
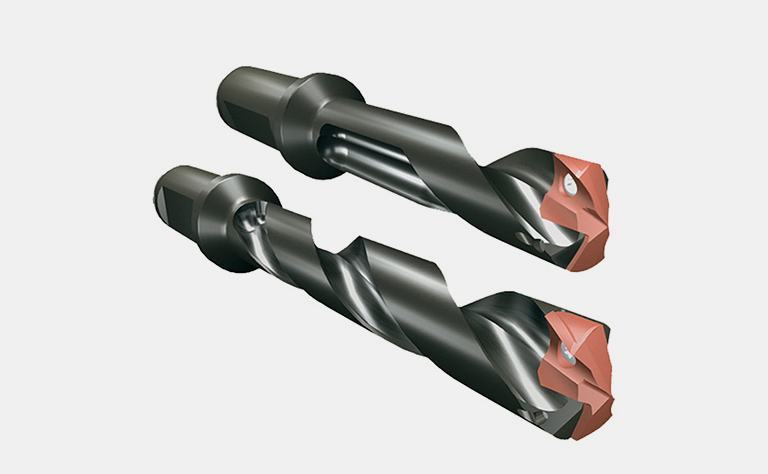
Standard GEN2 SeriesDrilling| Powder coated High-speed steel, Coated carbide inserts
Large diameter and ultra-deep machining
Select the chipbreaker based on the workpiece material
Inserts achieve stable cutting performance with highly effective edge design and excellent wear resistance
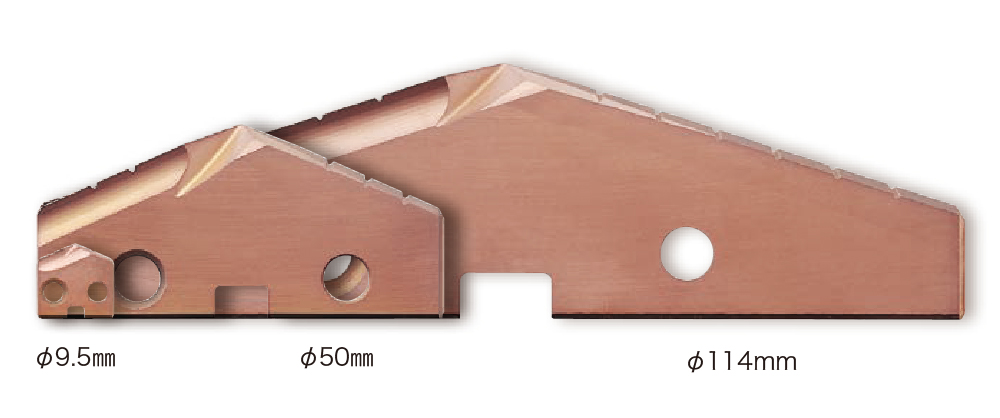
Tooling selection supports hole machining diameters of "φ9.5 to φ114"
and maximum machining depth of "32D"
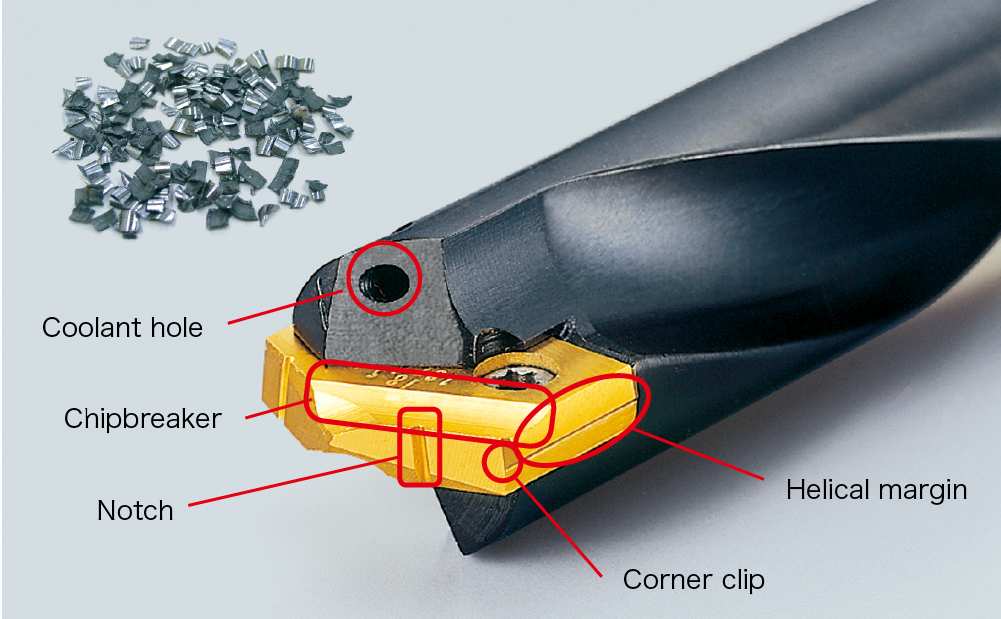
Features
- Excellent chip control
- Fragments chips with notch and unique chipbreaker designs
- Coolant supplied to the tool tip evacuates the chips from cutting area and cools cutting edge
- No step feed requirements to break chips
Tooling application
Drilling for a wide range of workpiece materials
Chip fragmented with unique notch and breaker
Range of machining diameters of φ9.5 to φ114
Extra long holder for ultra-deep drilling up to 32D; a catalog standard

Maximum machining depth: 565.2mm
Insert diameter range: φ17.7 ~ φ24. Holder part number: 29010S-25FMS
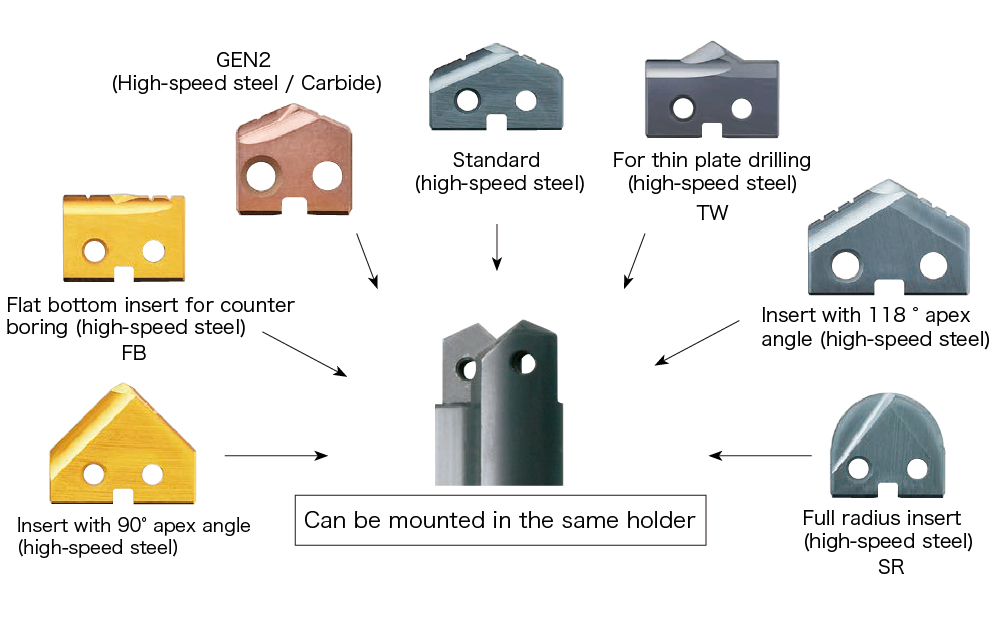
Holder is compatible with multiple drill insert diameters
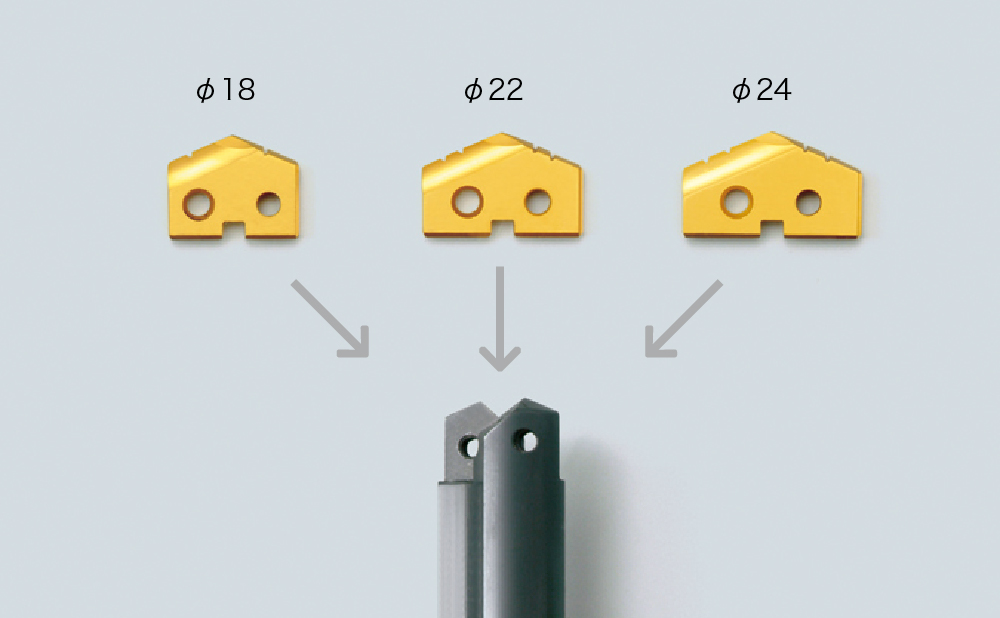
Various drill insert shapes can utilize the same holder
Case study
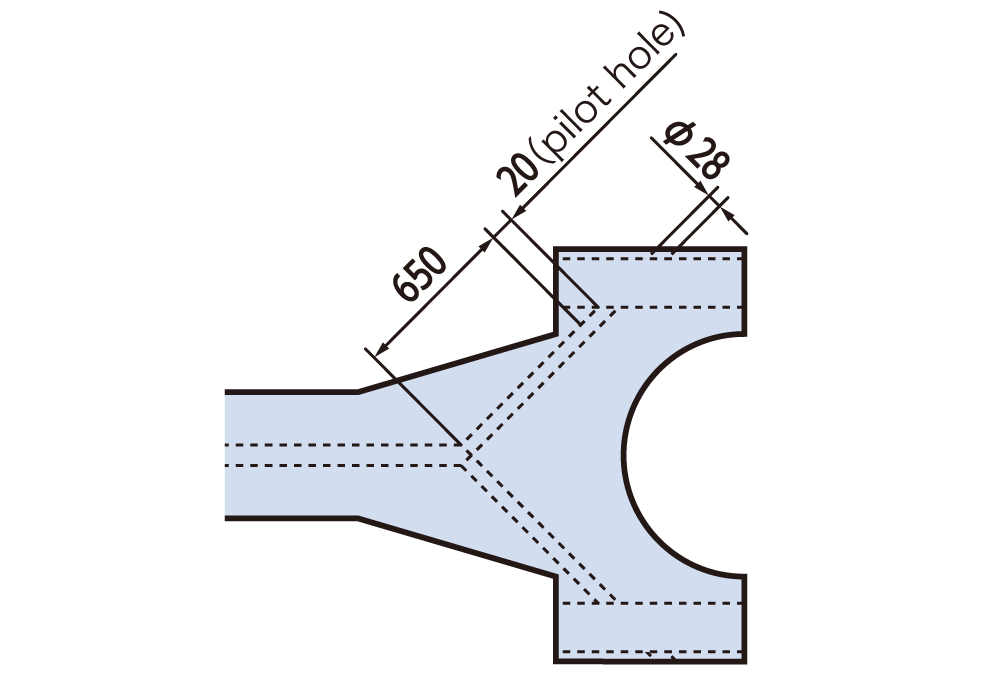
| Ship's connecting rod (φ28×650mm, 23D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 153mm/min |
| Competitor's HSS drill | 41mm/min |
By eliminating step feed, the machine time was reduced to less than 1/11th of the original machine tools.
There was also 3.7 times higher machining efficiency compared to the conventional tool.
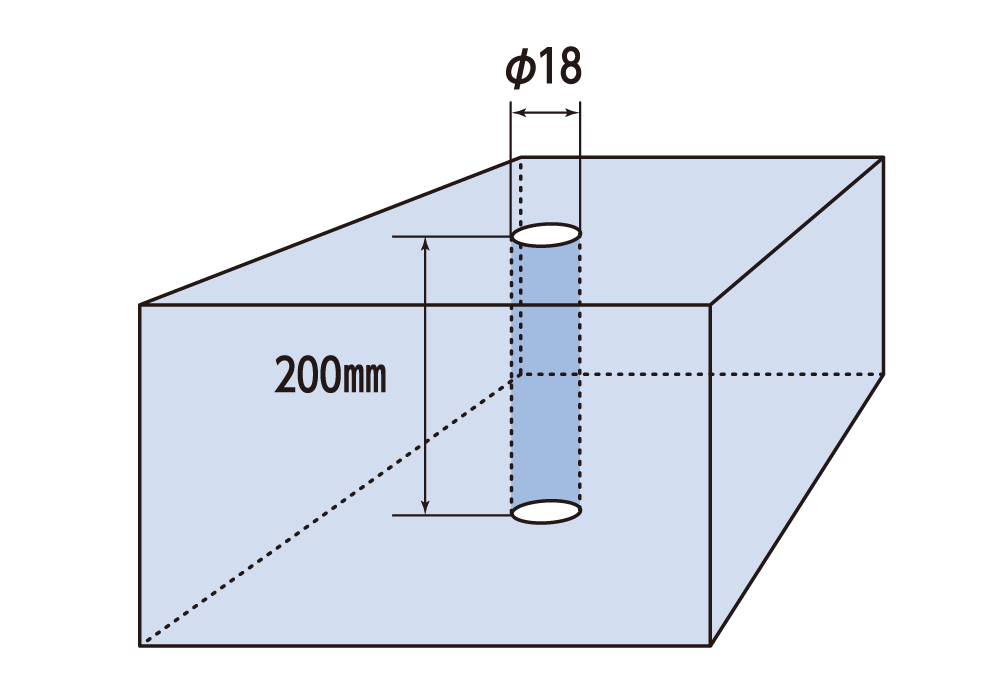
| Metal die for plastic (φ18×200mm, 11D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 162mm/min |
| Competitor's HSS solid drill | 35mm/min |
In addition to improving the machining efficiency by 4.6 times compared to the conventional tool, the machining time has been reduced to 1/8 or less by eliminating the step feed.
It has achieved the same life as conventional tools and is currently undergoing continuous testing.
Cutting conditions
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-
GEN3 SeriesDrilling | Coated carbide tips
Outstanding performance machining at high speeds and feeds with good chip control
-

Ceramic and CBN for steel mill applicationsTools for mill roll turning | Ceramic and CBN inserts
High speed performance, longer tool life, and better part surface finish compared to carbide tools
-

WA1/WA5For milling applications | Whisker ceramic for hardened materials
Rapid material removal and long tool life for hard milling
-

SX9Excellent notch and flank wear resistance when roughing gray cast iron|Sialon ceramic
Ceramic grade with the best fracture resistance
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch