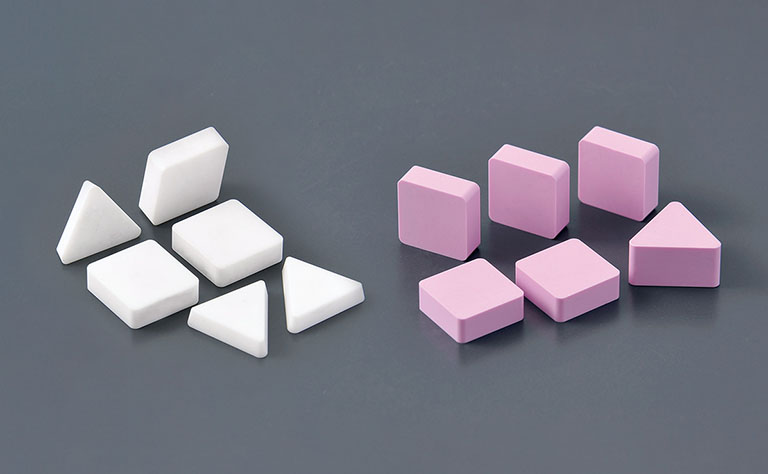
用于普通铸铁黑皮粗加工 重视耐缺损性能|塞伦系列陶瓷
用于普通铸铁黑皮粗加工 重视耐缺损性能|塞伦系列陶瓷
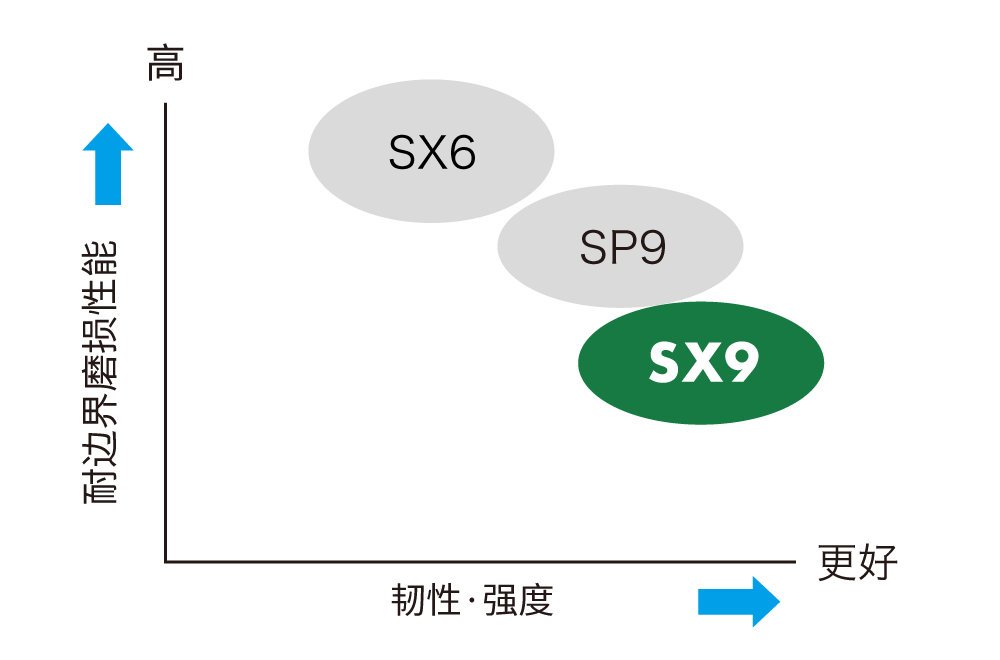
重视耐缺损性能的陶瓷材质
即使在强断续加工中也能实现安定加工
替换硬质合金刀具,可大幅提升加工效率
性能
- 在所有陶瓷材质中,具有最高强度的材质
- 独特工艺所形成的针状组织结构,使耐热性能、耐缺损性能大幅提高
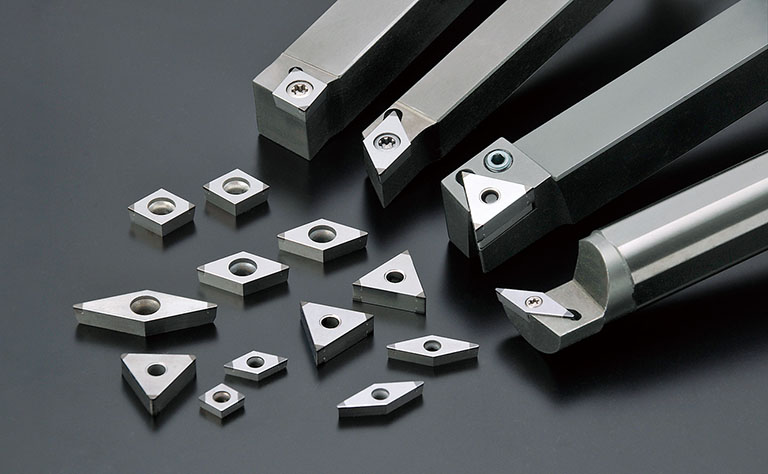
适用场合
普通铸铁 用于黑皮粗加工
车削加工 / 铣削加工 /立铣加工
材质区分特性
加工参数
横向滚动表格 →
| 材质 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 进给(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| SX9 | 普通铸铁 | 车削加工 | 黑皮粗加工,强断续加工 | 300 - 800 | 0.3 - 0.6 | -3.5 | 干式加工 |
