCM415(HRC63-65) m vc=200m/min f=0.1mm/rev ap=0.2mm 670 SFM .004 IPR .008 DOC DRY
[ 插入 ]TNGA160408
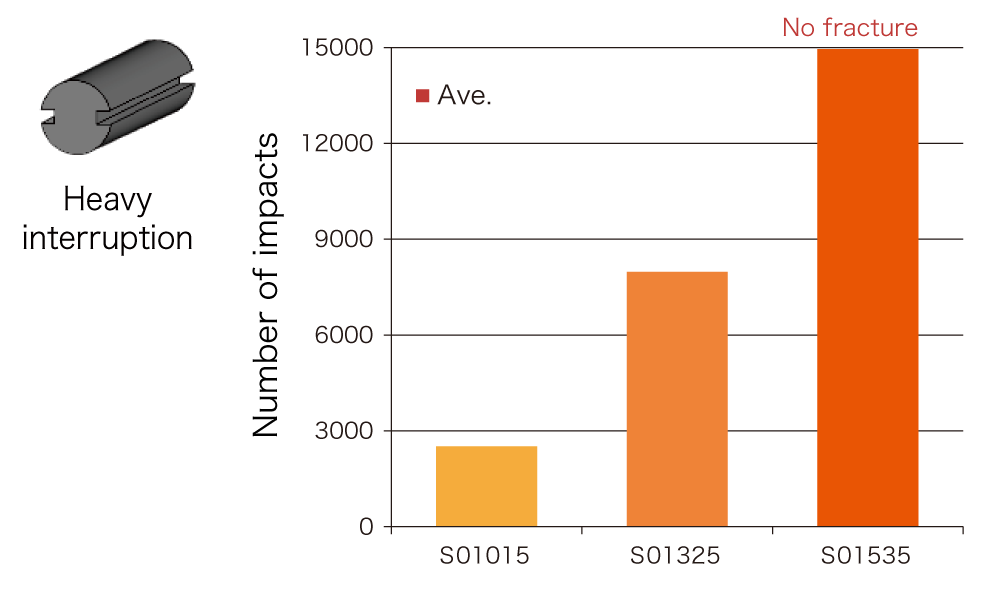
边缘制备的增加与刀片抗断裂性能的提高之间存在直接关系。
[ 切割条件 ]SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm 250 SFM .004 IPR .012 DOC 干燥
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告