La preparación del filo es un parámetro crítico en el rendimiento de las plaquitas cerámicas, que influye directamente en la vida útil de la herramienta, la estabilidad de corte y los modos de fallo. A diferencia del metal duro, los materiales cerámicos son intrínsecamente más duros pero más quebradizos, por lo que la geometría del filo de corte es esencial para equilibrar el filo y la tenacidad.
El filo de corte se prepara normalmente utilizando una de las siguientes geometrías:
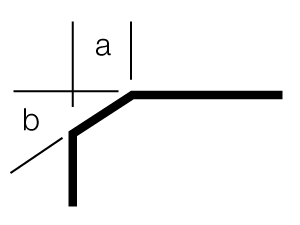
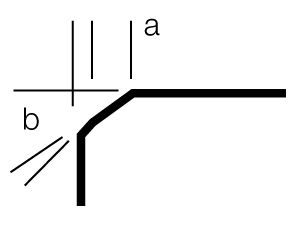
- Chaflán (tipo T)
Ángulo y anchura definidos aplicados al filo de corte. Combina la resistencia del filo con el afilado, por lo que es adecuado tanto para corte continuo como interrumpido.
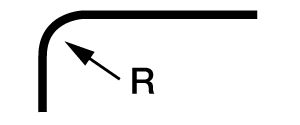
- Bruñido (tipo E / bruñido de radio)
Una preparación redondeada del filo que mejora la tenacidad eliminando los bordes afilados. Proporciona una mayor resistencia al microdesbaste, pero aumenta las fuerzas de corte.
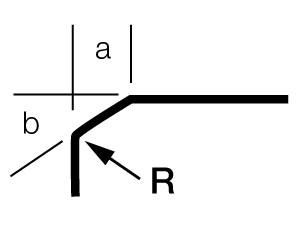
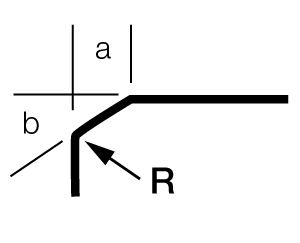
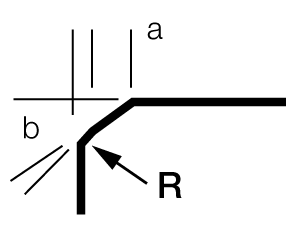
- Preparación combinada del filo(tipo S/Z/P / Chaflán + Bruñido)
Una combinación de chaflán y bruñido, diseñada para optimizar tanto la resistencia al desgaste como la resistencia del filo en función de la aplicación.
Los parámetros clave que definen la preparación de los bordes son
- Anchura (a): Tamaño del terreno del chaflán
- Ángulo (b): Ángulo del chaflán
- Radio de bruñido (R): radio aplicado al filo de corte
Impacto funcional
La preparación de los cantos afecta directamente al comportamiento del mecanizado:
- Cantos afilados (preparación pequeña o mínima)
Reducen las fuerzas de corte y mejoran la eficacia del corte, pero aumentan el riesgo de astillado y fallo del filo.
- Cantos más fuertes (chaflán más grande o bruñido)
Mejoran la resistencia al desgaste y al astillado, especialmente en cortes pesados o interrumpidos, pero generan mayores fuerzas de corte y posibles vibraciones.
Consideraciones sobre la aplicación
La selección de la preparación de los bordes depende de
- Material de la pieza (grupo ISO)
- Tipo de operación (torneado, fresado, desbaste, acabado)
- Mejora del objetivo (resistencia al desgaste frente a resistencia al astillado)
En general:
- Las aplicaciones en las que predomina el desgaste se benefician de cantos más afilados o ligeramente preparados
- Las condiciones propensas al astillado requieren preparaciones de cantos más fuertes con chaflanes más grandes o bruñidos
Una selección adecuada garantiza un mecanizado estable, una vida útil optimizada de la herramienta y un rendimiento constante en condiciones exigentes.