| 铣削加工 | 350 - 700 | 0.05 - 0.1 | - |
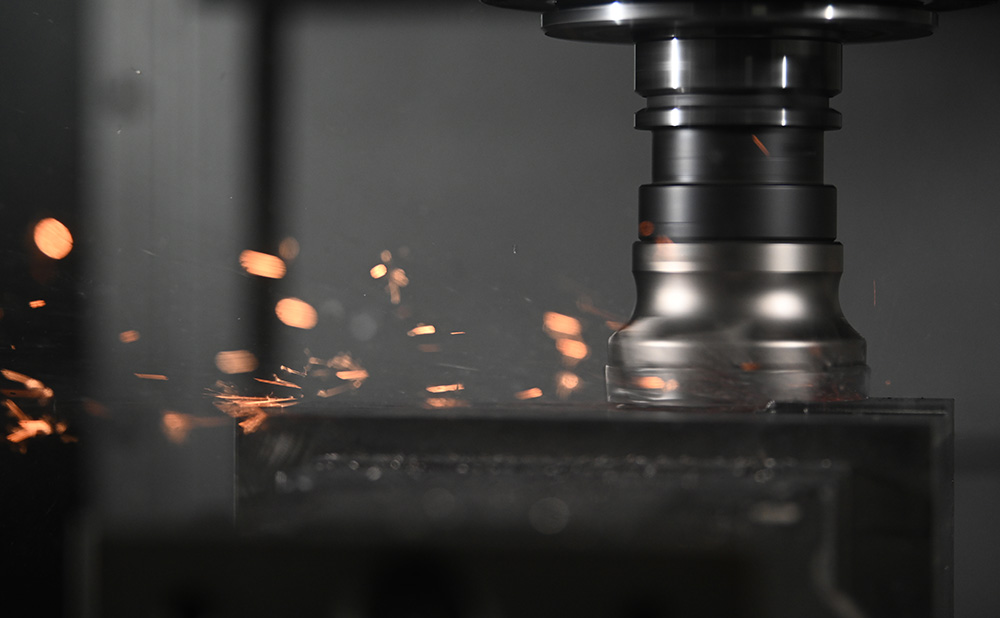
普通铸铁FC250黑皮粗加工
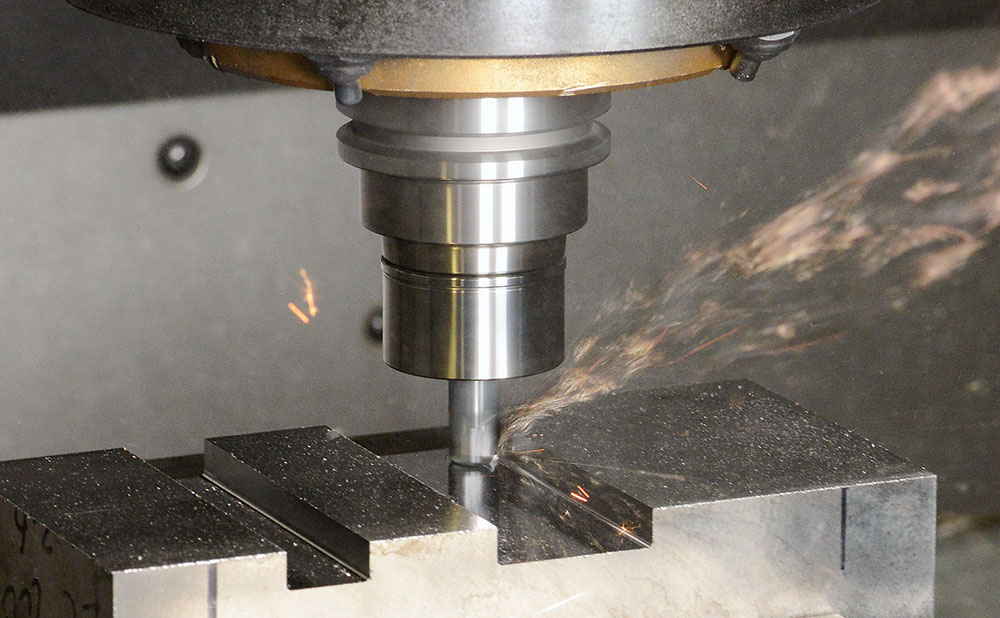
普通铸铁FC200立铣加工
加工案例
| 机械零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SX9 | 850 个/刃 |
|
| 其他公司CVD涂层硬质合金 | 300 个/刃 |
|
- SX9即使在黑皮状态的断续加工中也不易发生崩刃,实现安定的加工。
可替换CVD涂层硬质合金,大幅缩短加工工时并延长刀具寿命。
| 刹车盘 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SX9 | 360 个/刃 |
|
| 晶须陶瓷 | 264 个/刃 |
|
- SX9能达到现行晶须陶瓷的同等加工效果,实现刀具成本削减。
产品阵容
请利用产品目录,查阅产品阵容