GEN3系列钻孔加工| 涂层硬质合金刀片
能在高速·高进给条件下实现高效加工
良好的切屑处理,实现安定加工
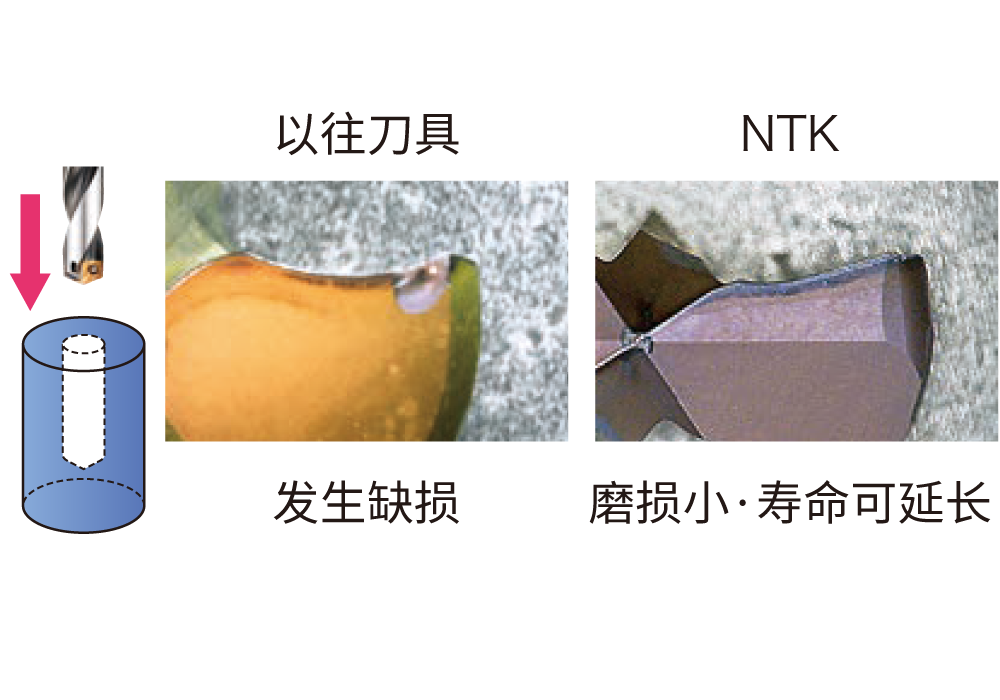
使用耐缺损性优秀的高速钢刀片,实现了安定加工
可对应加工径「φ9.5~φ114」 可对应最大加工深度「32D」的深孔加工
介绍视频
SCM440 钻孔加工
S17C 钻孔加工
Thickwall 钻孔加工
性能
- 通过高速加工实现高效率钻孔加工
- 拥有适合各种被削材的产品阵容
- 从刀柄前端喷射高压冷却液将切屑排出
- 不需要分段进给来使切屑分断
适用场合
各种被削材料 钻孔加工
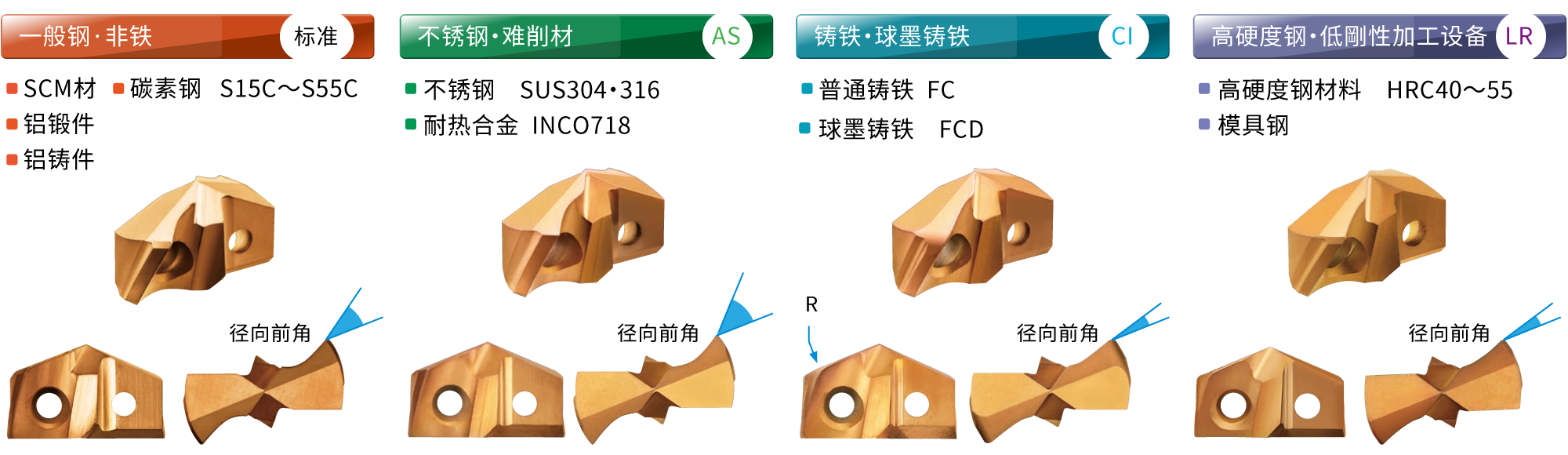
不同被切削材料各自搭配最合适的排屑槽,以实现良好的切屑处理

对应刃径和加工深度
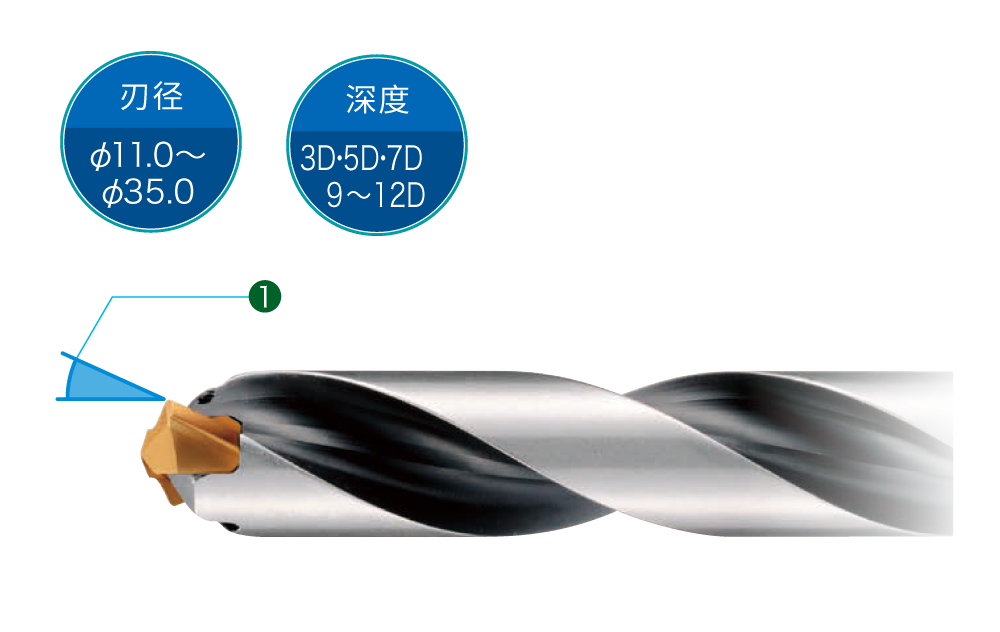
❶ 低阻力型的刀尖形状
稳定高速加工
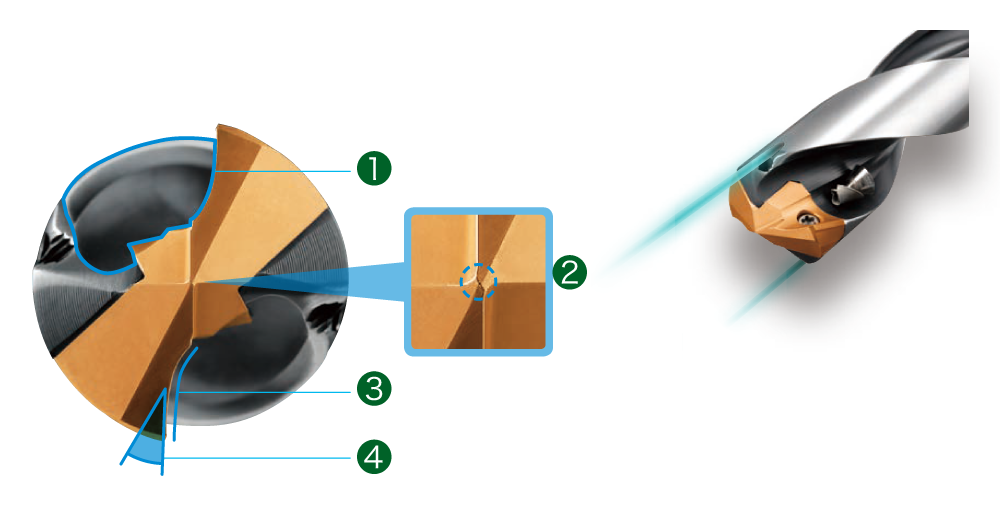
❶ 大体积容屑槽
❷ 具有优秀的定心度的X横刃修磨
❸ 低阻力型的刀尖
❹ 径向前角(半径方向前角)
对应各种加工用途的刀尖处理
横向滚动表格 →
加工案例
| 汽车刹车零件 (φ15×87mm, 6D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 153mm/min |
| 其他公司高速钢钻头 | 41mm/min |
效率是以往刀具的3.7倍,在大幅提升了效率并且不需要分段进给的情况下,加工时间仅为以往刀具的1/11
| 汽车零件 (φ27×135mm, 5D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 170mm/min |
| 其他公司刀片交换式硬质合金钻头 | 80mm/min |
与以往刀具相比,加工效率提高至2倍以上。 与以往刀具相比,寿命提高至2倍。
加工参数
产品阵容
请利用产品目录,查阅产品阵容