 Usinage de matériaux non ferreux | Nuance de carbure pour tours CNC suisses
Usinage de matériaux non ferreux | Nuance de carbure pour tours CNC suisses
Avantages du coût de l'outil par rapport à l'usinage PCD
Parfaitement adapté aux matériaux non ferreux tels que l'aluminium, le laiton et les plastiques
Permet d'obtenir d'excellentes surfaces usinées en supprimant l'e phénomène d'arête rapportée
Acuité exceptionnelle permet de résoudre le problème des surfaces usinées grossières
Caractéristiques
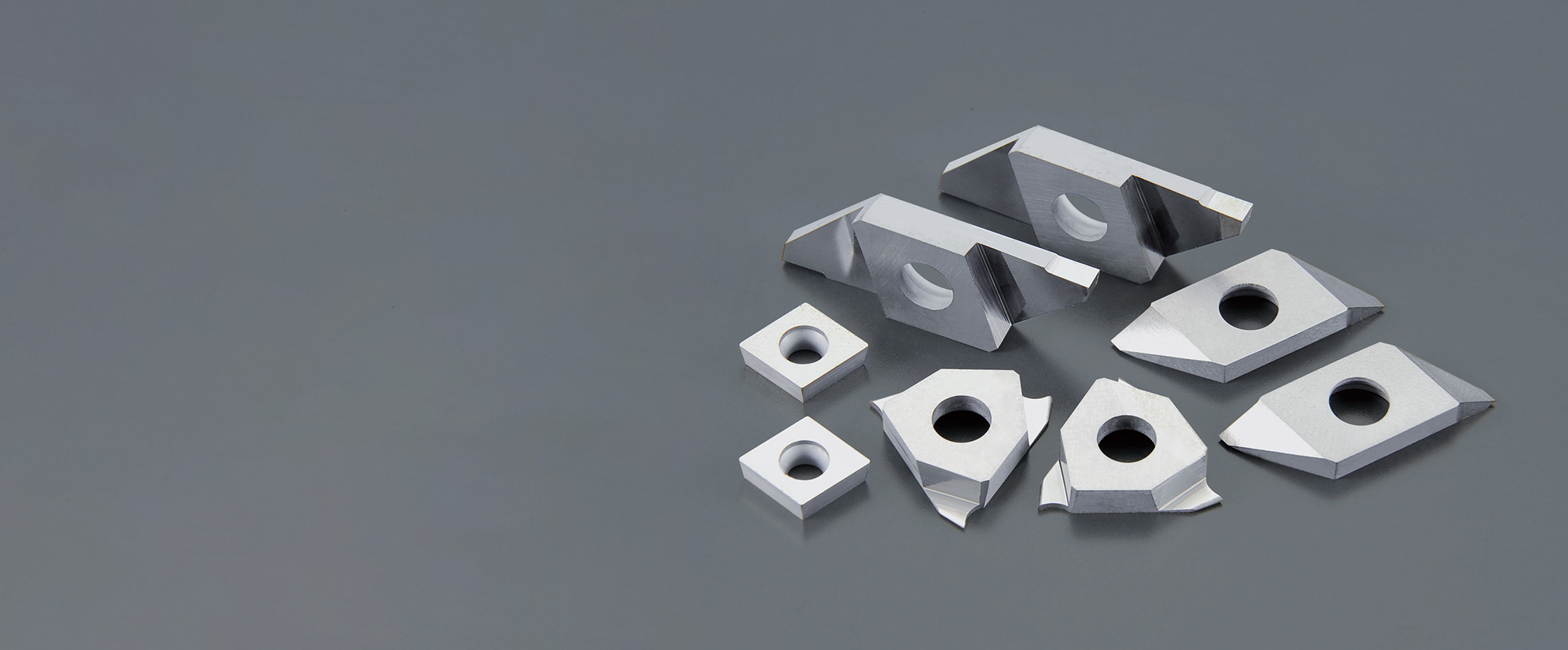
- Carbure à grain fin non revêtu rectifié avec précision et arête extrêmement vive
- Fini miroir qui évite les arêtes rapportées
Dimensions de pièce stables et surface usinée parfaite
Application
Matériaux non ferreux tels que l'aluminium, le laiton, le cuivre et les plastiques
Tournage avant / Tournage arrière / Rainurage / Tronçonnage / Filetage
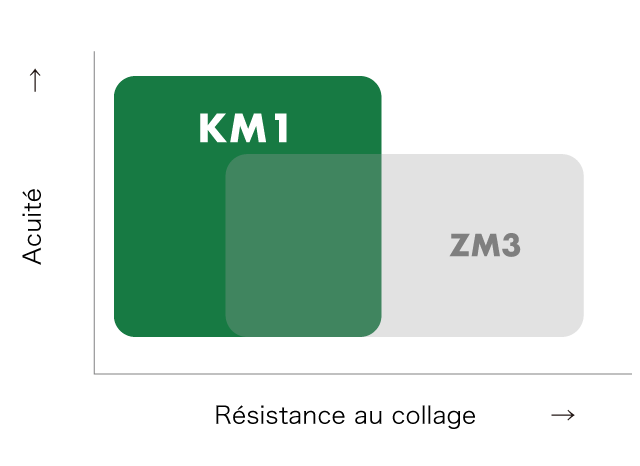
Tableau comparatif KM1
Arêtes tranchantes et fini miroir

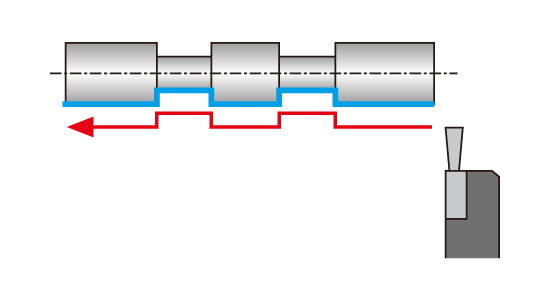
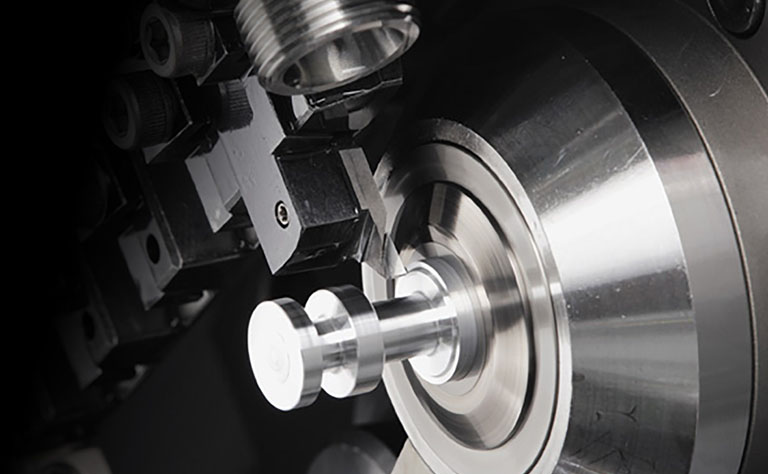
Étude de cas
| Bobine | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| KM1 | 300 pièces et plus |
| Carbure à revêtement PVD concurrent | 200 pièces |
Le produit du concurrent a effectué 3 passes de rainurage grossier et 1 passe de finition, mais les plaquettes étaient ébréchées et usées.
La durée totale du cycle a duré plus de 3 minutes.
KM1 a effectué l'opération en 1 passe avec un temps de cycle de 1 minute et 50 secondes.
Gamme d'outils
Veuillez consulter le catalogue de produits pour la gamme d'outils
Autres produits recommandés
-
GTPAOutil multifonction pour l'usinage de matériaux non ferreux| Tours CNC automatiques
Meilleur outil pour l'usinage de pièces de bobine de soupape en aluminium
-
PD1/PD2Usinage de matériaux non ferreux | Nuances PCD pour tours CNC suisses
Usinage haute vitesse et haute efficacité
-

SPLASH seriesLiquide de refroidissement à travers le porte-outils | Tours CNC automatiques
Vaste choix de styles et de tailles
-

Série de porte outils axe YSélection pour le tournage avant, le tournage arrière, le rainurage, Rainurage multifonctionnel (pour les applications non ferreuses) | Pour tours CNC suisses (tourelle verticale)
Utilise la gravité pour évacuer les copeaux vers le bas
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab