 普通铸铁 连续精加工| 氧化铝系列陶瓷
普通铸铁 连续精加工| 氧化铝系列陶瓷
普通铸铁精加工的首推材质
凭借氧化铝粒子优秀的高温硬度和强度,得以实现安定的高速精加工
可对应Vc=~700m/min的高速加工
性能
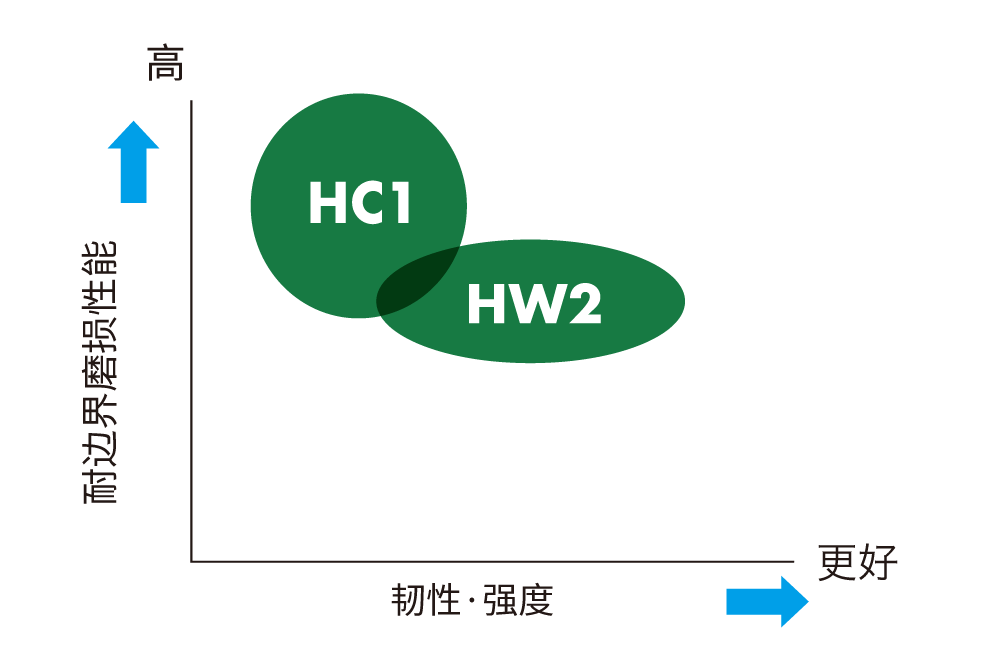
- 高速精加工专用材质
- HC1重视耐磨损性能
- HW2重视耐缺损性能
适用场合
普通铸铁
车削精加工
材质区分特性
加工参数
横向滚动表格 →
| 材质 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 进给(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| HC1 | 普通铸铁 | 车削加工 | 连续精加工 | 350 - 700 | 0.1 - 0.4 | -2.0 | 干式加工 |
| HW2 | 350 - 600 |
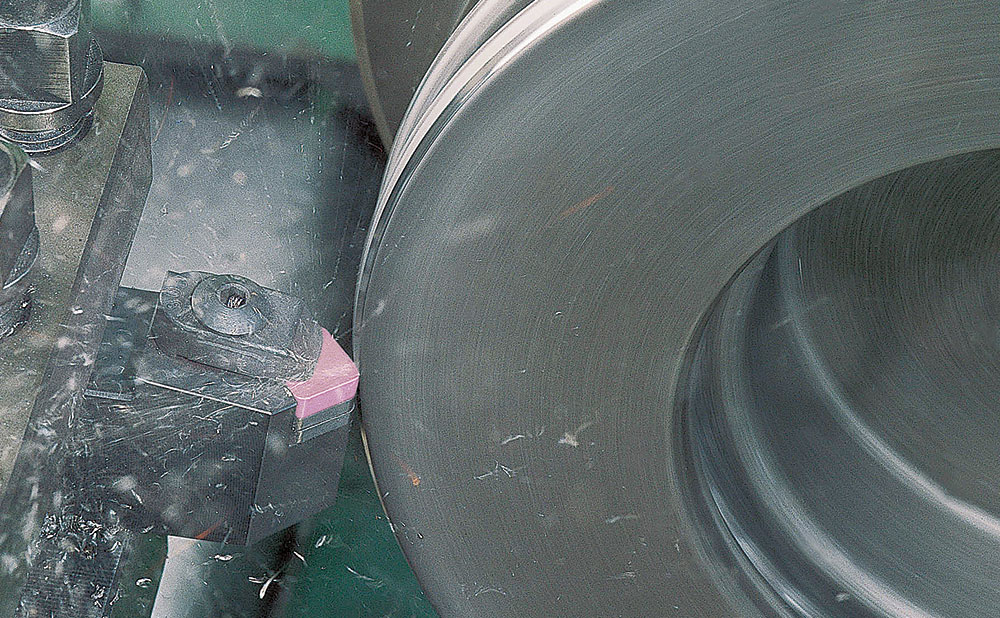
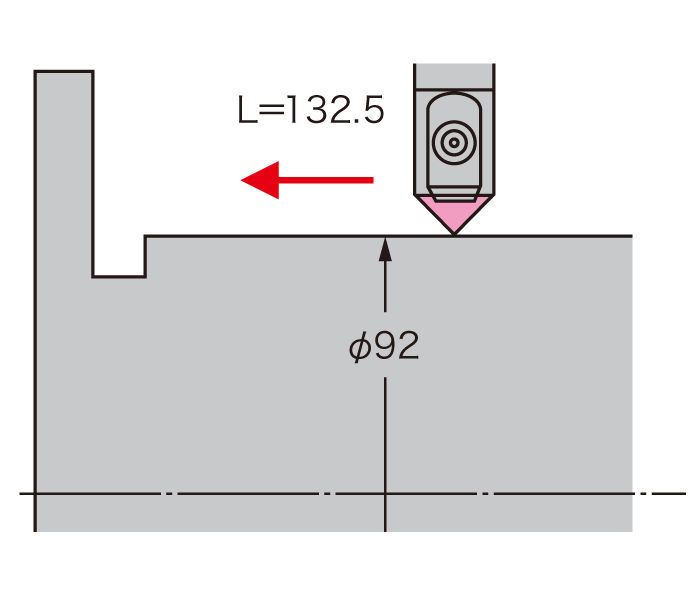
普通铸铁FC150精加工
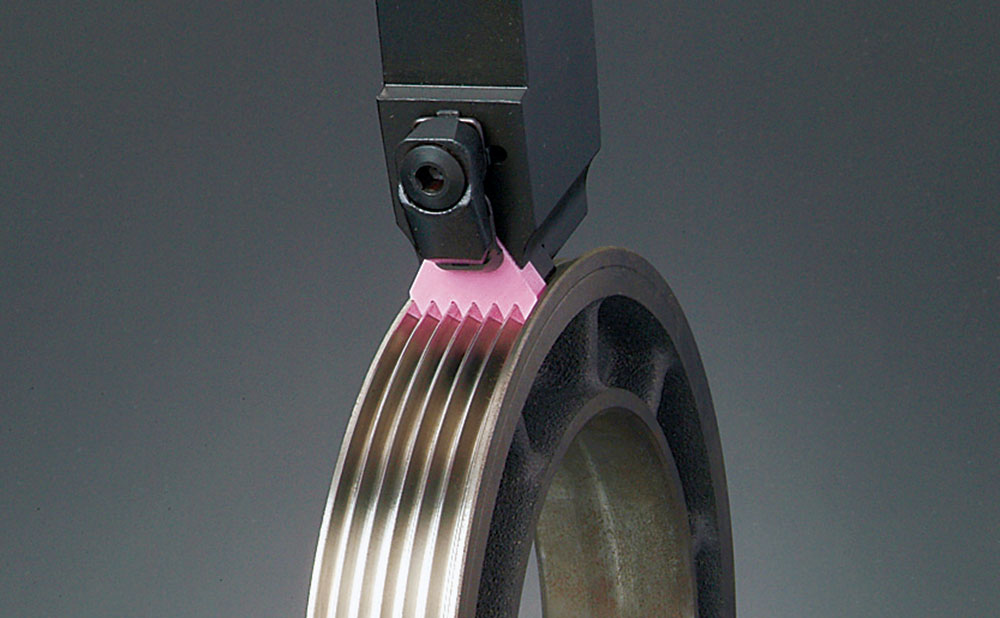
用于加工V型带轮的特殊刀片
加工案例
| 盘式制动器 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC1 | 130 个/刃 |
|
| 其他公司黑陶瓷 | 60 个/刃 |
|
- 和其他公司黑陶瓷相比,HC1实现了2倍寿命。
| 缸套 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HW2 | 70 个/刃 |
|
| 其他公司陶瓷 | 30 个/刃 |
|
- 和其他公司产品相比,HW2不但实现了2倍寿命,加工面品质也更为优异。
产品阵容
请利用产品目录,查阅产品阵容