刃先処理は、セラミックインサートの性能における重要なパラメータであり、工具寿命、安定性、破損形態に影響します。
超硬とは異なり、セラミックは本質的に硬い一方で脆いため、その特性を踏まえ、刃先処理を最適に設定することが重要です。
刃先形状は、通常、以下の形状の何れかに分けられ施されます:
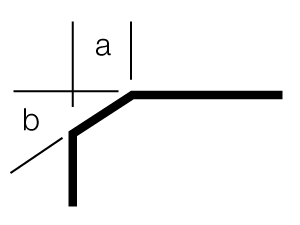
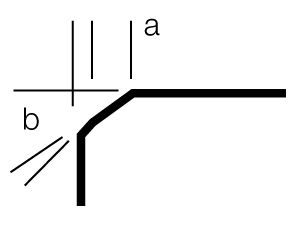
- チャンファー (Tタイプ/面取り)
刃先に一定の角度と幅を設けて面取りを付けた形状。
刃先強度と切れ味を両立させ、連続加工・断続加工の何れにも適しています。
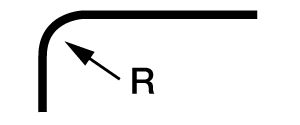
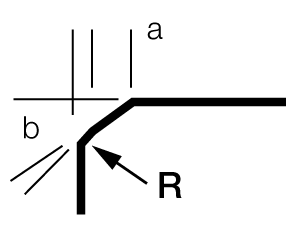
- ホーニング(Eタイプ/Rホーニング)
刃先を丸め、鋭利なエッジを除去することで強度を向上させた形状。
チッピングに対する性能は向上しますが、切削抵抗は増加します。
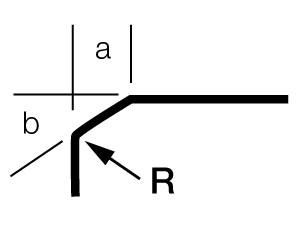
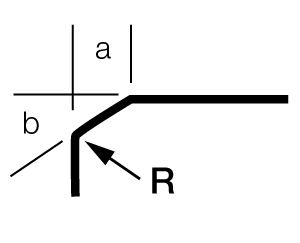
- 複合刃先処理(S/Z/Pタイプ/面取り+ホーニング)
面取りとホーニングの組み合わせた形状。
切れ味と強度のバランスを取りつつも、強度的性能を重視した刃先処理であり高硬度材の加工用インサートに多く採用されています。
刃先処理を定義する主なパラメータは以下の通り:
機能的インパクト
刃先処理は、切削性能に直接的な影響を及ぼします:
- 鋭利な刃先形状(シャープエッジ)
切削抵抗を低減する一方、チッピングや刃先欠損のリスクが高まります。
- 丸みを持たせた刃先形状(大きな面取り、またはホーニング)
重切削や断続切削においては、耐欠損性の向上と引き換えに、切削抵抗が増加し、ビビリ(振動)発生のリスクが高まります。
アプリケーションに関する考察
刃先処理の選択は、以下の点による:
- 加工の種類(旋盤加工、フライス加工、荒加工、仕上げ加工、連続・断続加工)
一般的には:
- 磨耗の激しい加工では、刃先処理をシャープエッジ、または最小限に留めることが効果的です。
- チッピングが発生しやすい加工では、面取りやホーニング処理を施し、刃先強度を上げることが必要です。
適切な刃先処理選定により、安定した加工を実現するとともに、工具寿命の最適化および厳しい条件下での安定した性能確保が可能となります。