形状 |
符号 |
尺寸 |
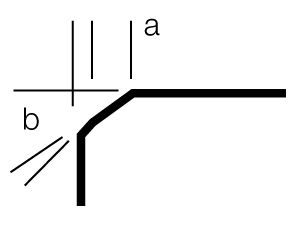
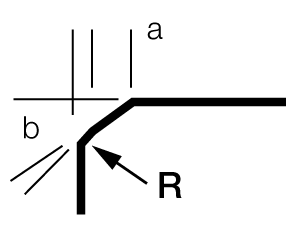
宽度(a) mm inch |
角度(b) |
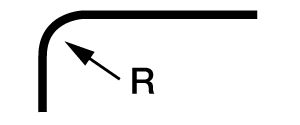
R-oning |
|---|---|---|---|---|---|
锋利的边缘
 |
F | – | – | – | 无 |
拉迪斯珩磨
 |
E | 004 02 | – | – | 0.04 .002 |
角倒角
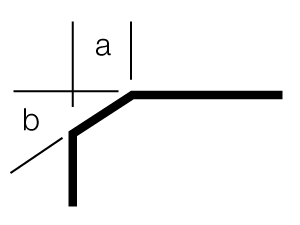 |
T | 005 02 20 | 0.05 .002 | 20 | 无 |
| T | 008 03 20 | 0.08 .003 | 20 | ||
| T | 010 04 20 | 0.1 .004 | 20 | ||
| T | 010 04 25 | 0.1 .004 | 25 | ||
| T | 020 08 25 | 0.2 .008 | 25 | ||
角倒角 + R 形珩齿
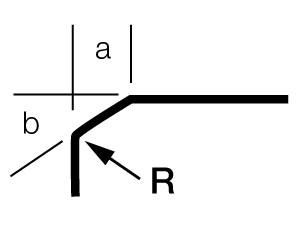 |
Z | 015 06 20 | 0.15 .006 | 20 | 0.02 .001 |
| Z | 020 08 25 | 0.2 .008 | 25 | 0.02 .001 | |
角倒角 + R 形珩齿
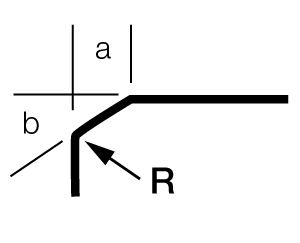 |
S | 150 60 15 | 1.5 .060 | 15 | 0.04 .002 |
| S | 020 08 25 | 0.2 .008 | 25 | 0.04 .002 | |
双角倒角
 |
K | 200 80 15 | 2.0(0.15) .080(.006) | 15(30) | 无 |
双角倒角
+ R-Honing
 |
P | 200 80 15 | 2.0(0.15) .080(.006) | 15(30) | 0.04 .002 |
| P | 070 28 15 | 0.7(0.15) .028(.006) | 15(30) | 0.04 .002 | |
| P | 070 28 20 | 0.7(0.15) .028(.006) | 20(30) | 0.04 .002 | |
| P | 150 60 10 | 1.5(0.15) .060(.006) | 10(30) | 0.04 .002 | |
| P | 150 60 15 | 1.5(0.15) .060(.006) | 15(30) | 0.04 .002 |