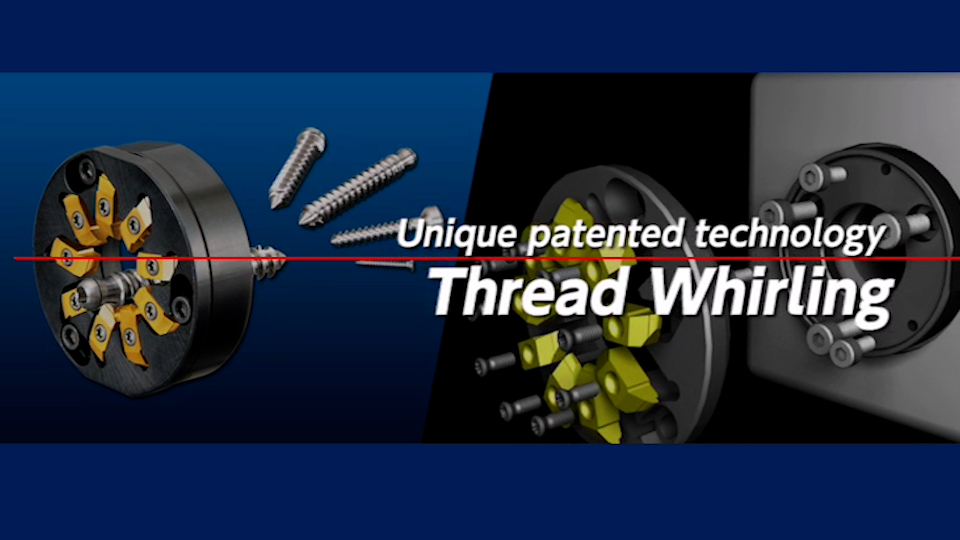
旋风铣刀用于螺纹加工| CNC自动车床
可实现一刀双螺纹的高效加工
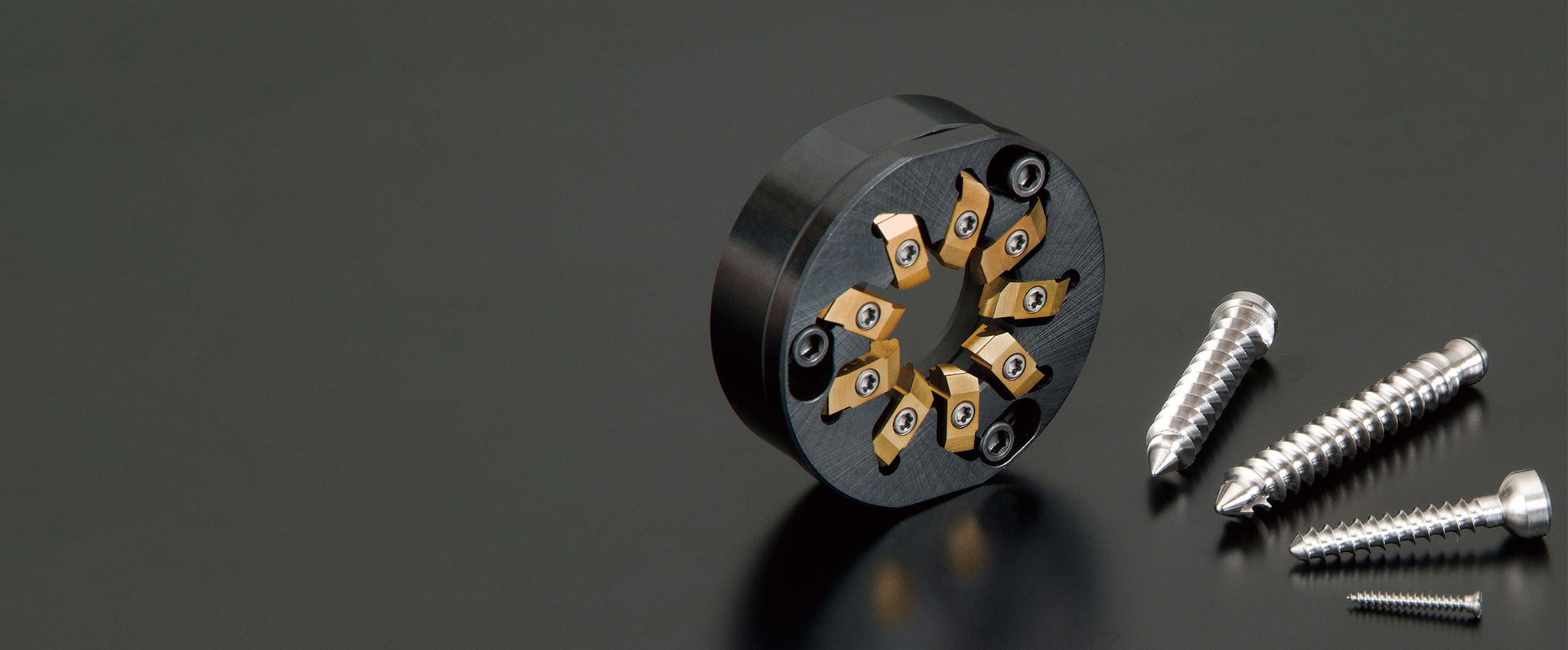
可实现植入螺钉、骨钉等医疗螺纹的高效率生产
针对逐步向双螺纹转化的医疗螺纹进行强化
一次进刀即可完成加工,实现高效率螺纹加工
介绍视频

性能
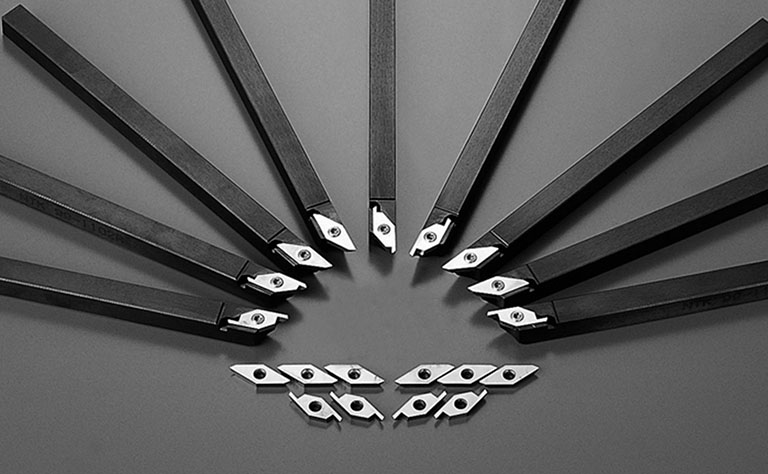
- NTK具备优秀的自主设计能力,即使是规格各异的医疗螺纹定制刀片, 也能实现无修正、无失误的刀片生产
- 锐利刃口和PVD涂层相结合,可实现优秀的精加工面和长寿命
适用场合
CNC自动车床 螺纹加工
单点加工和旋风铣刀加工
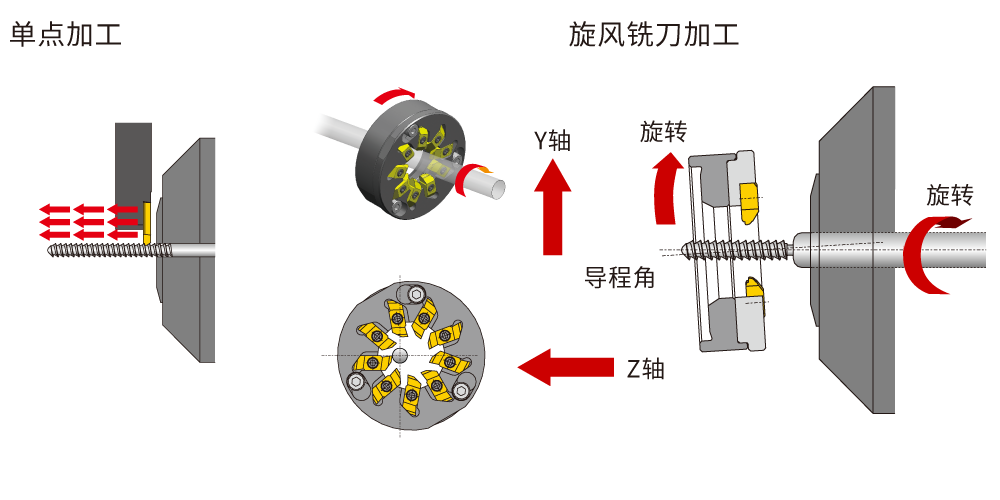
旋风铣刀加工时,按照导程角设定铣刀头的倾斜角度。
铣刀高速旋转的同时, 工件(C轴)低速旋转并根据螺距设定进给(Z轴)。
刀片含修光刃设计, 只需1Pass即可完成加工。
多重螺纹加工案例
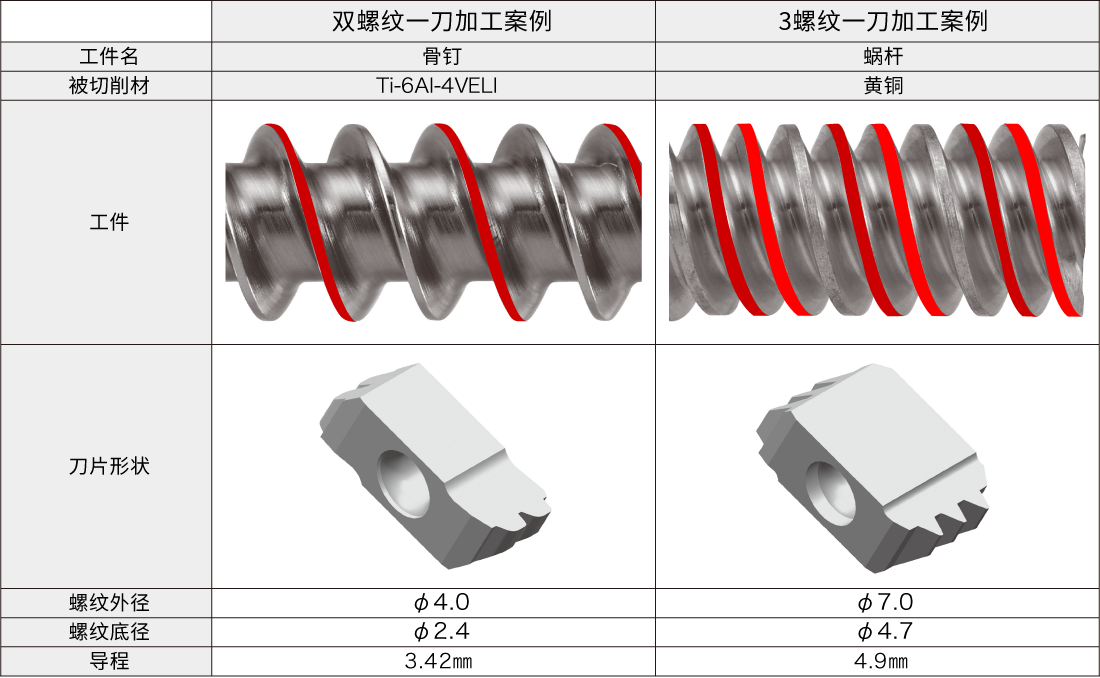
一次加工多螺纹时,将受到【机床规格】【主轴规格】【刀片规格】【工艺规格】等多方面制约。因此,请个别案件个别商谈。
可能对应的螺纹形状(大致形状)
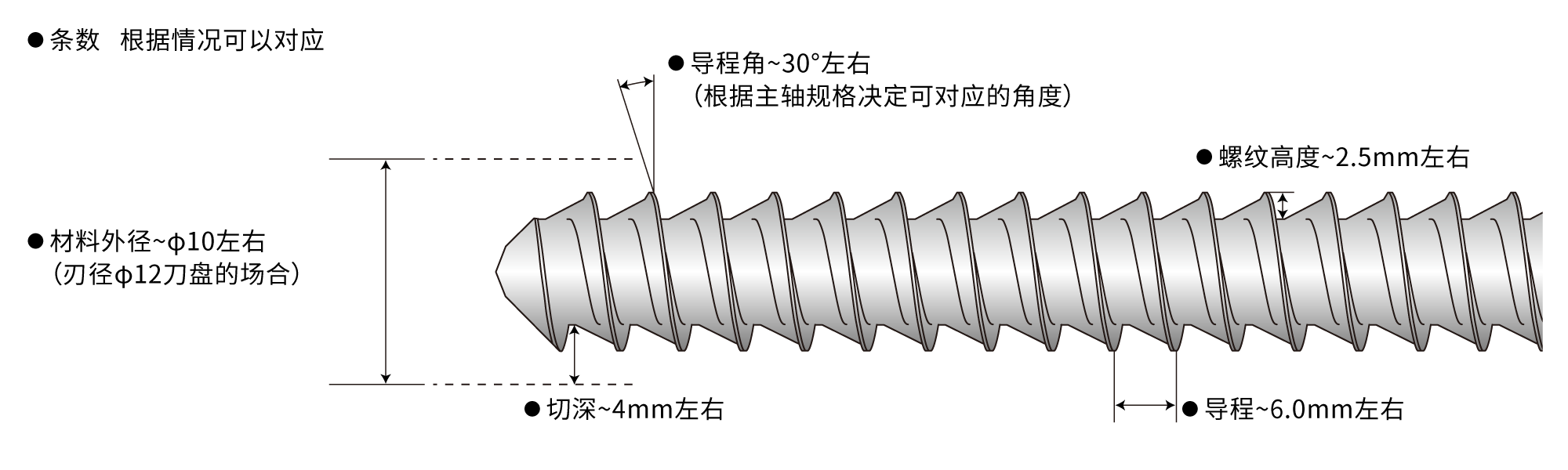
上述数值仅为参考值,根据工件形状有可能发生差异。
推荐切削参数
横向滚动表格 →
| 刀盘转速 | 工件转速 | 切削进给 |
|---|---|---|
| 1,000 - 4,000 min-1 | 10 - 30 min-1 | 和螺纹导程一致 |
对象工件
横向滚动表格 →
| 工件直径 | 被切削材料 |
|---|---|
| 刃径φ12刀盘的场合 |
纯钛、钛合金、SUS316等 |
加工案例
| 蜗杆螺纹 | ||
|---|---|---|
| 被切削材料 : | 黄铜 | |
| 材料直径 : φ7 | 螺纹外径 : φ6 | 螺纹底径 : φ4 |
| 条数 : 2 | 导程角 : 10.1° | 螺纹旋向:左 |
| 主轴转速 : | 30min -1 | |
| 刀盘转速 : | 3,200min -1 | |
| 导程 = 进给: | 2.8mm/rev | |
| NTK 旋风铣刀 9枚刃 | 25 秒 |
|
| 单点加工 | 50 秒 |
|
将单点螺纹加工方式替换为旋风铣刀螺纹加工方式后,大幅缩短了螺纹工序的加工时间,工件整体的加工工时缩短了50%。
| 销 | ||
|---|---|---|
| 被切削材料 : | Hastelloy | |
| 材料直径 : φ3 | 螺纹外径 : φ1.5 | 螺纹底径 : φ1.1 |
| 条数 : 1 | 导程角 : 4.3° | 螺纹旋向:右 |
| 主轴转速 : | 20min -1 | |
| 刀盘转速 : | 2,250min -1 | |
| 导程 = 进给: | 0.3mm/rev | |
| NTK 旋风铣刀 9枚刃 | 600件/ 刃 |
|
| 单点加工 | ||
将单点螺纹加工方式替换为旋风铣刀螺纹加工方式后,对难削材料黄铜的加工寿命得到了大幅提高
| 骨钉 | ||
|---|---|---|
| 被切削材料 : | SUS316 | |
| 材料直径 : φ8 | 螺纹外径 : φ3.45 | 螺纹底径 : φ2.67 |
| 条数 : 2 | 导程角 : 7.5° | 螺纹旋向:右 |
