用于耐热合金加工 | 陶瓷
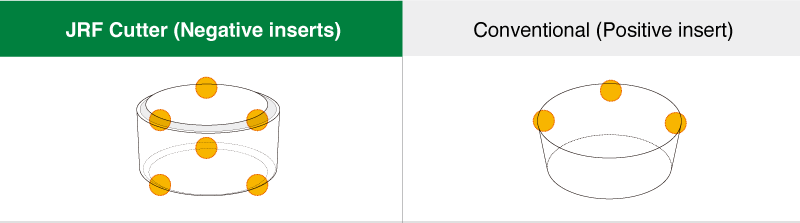
🟡 可用角
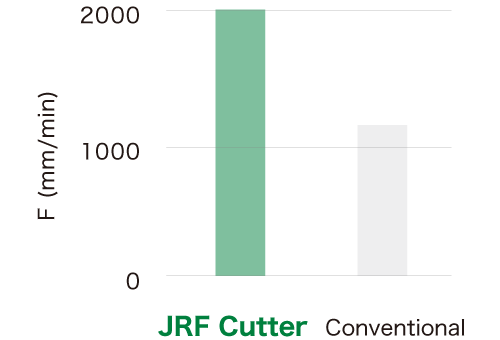
由于新型NTK铣刀盘搭载了3枚刀片,因此总切削量是竞争对手的 1.5 倍。
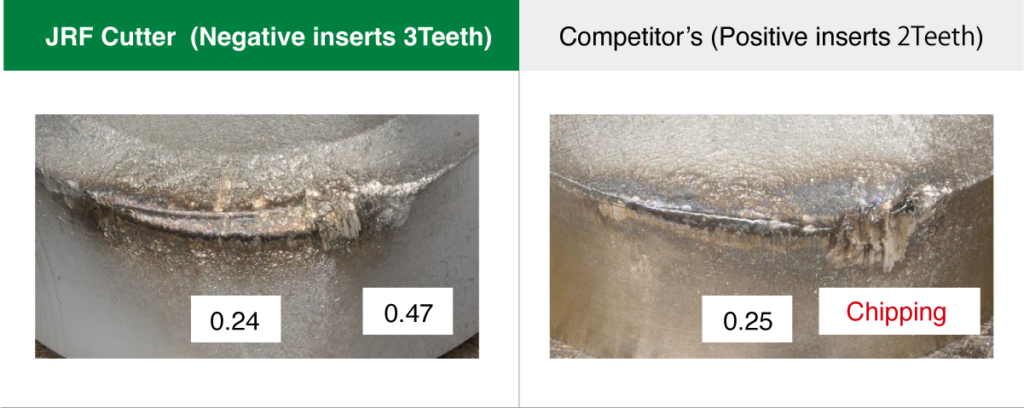
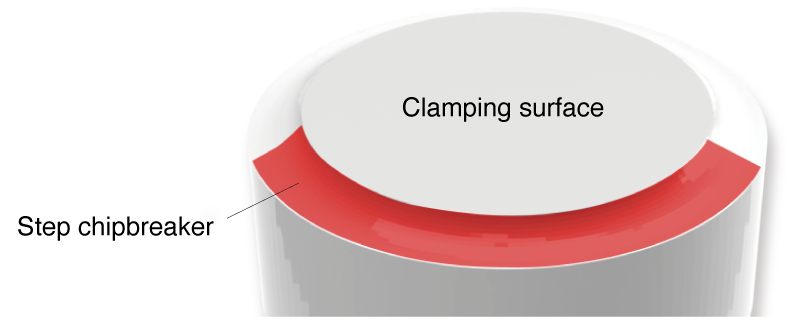
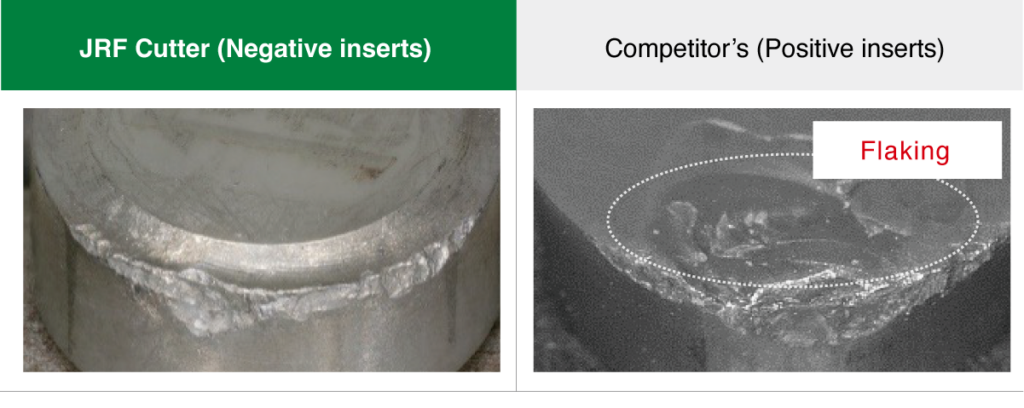
阶梯式排屑槽的切削刃低于夹持面,可防止剥落。
成本降低 32%!刀片单价 ÷ 加工数(寿命) x 刃数
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告