| ISO | Arbeitsmaterial | Kühlmittel | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
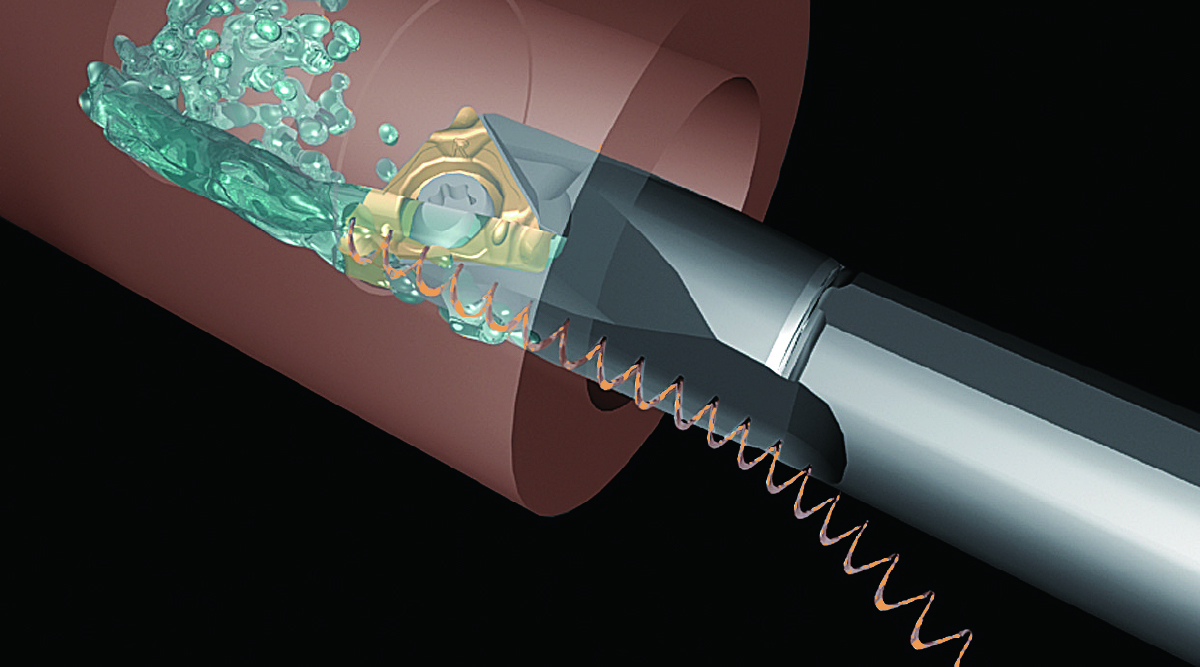
Zähes Pech Kupfer C1100 Schrupp-Schlicht-Drehen |
NASS | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.2 – 2.0 .008 – .080 |
| ISO | Arbeitsmaterial | Kühlmittel | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
|
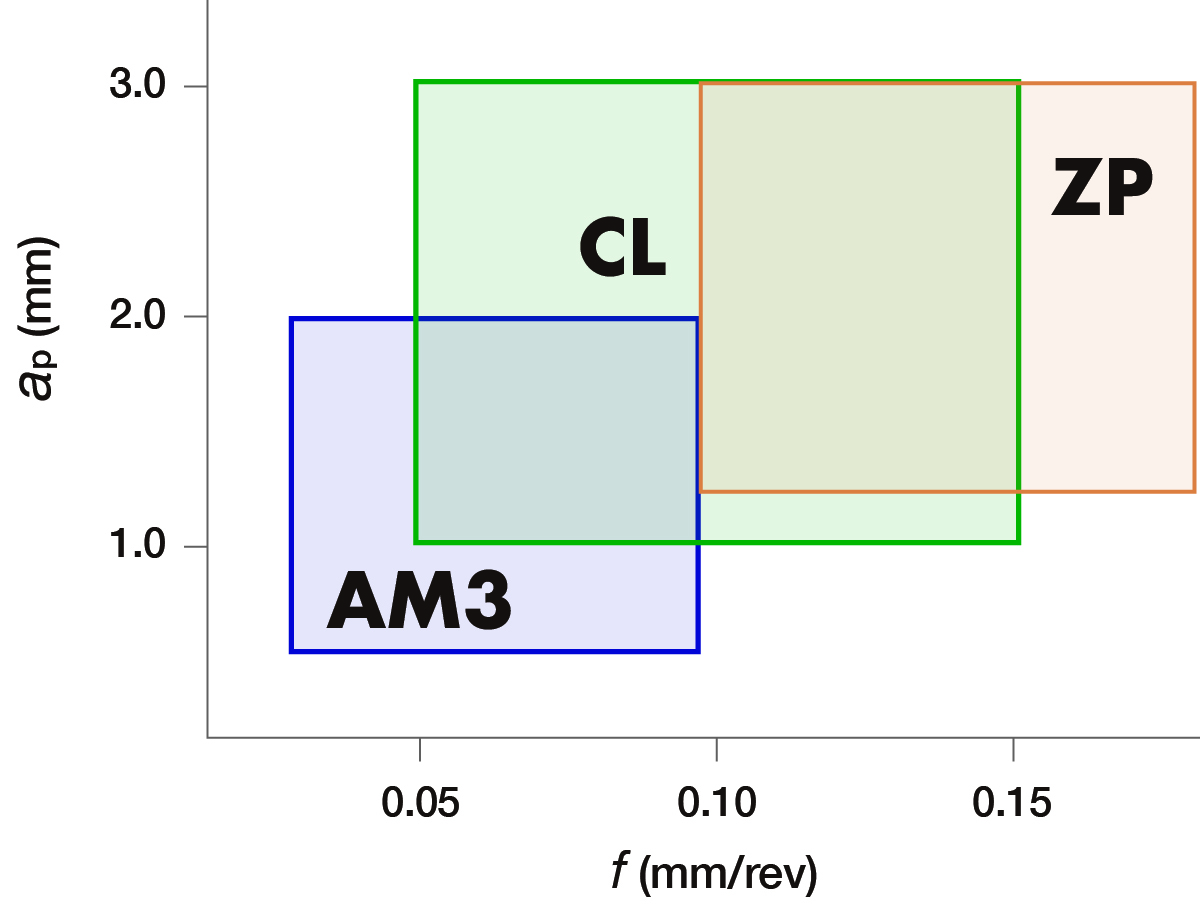
Sauerstofffreies Kupfer C1020 Schruppen und Schlichten Drehen |
