
Y-Achsen-Halter SerieWerkzeugauswahl für Plandrehen, Hinterbunddrehen, Einstechen, Multifunktions Stechwerkzeuge (auch für NE-Anwendungen ) | Für Präzisions CNC-Drehmaschinen (vertikaler Revolver )
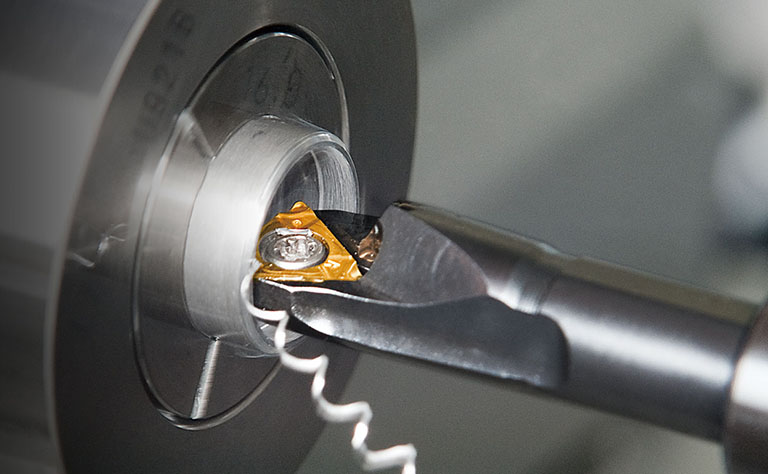
Verwendet die Schwerkraft, um die Späne nach unten weg vom Werkstück zu lenken
Beseitigt Probleme mit der Spankontrolle
Ersetzen Sie Ihren traditionellen Halter durch einen Halter der Y-Achsen-Serie in der vertikalen Werkzeugstation
und sehen Sie den Unterschied in der Spankontrolle. Keine verhedderten Späne mehr
Produktvideo
Eigenschaften
- Beseitigt die Sorge, dass sich Späne verheddern
- Späne fallen automatisch vom Teil weg
- Verwenden Sie Y-Achsen Werkzeughalter mit Innenkühlung und verbessern Sie damit die Standzeit und Maßhaltigkeit
Werkzeuganwendung
Plandrehen / Hinterdrehen / Stechen

Programmieranleitung
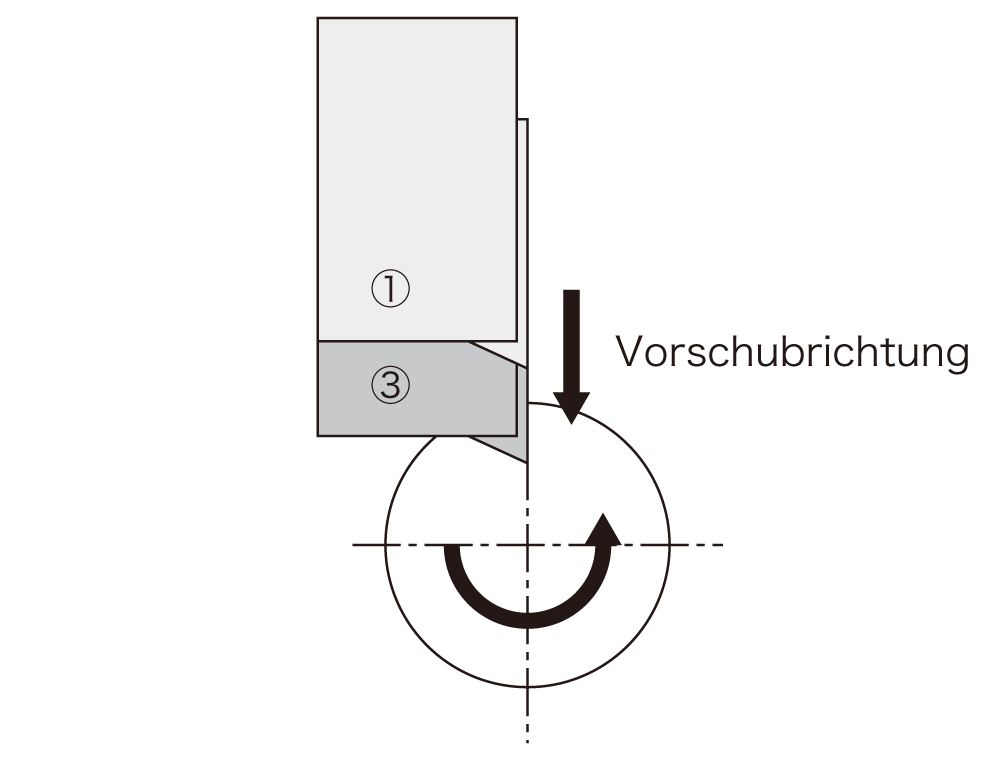
Konventionelles Werkzeugholder
-
- Programmbeispiel
- ① T300... Werkzeug auswählen
② G0 X11.0 Z0 T3... Positionierung einfügen
③ G1 X8.0 F0.08... Einstechen auf 8.0 mm
④ Z5.0 F0.05... Drehen bis 5.0 mm Länge
⑤ X11.
⑥ G0 X11.0
Bei der Plandrehbearbeitung wird im allgemeinen ein Werkzeug vorusgewählt und in die Bereitschaftsposition bewegt erst dann wird der Bearbeitungsvorgang gestartet. Die Schnittrichtung ist die "X-Achse"
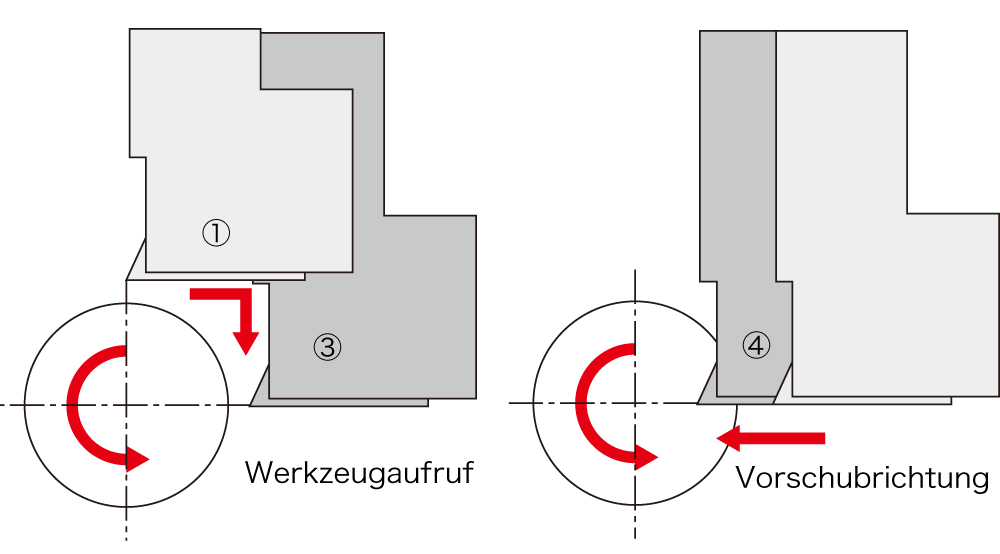
Bearbeitung mit Y-Achsen-Werkzeughalter
-
- Programmbeispiel
- ① T300... Werkzeug auswählen
② G0 Y11.0 T3
③ X0... X0... Positionierung einfügen
④ G1 Y8.0 F0.08... Einstechen auf 8.0 mm
⑤ Z5.0 F0.05... Drehen bis 5.0 mm Länge
⑥ Y11.0
⑦ G0 X11.0
Bei Verwendung des Y-Achsen-Halters ist die Werkzeugauswahl
①. Die Schneidplatte wurde in die Schnittposition bewegt und der Schnitt beginnt von dieser Position aus.
Die Schnittrichtung ist die "Y-Achse" Hinweis: Y-Offset im Programm für die Halterschaftgröße erforderlich.
Richtlinien zur Positionierung des Y-Achsen-Werkzeughalters
Verwenden Sie maximal 2 Y-Achsen Werkzueghalter in einer vertikalen Gruppe und installieren Sie diese nicht nebeneinander, um Kollisionsproblem zu vermeiden
Das Werkstück und der Y-Achsen-Halter können sich gegenseitig stören
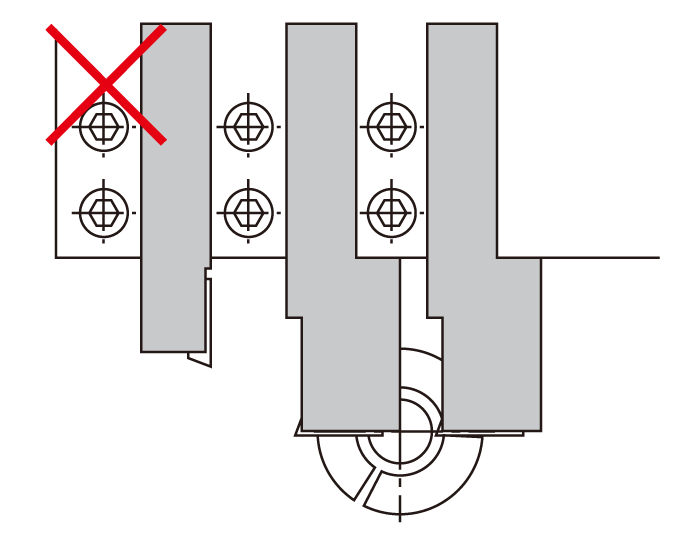
Eine typische Positionierung besteht darin, sie in einer Werkzeuggruppe einzuschließen
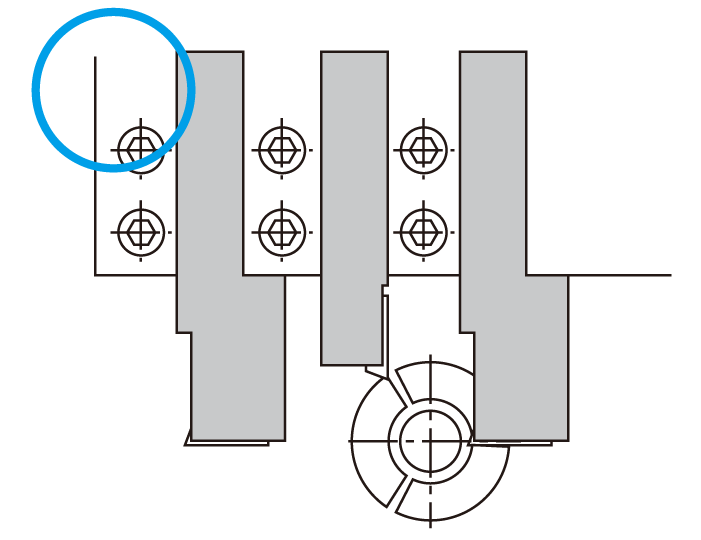
- Beim Bewegen von Werkzeug Nr. ② nach ④ der Rückzugsposition, basierend auf dem Betrag des Y-Achsen-Halterüberhangs programmieren.
