| 系列 | 功能 | DC | KAPR | APMX |
|---|---|---|---|---|
| mm inch | ° | mm inch | ||
| JWNXM 系列 | 低切割力 × 多角度
| ⌀63 – 160 2.48 – 6.23 | 88° | -5.5 -.217 |
 | ||||
| JFDX 系列 | 经济性 × 多功能性
| ⌀63 – 160 2.48 – 6.23 | 45°,75°,88° | -6 -.240 |
 | ||||
| JXTM 系列 | 高刚性
| ⌀80 – 125 3.15 – 4.921 | 88° | -8 -.315 |
 | ||||
| JQ 系列 | 肩铣×小直径铣刀
| ⌀20 – 80 .787 – 3.15 | 90° | -8 -.315 |
-300x185.jpg) | ||||
| JSDW 系列 | 切削力低
| ⌀80 – 160 3.15 – 6.23 | 45°,75° | -6 -.240 |
 |
| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
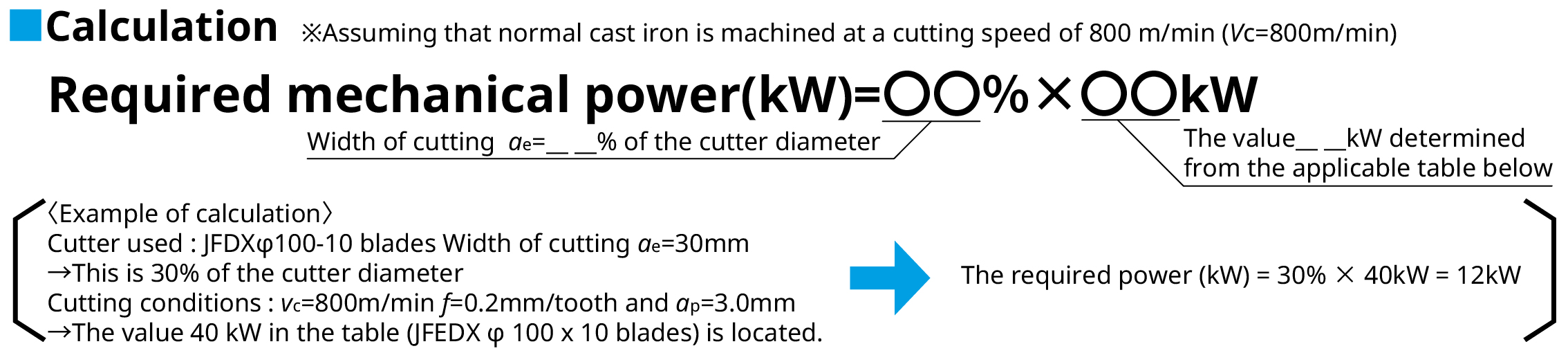
铸铁 粗铣 |
DRY/WET | SX6 | 450 – 1200 1500–4000 | 0.5 – 3.5 .020–.140 | 0.07 – 0.2 .003–.010 |

| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
|
灰铸铁 粗-半精加工铣削 |
DRY | SP9 | 350 – 700 1150–2300 | -6.0 –.240 | 0.07 – 0.25 .003–.010 |
| 球墨铸铁 粗铣-半精铣 |
DRY | 400 – 800 1300–2600 | -6.0 –.240 | 0.07 – 0.25 .003–.010 |
| 铣削应用 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SX6 |
360 件/角 |
|
| 竞争对手的硬质合金刀片 |
260 件/角 |
|
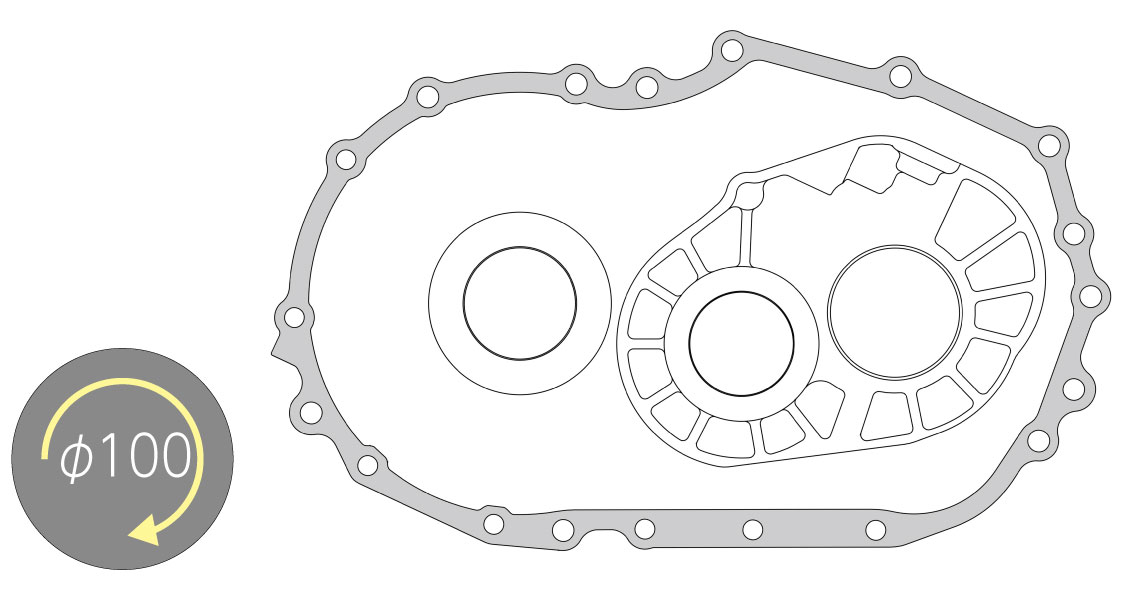
| 变速箱箱盖 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
1.3 分钟 |
|
| 竞争对手的硬质合金刀片 |
5.4 分钟 |
|
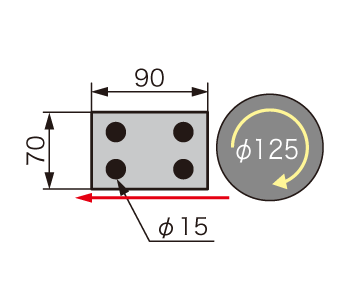
| 变速箱 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
| SX6 |
120 件/角 |
|
| 竞争对手的硬质合金刀片 |
60 件/角 |
|