Upgrade your traditional holder to a Y-axis series holder in the vertical gang station and experience superior chip control—no more tangled chips!
Features
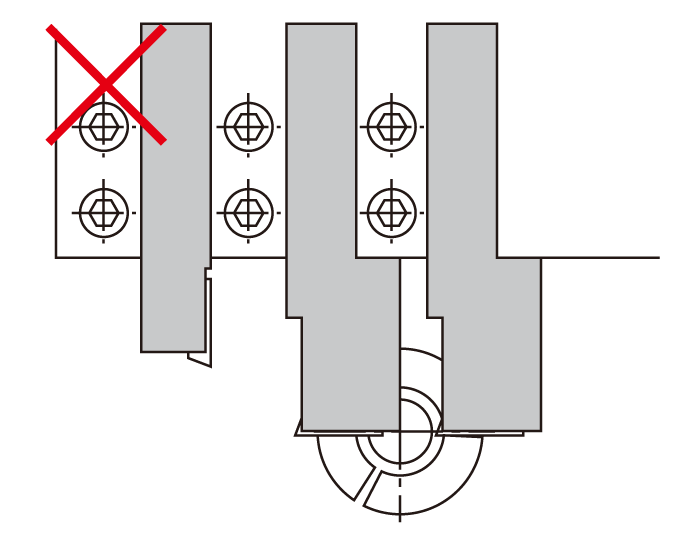
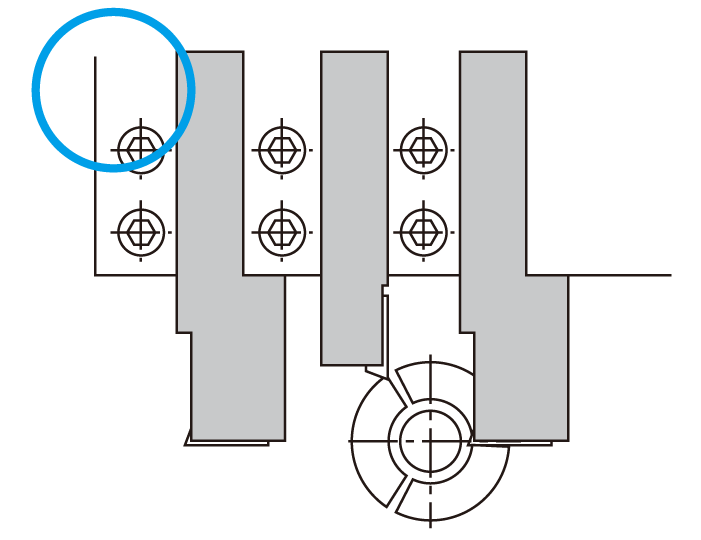
Eliminates the concern of chips tangling up – chips automatically drop down away from part
Utilize coolant through y-axis holders and improve tool life and dimensional stability
Tooling application
Front turning / Back turning / For grooving Pure Copper Processing / Machining Plastics
Programming guide
Program sample
T300… Select tool
G0 X11.0 Z0 T3… Insert positioning
G1 X8.0 F0.08 … Cut to 8.0 mm.315 inch
Z5.0 F0.05… Cut up to 5.0 mm.197 inch in length
X11.
G0 X11.0
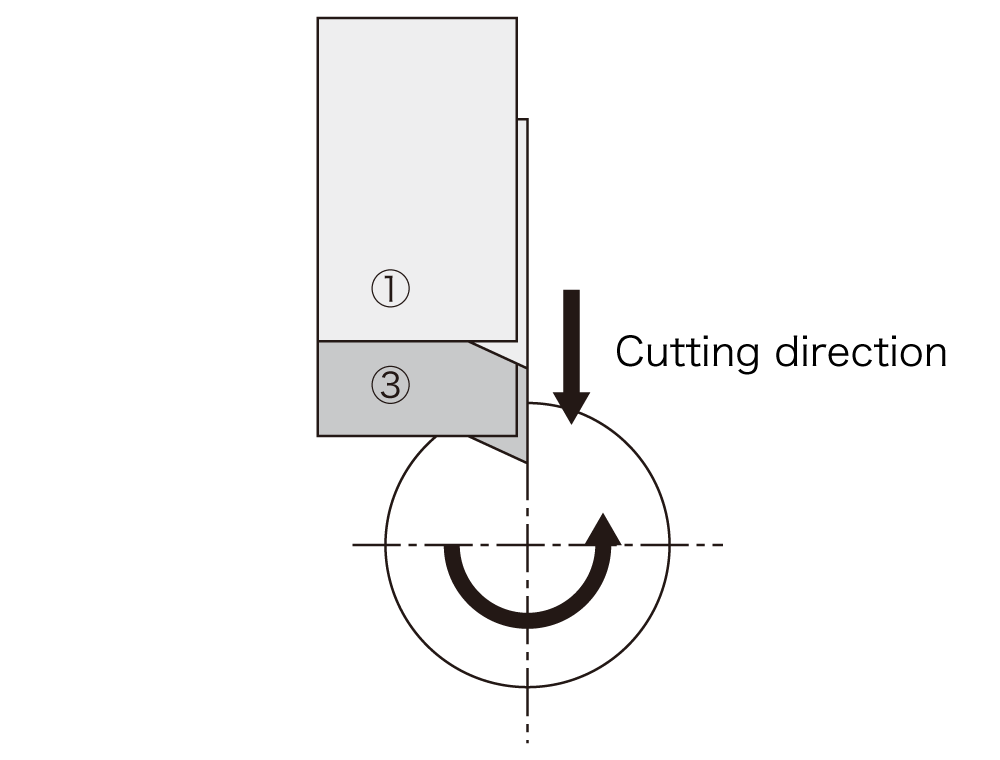
In general front turning machining a tool is selected and moved to readying position and then cutting is initiated.
The cut direction is the “X-axis“
Program sample
T300… Select tool
G0 Y11.0 T3
X0… Insert positioning
G1 Y8.0 F0.08 … Cut to 8.0 mm.315 inch
Z5.0 F0.05… Cut up to 5.0 mm.197 inch in length
Y11.0
G0 X11.0
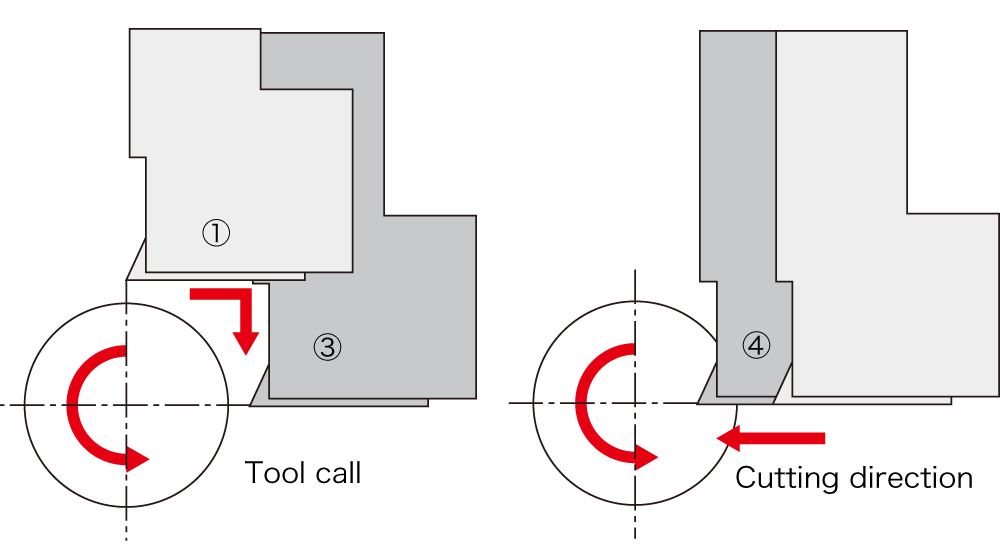
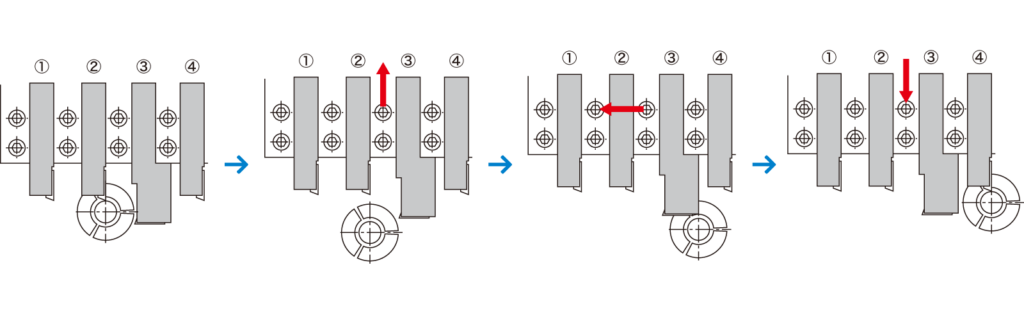
When using the Y-axis holder, the tool selection ①. Insert moved to cut position and cutting starts from this position.
The cut direction is the “Y axis“
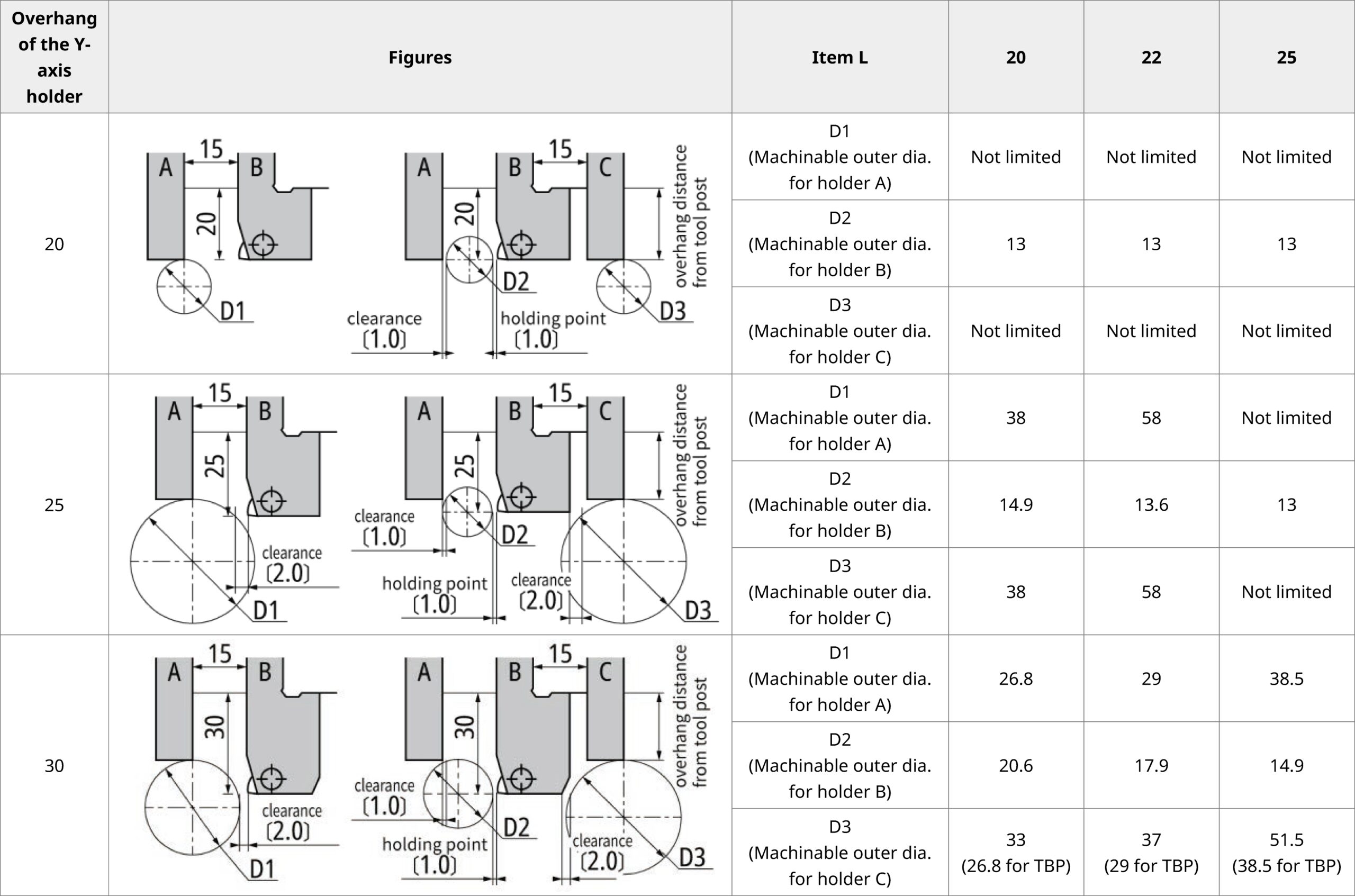
Note: Need y-offset in the program for the holder shank size.