Instrucciones de montaje de Shaper Duo (ejemplo hexagonal)
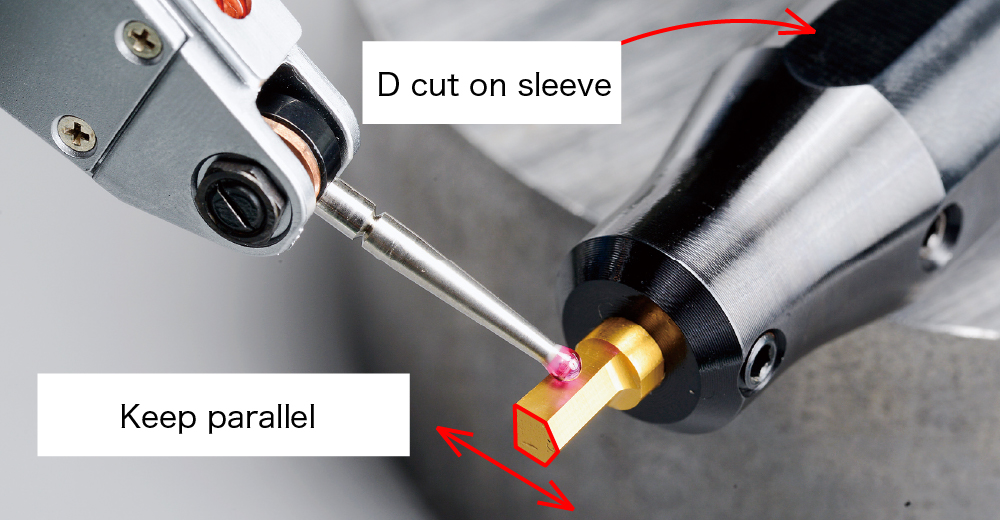
① Instalación del inserto
Confirma que la superficie de corte en D del soporte del manguito es paralela al lado de la barra de la plaquita. Minimiza el saliente de la plaquita
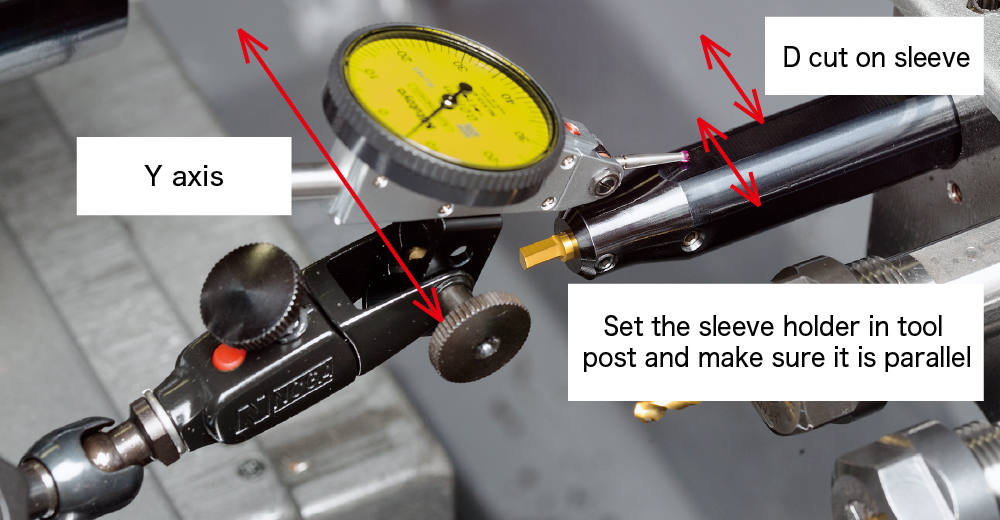
② Asegúrate de que el manguito está colocado en paralelo
Coloca el manguito en el portaherramientas y asegúrate de que el manguito está colocado en paralelo.
Minimiza el voladizo del manguito.
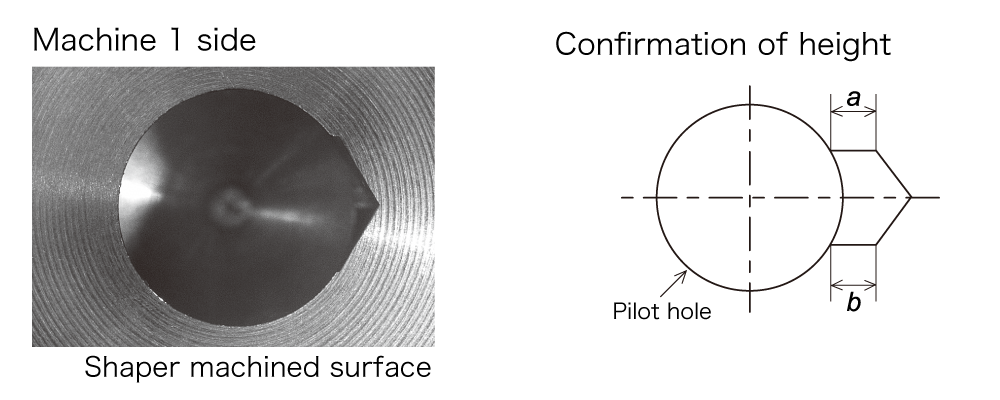
③ Confirmación de la altura
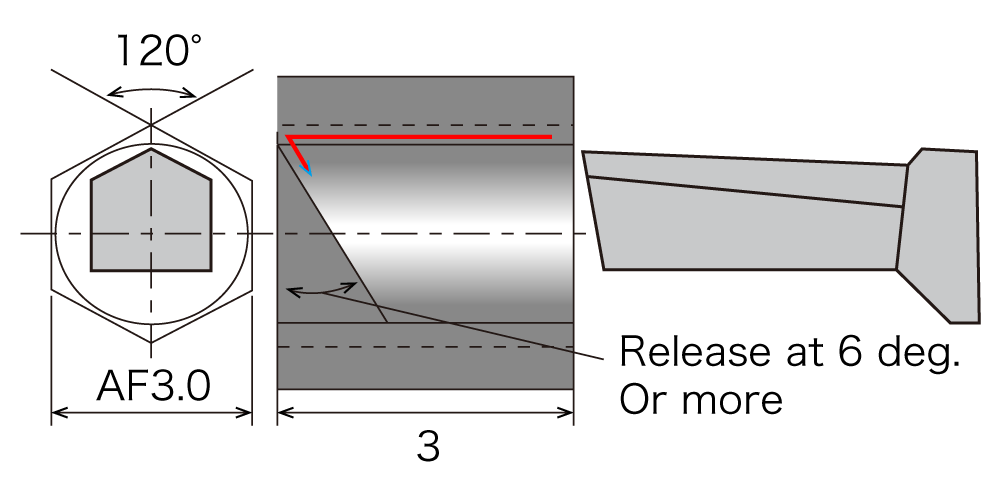
Mecaniza una característica mayor que el agujero piloto sin biselar *Si la plaquita se astilla con una gran profundidad de corte, aumenta el número de pasadas de mecanizado con profundidades de corte menores. (Recomendado: 0.025mm.039” x 5 pasadas) No es necesario biselar.
Mide la longitud de [a] y [b] con un comparador o una lupa.
Ajusta la altura de la línea central girando el manguito hasta que obtengas la misma longitud para [a] y [b]. (la diferencia debe ser inferior a 0.02mm.0008”) * Si se sigue observando un escalón incluso después de más pasadas, reinicia el proceso de ajuste. Asegúrate de que tanto la plaquita como el soporte están ajustados correctamente.
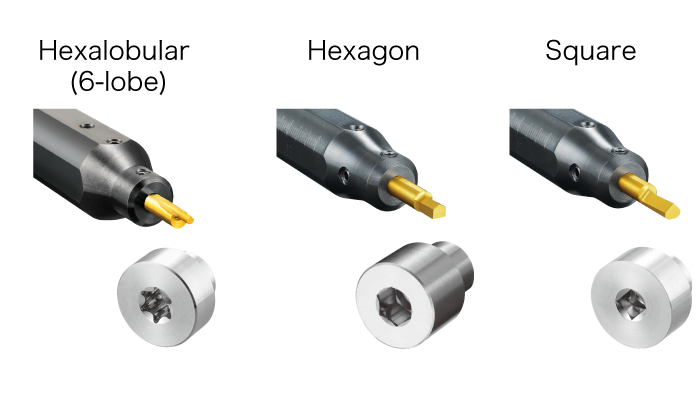
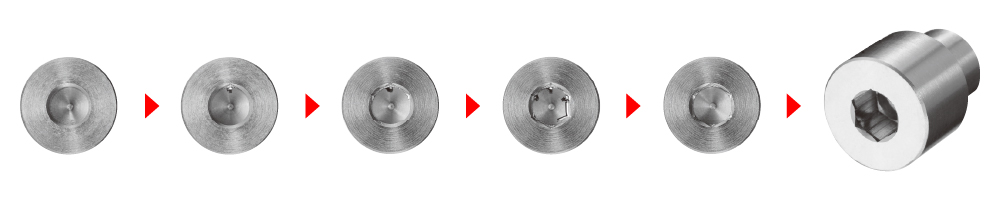
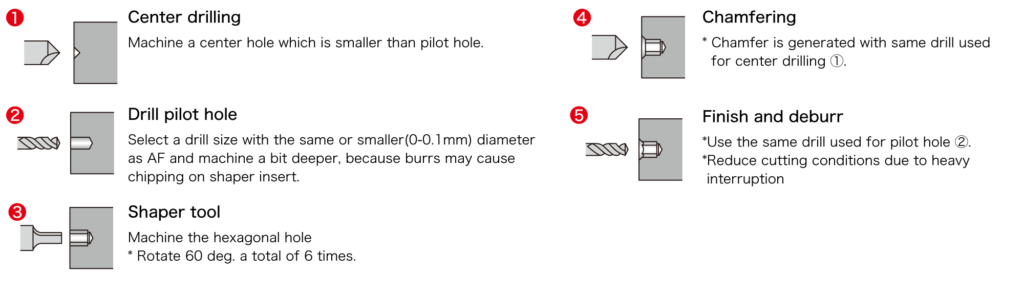
④ Visual del mecanizado paso a paso del hexágono interior
Mecanizado hexalobular (6 lóbulos) Básicamente igual que el mecanizado hexagonal
Gráfico del proceso Shaper Duo (ejemplo hexagonal)
[ Contingencias de corte recomendadas ] Avance 1000 to 4000 mm/min39.3 to 157.5 IPMDOC: Desbaste 0.025mm and Finishing 0.005mm.0010” and Finishing .0002” (1 a 2 veces)
Estudio de caso
Mecanizado de agujeros hexagonales
Material :
SUS303 303SS
Alimentación :
2,000 m/min78.7 IPM
DOC :
Desbaste 0.025 mm.0010 inch
DOC :
Acabado 0.005 mm.0002 inch
Refrigerante :
MOJADO
TM4 SSP030N1940H
10.000 unidades / esquina
Plaquitas de metal duro de la competencia
300 unidades / esquina
El producto de la competencia se desafilaba muy rápidamente, lo que reducía la vida útil de la herramienta. La plaquita de fresado hexagonal de NTK conseguía una mayor vida útil de la herramienta manteniendo el filo y la forma de la plaquita. Mejora del tiempo de ciclo y excelentes acabados superficiales.