普通鋳鉄 スケール加工用 耐摩耗性重視 | 窒化珪素系セラミック
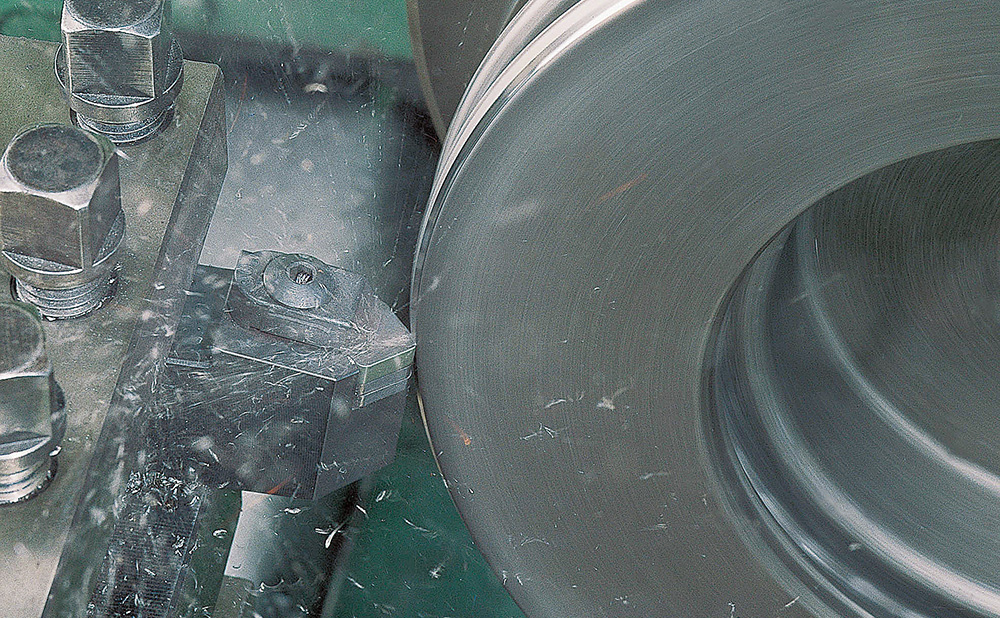
普通鋳鉄 スケール加工旋削 / フライス
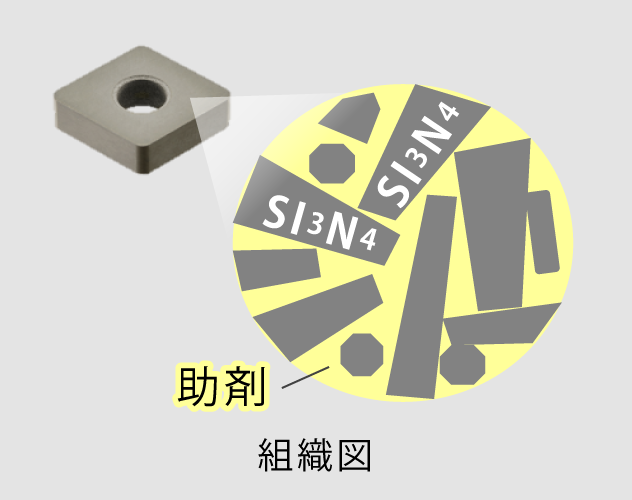
窒化珪素(Si3N4)が主成分で、アルミナ系と違い、粒子が針状になっていることが特微です。 針状粒子が絡み合うことで、切削加工時の衝撃によるヒビ割れ(クラック)の進行を大幅に抑制でき、欠けを防止します。
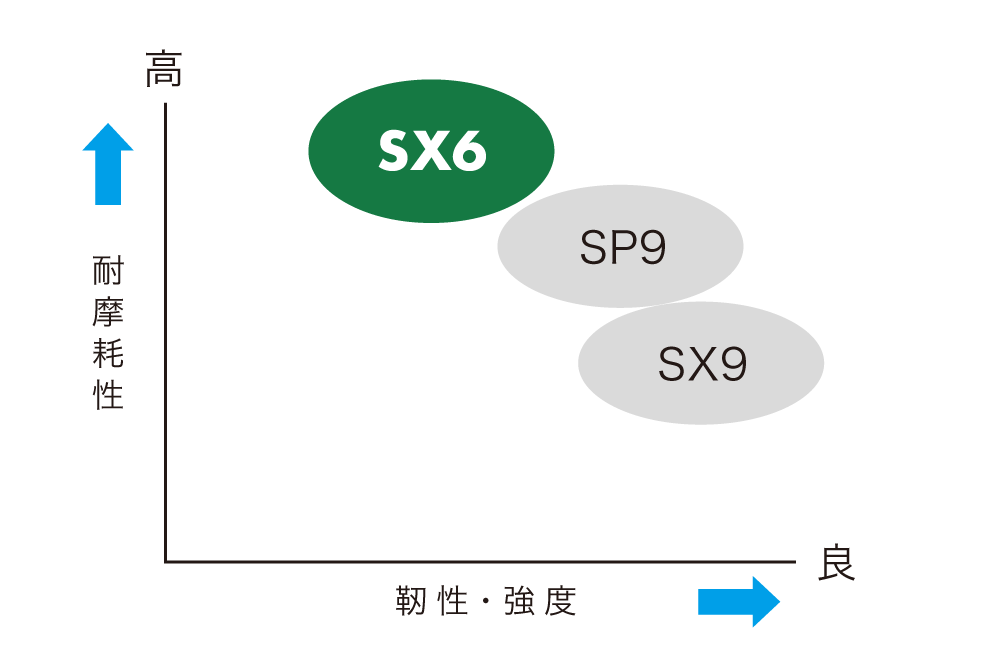
SX6は、他社窒化珪素に比べ、1.5倍の寿命延長を実現。
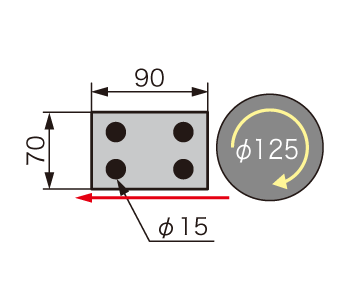
現行の超硬インサートと比べて、HCCにて高速加工を行うことで、大幅なサイクルタイムの短縮が実現。(1パス加工 0.40分→0.15分) また約1.4倍の寿命延長が可能となり、ネガインサート仕様の為、コーナ数が増えたことにより、トータルコストダウンとなる。
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。