NASS | UC1 | 50 – 150 160 – 500 | 0.5 – 3.0 .020 – .120 | 0.02 – 0.20 .0008 – .008 |
| TM4 |
| ISO | Arbeitsmaterial | Kühlmittel | Sorte | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
|
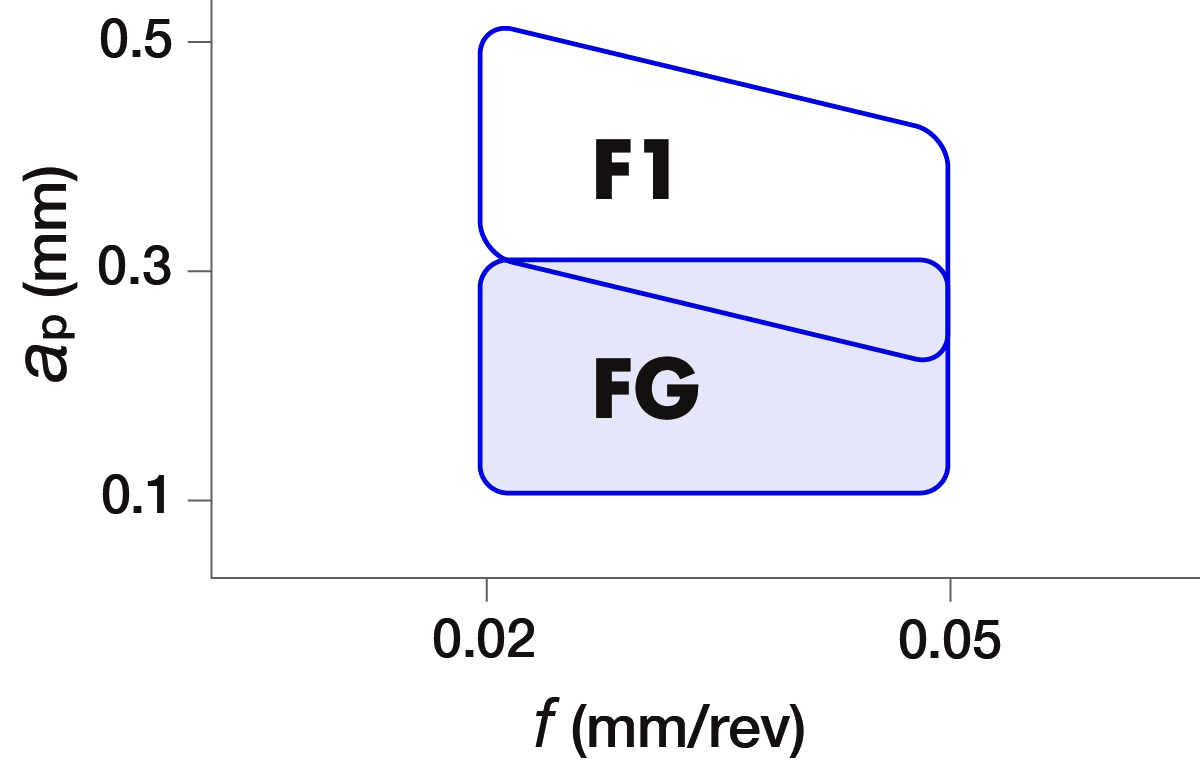
C1100 Schlichten Drehen |
NASS | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.1 – 0.5 .004 – .020 |
| TM4 | ||||||
| C1020 Schlichten Drehen |
NASS | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.1 – 0.5 .004 – .020 | |
| TM4 |