 SeriesFräser zur Bearbeitung von Aluminiumteilen| PKD-Schneidplatte
SeriesFräser zur Bearbeitung von Aluminiumteilen| PKD-Schneidplatte
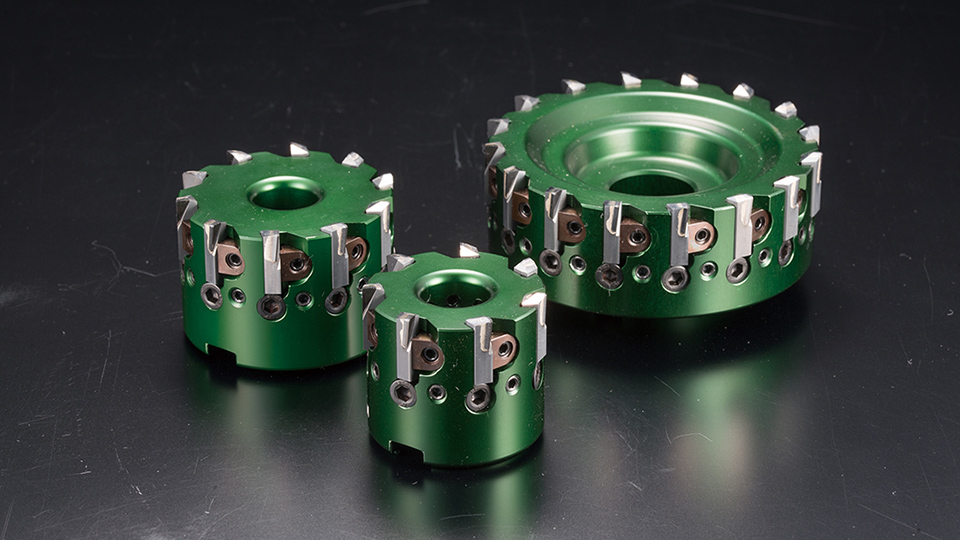
Maximale PKD Wendeschneidplattenanzahl für erhöhte Produktivität
Fräser mit 125 Durchmesser hat 22 PKD Wendeschneidplatten für eine hervorragende Bearbeitungsleistung
Verfügbare φ von 40mm bis 315mm Durchmesser
Erzielt eine 1,5-mal höhere Produktivität als die Konkurrenz
Produktvideo
Eigenschaften
- Mit mehr Wendeschneidplatten wird eine hocheffiziente Bearbeitung erreicht
- Leichter Aluminium-Schneidkörper zur Anpassung an ATC-Gewichtsbeschränkungen
*ATC = automatic tool changer on CNC
Werkzeuganwendung
Aluminium fräsen

Schnittbedingungen
In der Tabelle blättern →
| ●1. Empfehlung 〇2. Empfehlung |
||||||
| Beschichtete Sorte | Material | Schnittgeschwindigkeit(m/min) | Vorschub(mm/rev) | Schnitttiefe(mm) | TROCKEN | NASS |
|---|---|---|---|---|---|---|
| PD1 | Aluminiumlegierung (SI≦13) | 900 - 3000 - 5000 | 0.05 - 0.12 - 0.20 | ~ 6.35 | 〇 | ● |
| PD1 | Aluminiumlegierung (Si≧13) | 300 - 600 - 900 | 0.05 - 0.12 - 0.20 | ~ 6.35 | 〇 | ● |
Fräsergewicht und Wendeschneidplattenvergleich
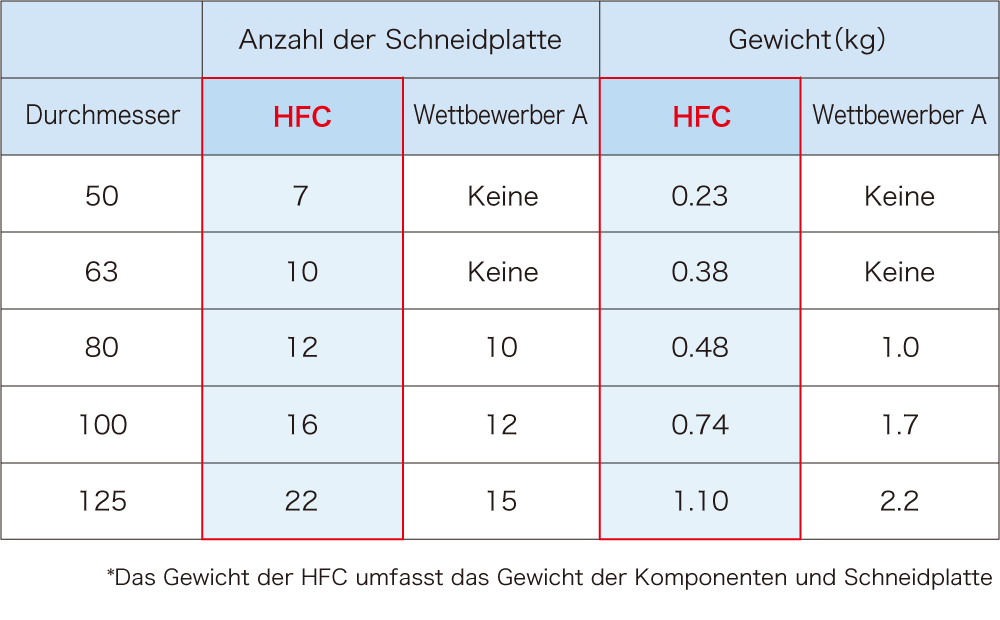
Das Gewicht des HFC-Fräskörpers ist halb so groß gegnüber den Wettbewerbern auf dem Markt
Ein 125-mm-Fräser + BT30-Aufnahme* wiegt 2 kg oder weniger.
Bei diesem Gewicht kann der 125-mm-Schneider sogar auf einer kompakten Maschine verwendet werden!
* Verwendung eines BT30-FMNA25.4-40 (0,7 kg)
Sicherheitsklemmmechanismus
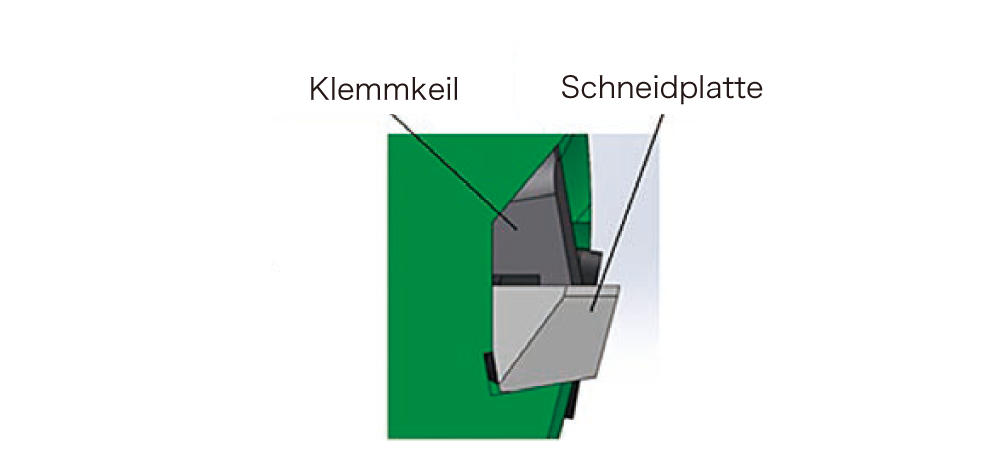
Das einzigartige Design des Plattensitzes verwendet eine Keilform und Zentrifugalkräfte um ein Herausrutschen der Wendeschneidplatte zu verhindern.
Einsatz kann bis zu 4 mal nachgeschliffen werden
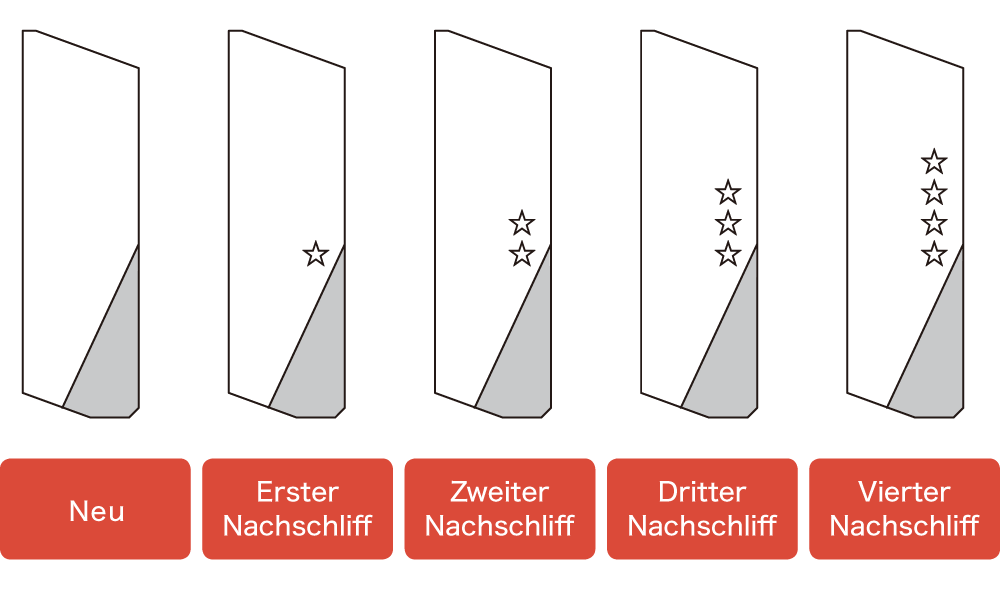
- Jedes Nachschleifen des PKD Einsatzes verringert die Breite und Höhe der Wendeschneidplatte um 0,1 mm (0,004 Zoll) gegenüber ihrer vorherigen Abmessung.
- Ein Stern wird hinzugefügt, um die Anzahl der Nachschleifvorgänge anzuzeigen.
- Die PKD Eisätze können maximal 4mal nachgeschliffen werden. (die gesamte Dimensionsänderung beträgt 0,4 mm vom neuen Produkt)
* Die Anzahl der Nachschliffe pro Wendeschneidplatte kann je nach Verschleiss und Ausbruch an den Schneiden variieren.
Einstellung und Handhabung des HFC-Fräskörpers
Vorgehensweise
1. Lösen Sie die axiale Einstellschraube
2. PKD Einsätze einbauen (leicht handfest anziehen)
3. Reinigen Sie die PKD Einsätze
4. Höhe der PKD Einsätze anpassen (Ersteinrichtung)
5. Keilstellschraube anziehen (fest anziehen)
6. Endgültige Höheneinstellung der Wendeplatte
Einstell und Auswucht Service für NTK Aluminum-Messerköpfe
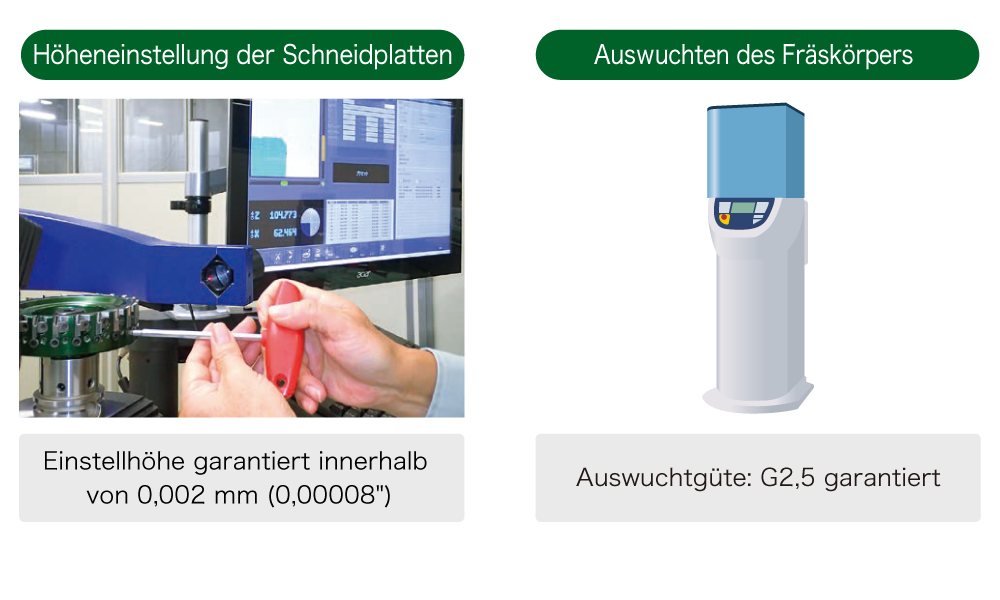
- Voreinstellung - und Auswuchtservice für neue und nachgeschliffene Wendeschneidplatten.
