 排屑槽外径加工用 | 针对CNC自动车床
排屑槽外径加工用 | 针对CNC自动车床
兼备切屑处理性能和刃口强度的模压排屑槽
凭借出众的刃口强度和切屑处理性能实现安定加工
具有优秀的【刃口强度】和【切屑处理性能】, 在24小时的连续生产中发挥积极作用
介绍视频
性能
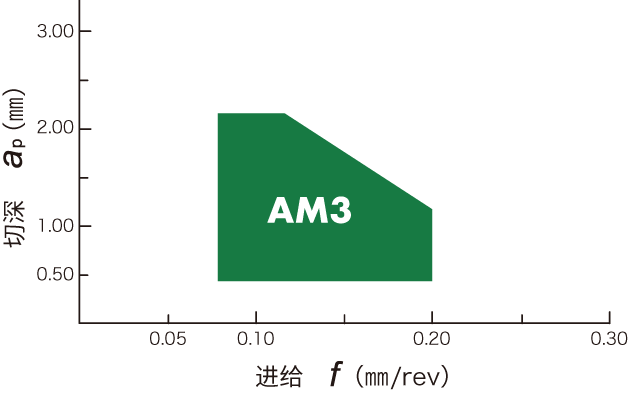
- 可对应切深 ap = 0.5 - 2.0 mm
- 刃口强度好,安定性出众
- 备有TFD型带修光刃规格,确保光洁度的同时还能缩短加工工时
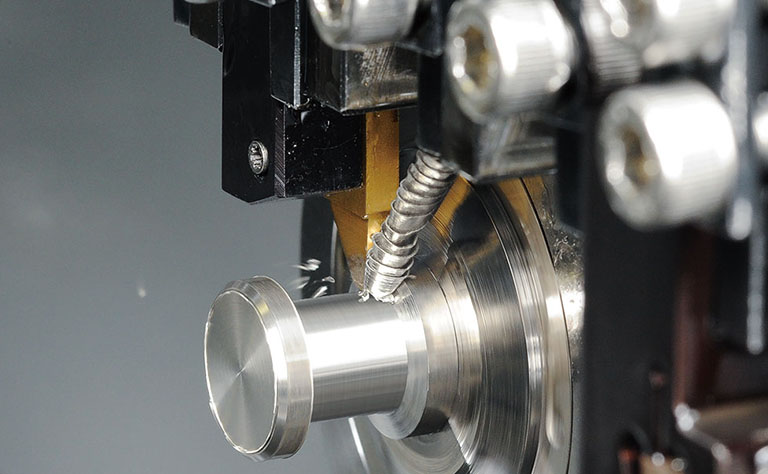
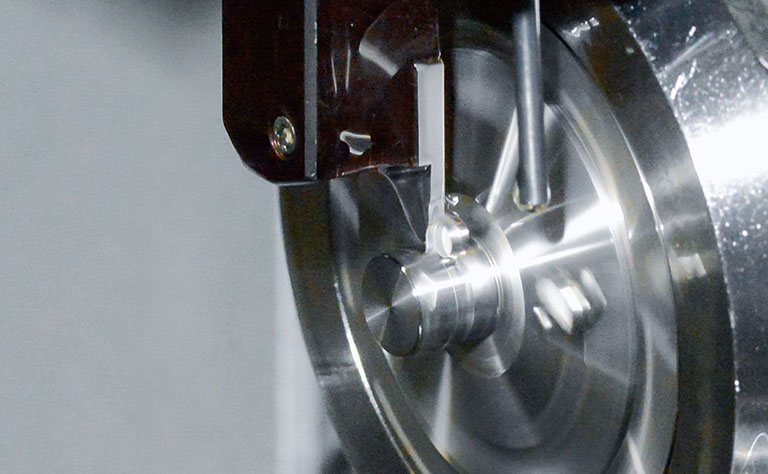
适用场合
CNC自动车床 外径加工
AM3切屑处理范围
加工参数
横向滚动表格 →
| 涂层材质 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 进给 (mm/rev) | 切深 (mm) |
|---|---|---|---|---|---|
| ST4 | 不锈钢 | 外径车削加工 连续 |
50 - 120 | 0.03 - 0.15 | 0.5 - 2.0 |
| QM3 | 合金钢 / 碳素钢 / 高硬度材料 | ||||
| DM4/DT4 | 难切削材料 / 钛合金 | 30 - 100 | |||
| TM4 | 非铁 / 铝 / 树脂 / 通用 | 50 - 120 |
刃口形状
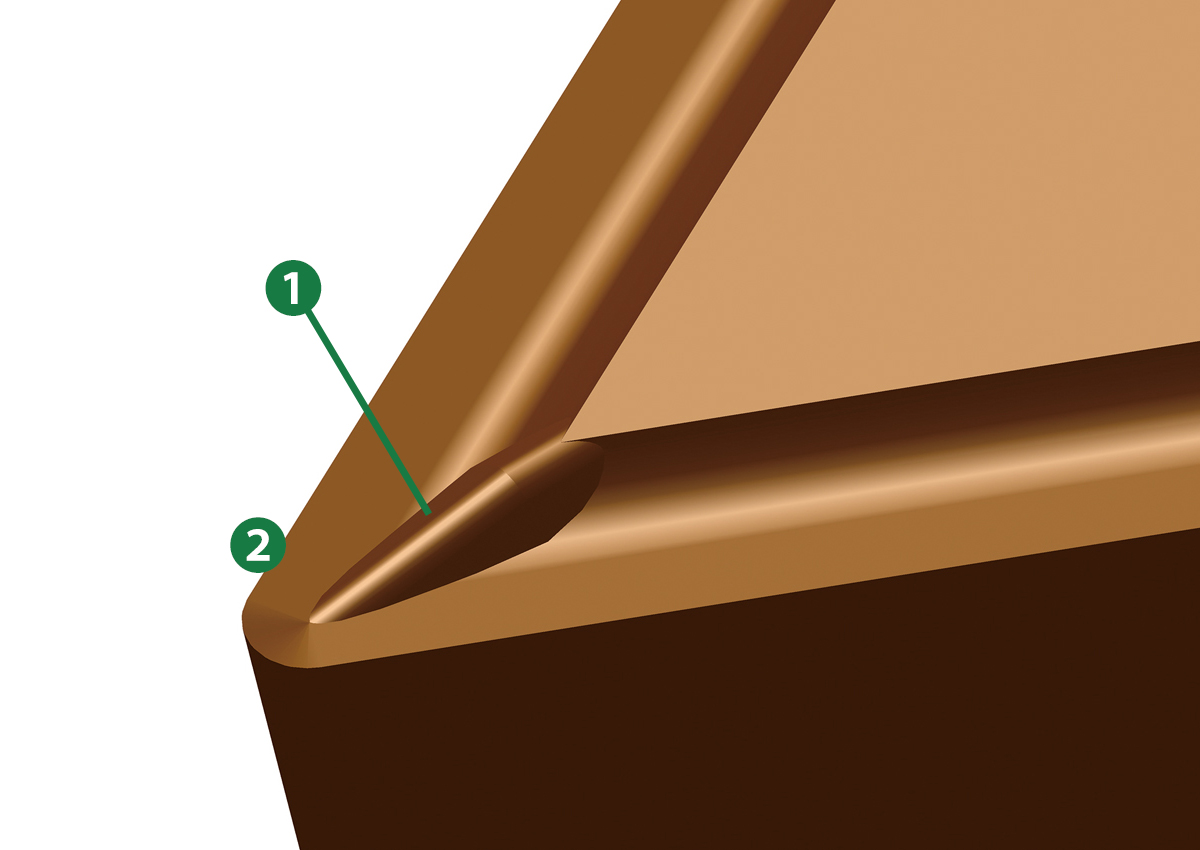
- ① 适合半精加工~精加工的广范围排屑槽形状
② 锐利刃口锋利度高
高进给加工也能保证光洁度-带修光刃刀片-TFD型
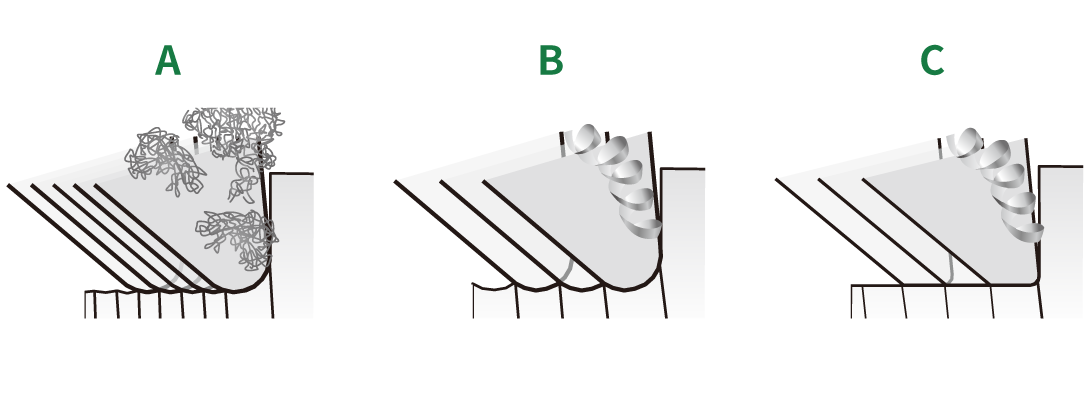
A. 以往刀具为了保证表面光洁度,不得不降低进给,牺牲切屑处理性能。
B. 反之,如果想提高进给,就只能牺牲表面光洁度。
C. 若使用TFD型,即使在高进给加工中,也能同时确保切屑处理性能和表面光洁度
*使用TFD刀片时,必须使用SDJC型刀杆(切刃角93°)
加工案例
| 前扫加工 | |
|---|---|
|
 |
|
|
|
|
|
|
 |
|
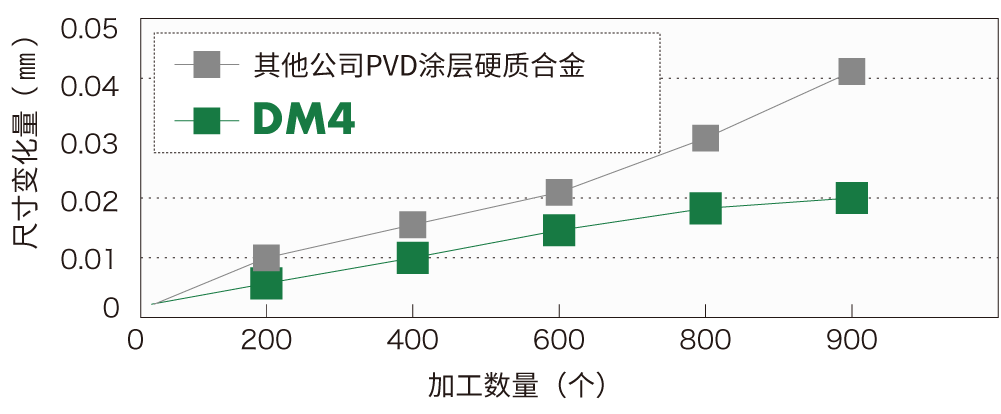
在加工900个工件后,其他公司的尺寸变化量为0.041mm。
与其相比,DM4的尺寸变化量只有一半,为0.02mm,实现了安定加工
| 前扫加工 | |
|---|---|
|
 |
|
|
|
|
|
DT4 TFD11FR05AM3 | 1,500个/刃 |
| 以往刀具 | 700个/刃 |
以往刀具加工500个工件时的粗糙度为Ry10.2μm。初期因积屑瘤产生0.1mm的尺寸变化,随后趋于安定。
DT4初期没有尺寸变化,加工至1000个工件时粗糙度为Ry2.3μm,且无需尺寸补正。
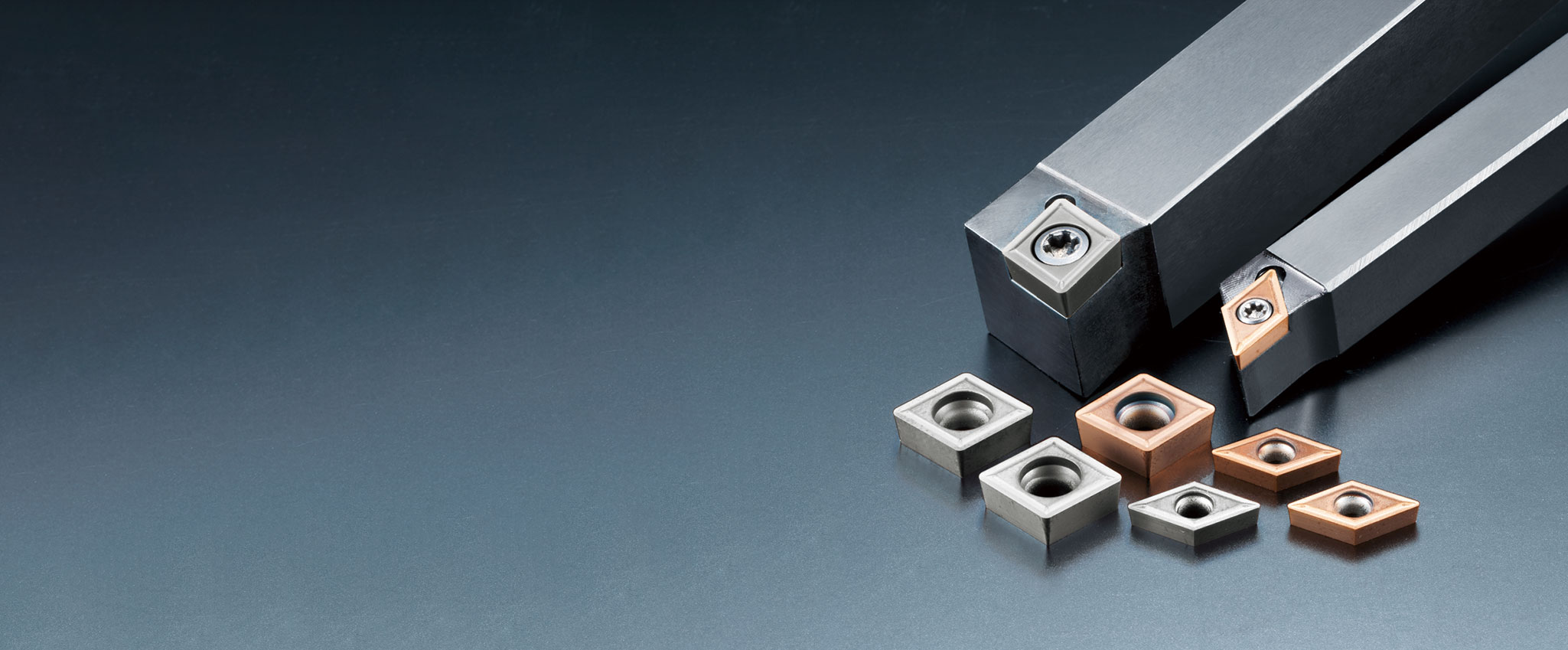
产品阵容
请利用产品目录,查阅产品阵容