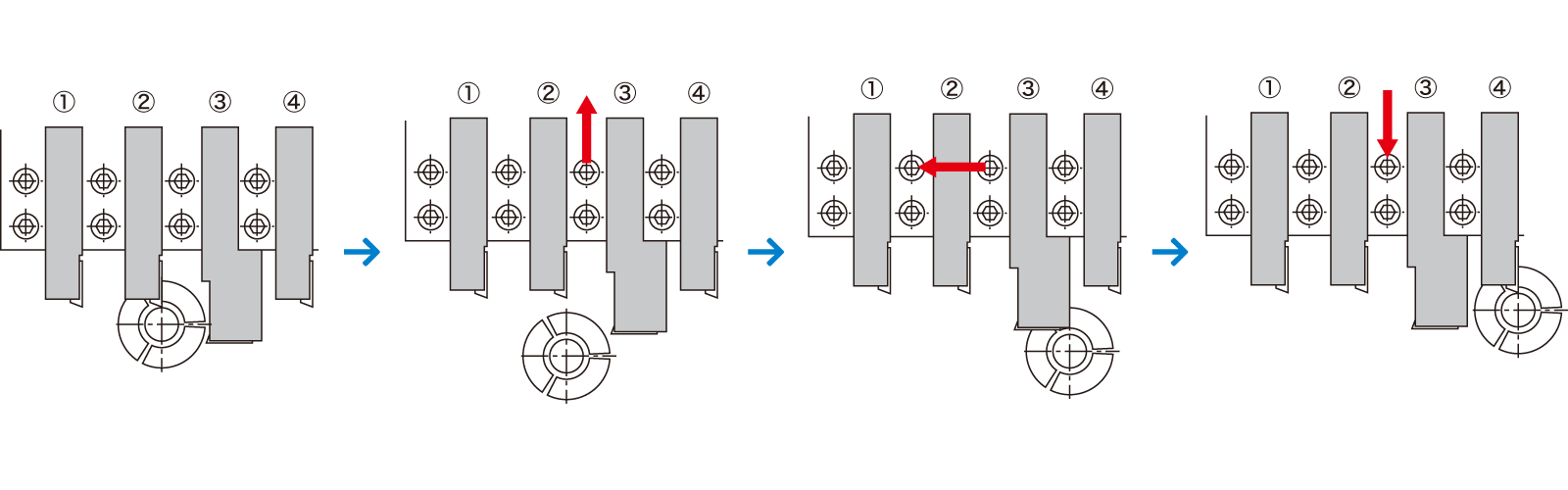
Um Spiel zu gewährleisten, damit Y-Achsen-Halter in Werkzeugposition ③ nicht ins Werkstück stößt.
Werkstückdurchmesser und Y-Achsen-Werzeugträger
In der Tabelle blättern →
Werkzeug Übersicht
Übersicht der Produkte
Andere empfohlene Produkte
-
GTPAMultifunktionswerkzeug zur Bearbeitung von NE-Material| Präzisions CNC-Drehmaschinen
Hervorragendes Werkzeug für die Bearbeitung von Aluminium-Ventilspulenteilen
-
Mogul BarFür Innenausdreh-Bearbeitungen| Präzisions CNC-Drehmaschinen
Löst Probleme, die beim Innenausdrehen auftreten können
-

SHAPER DUOZum Stoßen von Innengeometrien| Präzisions CNC-Drehmaschinen
Hochproduktive Innensechskanprofil-Bearbeitung
-

HM-FräserSchaftfräsen und Stirnfräsen| Präzisions CNC-Drehmaschinen
Durch die von NTK speziell entwickelte Geometrie werden hervorragende Ergebnisse für Schärfe und Effektivität erzielt
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab