| Serie | Características | CC | KAPR | APMX |
|---|---|---|---|---|
| mm inch | ° | mm inch | ||
| Serie JWNXM | Baja resistencia × múltiples esquinas
|
⌀63 – 160 2.48 – 6.23 | 88° | -5.5 -.217 |
 |
||||
| Serie JFDX | Bajo coste × versatilidad
|
⌀63 – 160 2.48 – 6.23 | 45°,75°,88° | -6 -.240 |
 |
||||
| Serie JXTM | Gran rigidez
|
⌀80 – 125 3.15 – 4.921 | 88° | -8 -.315 |
 |
||||
| Serie JQ | Fresado de hombro × Fresa de diámetro pequeño
|
⌀20 – 80 .787 – 3.15 | 90° | -8 -.315 |
 |
||||
| Serie JSDW | Baja presión de la herramienta
|
⌀80 – 160 3.15 – 6.23 | 45°,75° | -6 -.240 |
 |

| Aplicación de fresado | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SX6 |
360 unidades / esquina
|
|
| Plaquitas de metal duro de la competencia |
260 unidades / esquina
|
|
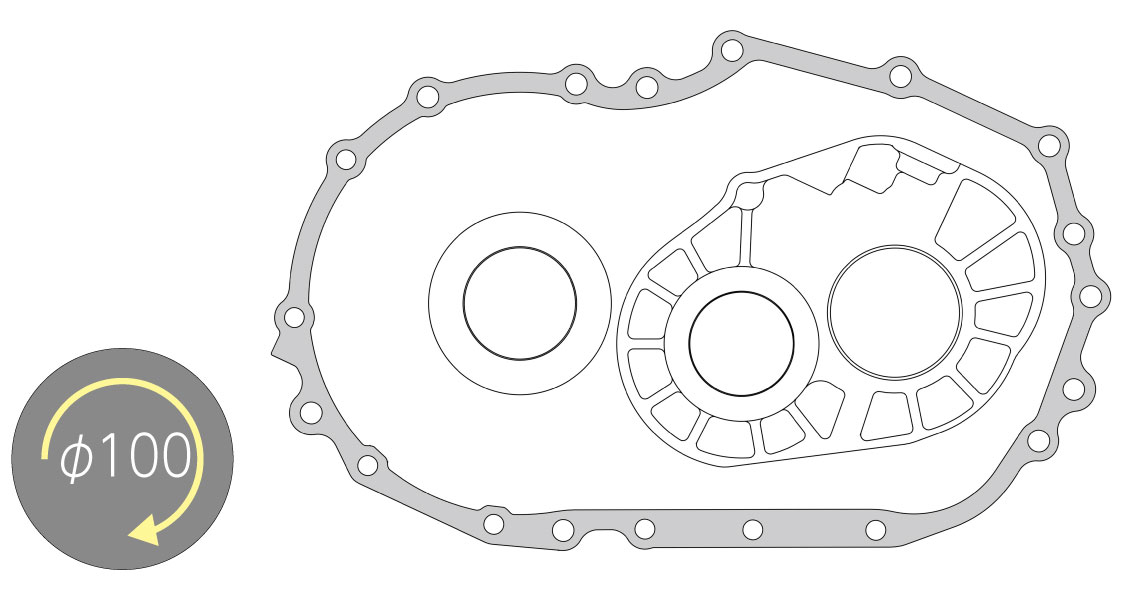
| Tapa de la caja de transmisión | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
1,3 min |
|
| Plaquitas de metal duro de la competencia |
5,4 min |
|
| Caja de transmisión | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
120 unidades / esquina
|
|
| Plaquitas de metal duro de la competencia |
60 unidades / esquina
|
|