| 主轴转速 : | 23min -1 | |
| 刀盘转速 : | 2,000min -1 | |
| 导程 = 进给: | 1.24mm/rev | |
| NTK 旋风铣刀 9枚刃 | 2,600件/ 刃 |
|
| 其他公司旋风铣刀 6枚刃 | 1,000件/ 刃 |
|
和其他公司旋风铣刀产品相比,NTK旋风铣刀达成了2.6倍加工寿命
| 骨钉 | ||
|---|---|---|
| 被切削材料 : | SUS316 | |
| 材料直径 : φ6.35 | 螺纹外径 : φ3.23 | 螺纹底径 : φ2.2 |
| 条数 : 1 | 导程角 : 8.5° | 螺纹旋向:右 |
| 主轴转速 : | 15min -1 | |
| 刀盘转速 : | 2,250min -1 | |
| 导程 = 进给: | 1.27mm/rev | |
| NTK 旋风铣刀 9枚刃 | 1,200件/ 刃 |
|
| 其他公司旋风铣刀 12枚刃 | 1,000件/ 刃 |
|
| 其他公司旋风铣刀 3枚刃 | 400件/ 刃 |
|
和其他公司旋风铣刀产品相比,NTK旋风铣刀达成了1.2倍~3倍倍加工寿命
产品阵容
请利用产品目录,查阅产品阵容