- Wir ermöglichen unseren Kunden eine sichere und zuverlässige Bearbeitung.
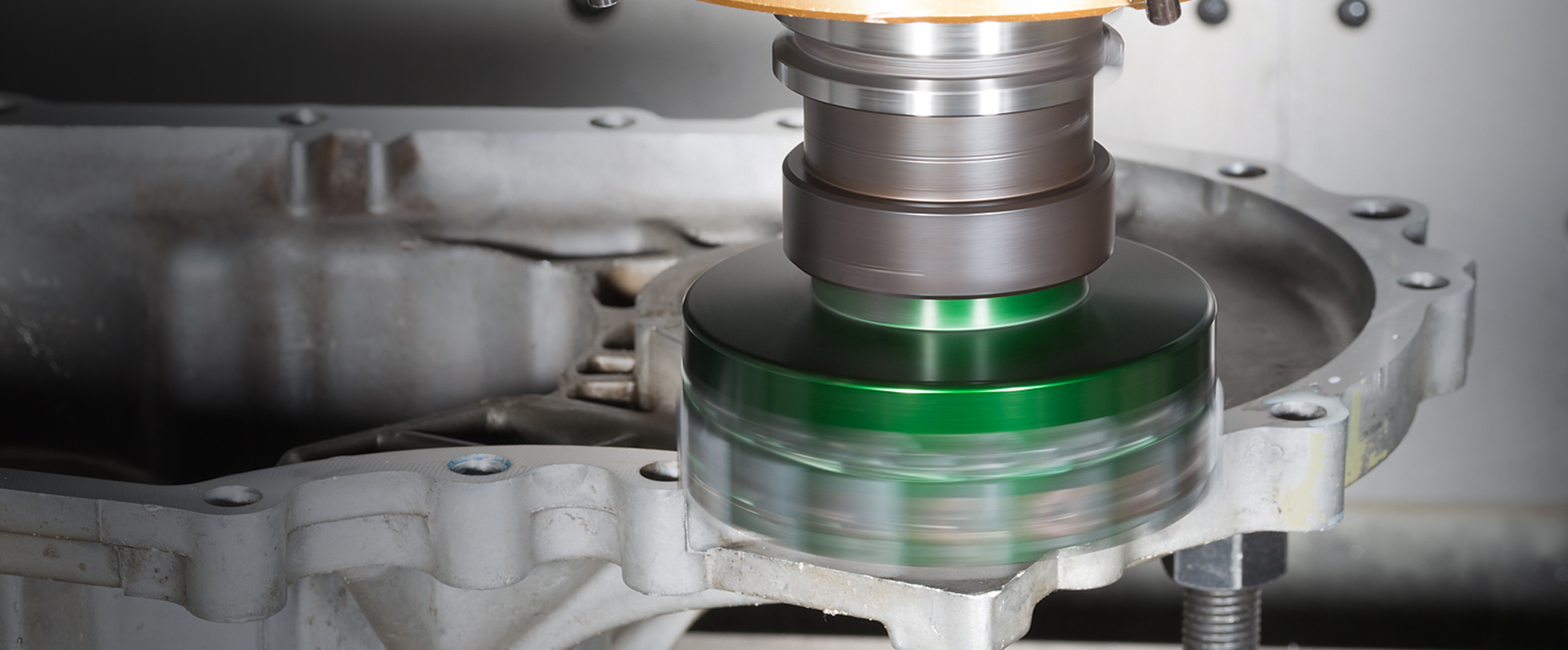
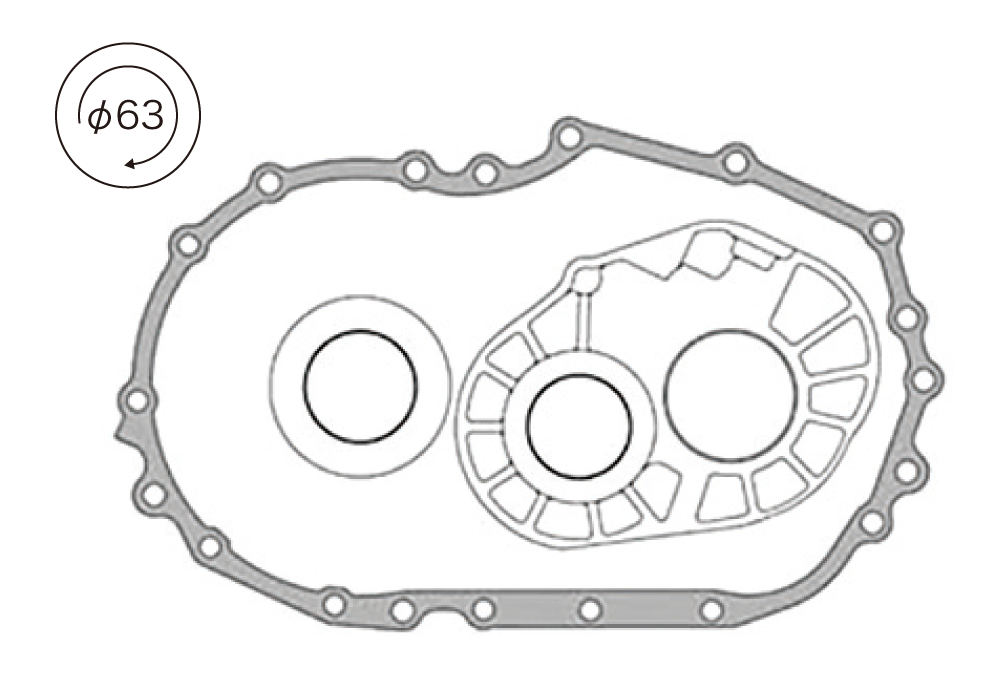
Anwendungsbeispiel
| Getriebegehäuse (φ63, 10 PKD Fräsplatten, Nass) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HFC | 10,000 mm/min |
| PKD Messerkopf des Wettbewerbers | 7,920 mm/min |
Der HFC-Messerkopf erzielte eine 1,3-mal höhere Produktivität als der PKD-Schneider des Mitbewerbers.
Werkzeug Übersicht
Übersicht der Produkte
Andere empfohlene Produkte
-
PD1/PD2Für die Bearbeitung von NE-Werkstoffen | PKD-Sorten für Präzisions CNC-Drehmaschinen
Hochgeschwindigkeitsbearbeitung mit hoher Effizienz
-

Keramik und CBN für die Bearbeitung von Walzen der Stahlindustrie Werkzeuge zum Walzendrehen | Keramik- und CBN-Wendeschneidplatten
Hochgeschwindigkeitsleistung, längere Standzeit und bessere Oberflächengüte der Teile im Vergleich zu Hartmetallwerkzeugen
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch