モーグルバー内径加工用| CNC自動旋盤
切屑による「加工面荒れ」「詰まり」「ワーク内での噛みこみ」を防ぐ
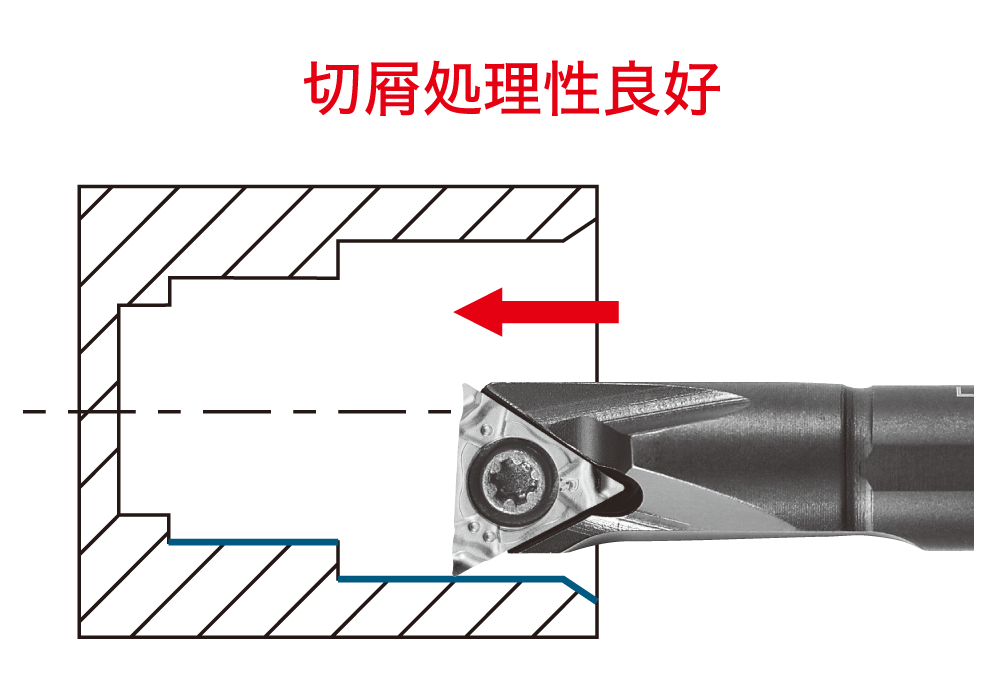
専用ブレーカ(F, FG)を使用することで切り屑をホルダ後方に排出
切屑トラブルによる機械停止を防ぎ、機械稼働率の向上と作業者の負担軽減に効果的
紹介動画
性能
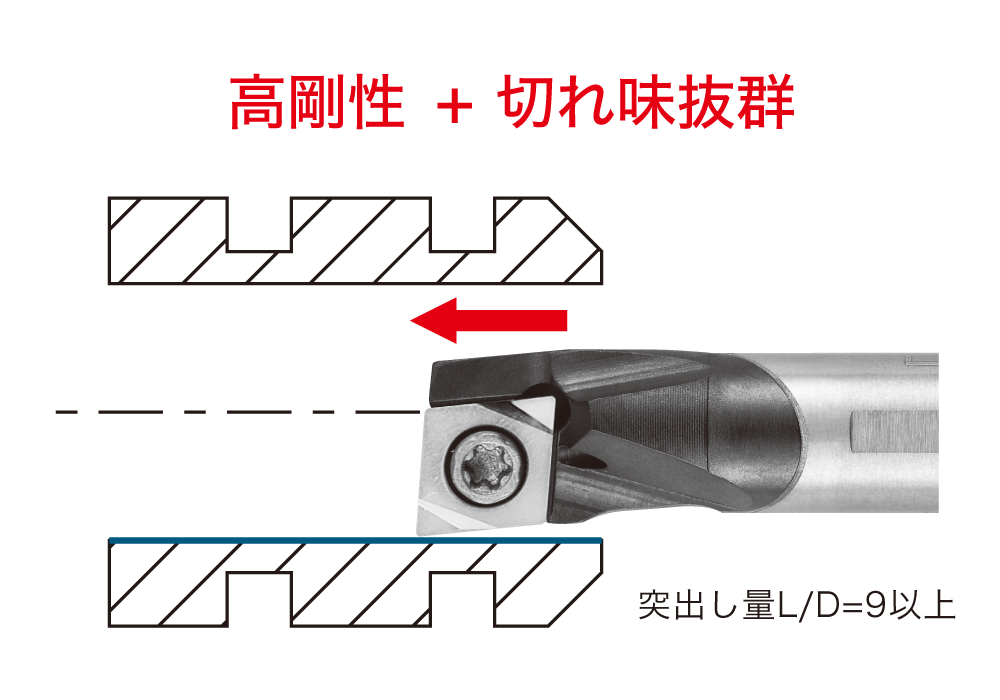
- 従来ボーリングバーに比べホルダ剛性が大幅に向上し、ビビリを防止
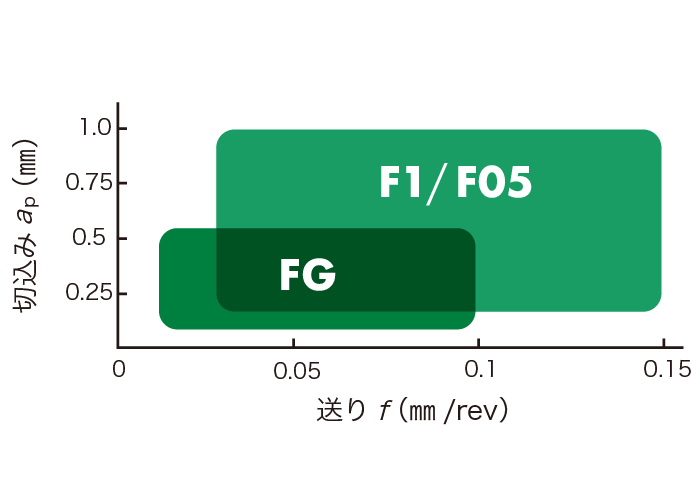
- 止まり穴加工に最適な「F1, F05, FGブレーカ」ブレーカを設定
切屑をホルダ後方に排出させることで、切屑詰まりを抑制 - 内部給油加工に対応し、よりスムーズな切屑排出をサポート
適用アプリケーション
CNC自動旋盤 内径加工
切屑処理範囲
加工条件
表を横にスクロール →
| コート材質 | 被削材 | 加工方法 | 推奨突出し量 | 切削速度 (m/min) | 送り (mm/rev) | 切込み (mm) |
|---|---|---|---|---|---|---|
| ST4 | ステンレス | 内径加工 内径後挽き加工 |
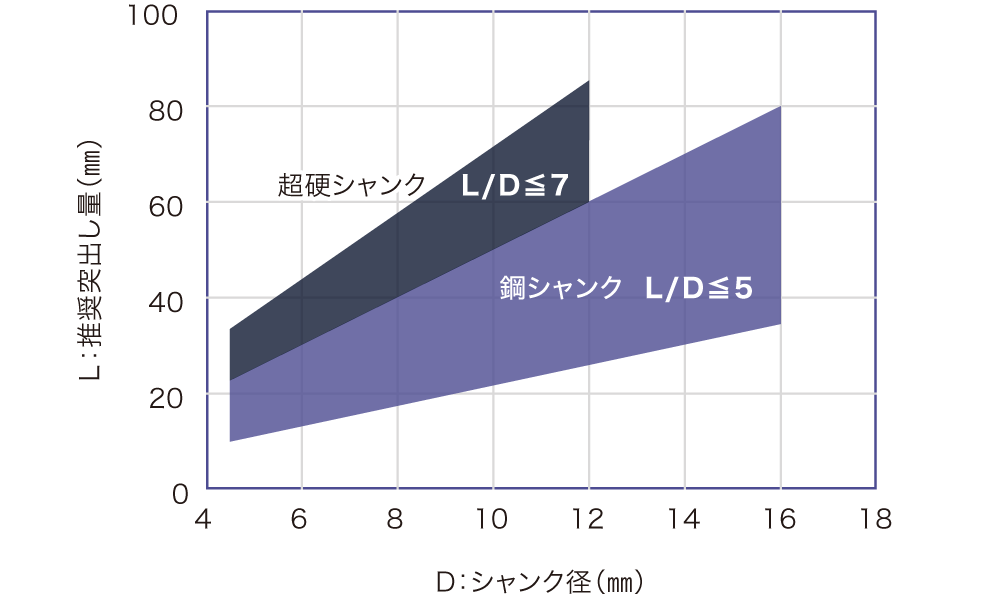
鋼シャンク ~5D 超硬シャンク ~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | 合金鋼 / 炭素鋼 / 高硬度材 | 50 - 150 | ||||
| DM4 / DT4 | 難削材 / チタン合金 | 30 - 70 | ||||
| TM4 / ZM3 | 非鉄 / アルミ / プラスチック / 汎用 | 50 - 200 |
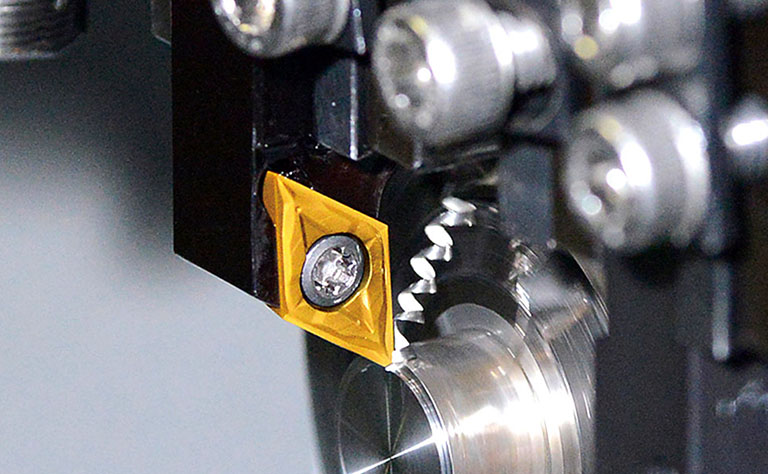
切り屑を小さくカールしながら、ワーク外へ排出

切り屑を分断しないことで、加工面を傷つけない
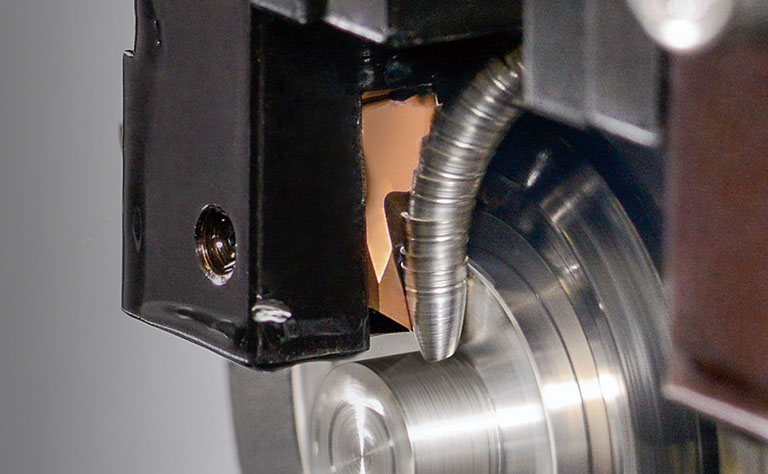
止まり穴加工に最適な専用ブレーカ
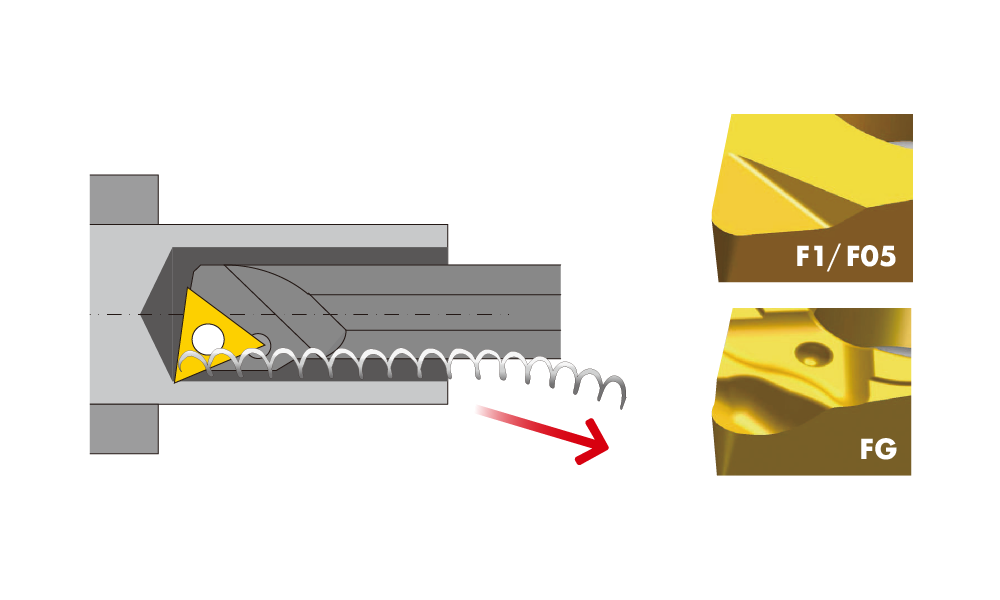
切り屑を後ろに出すことで詰まらせない
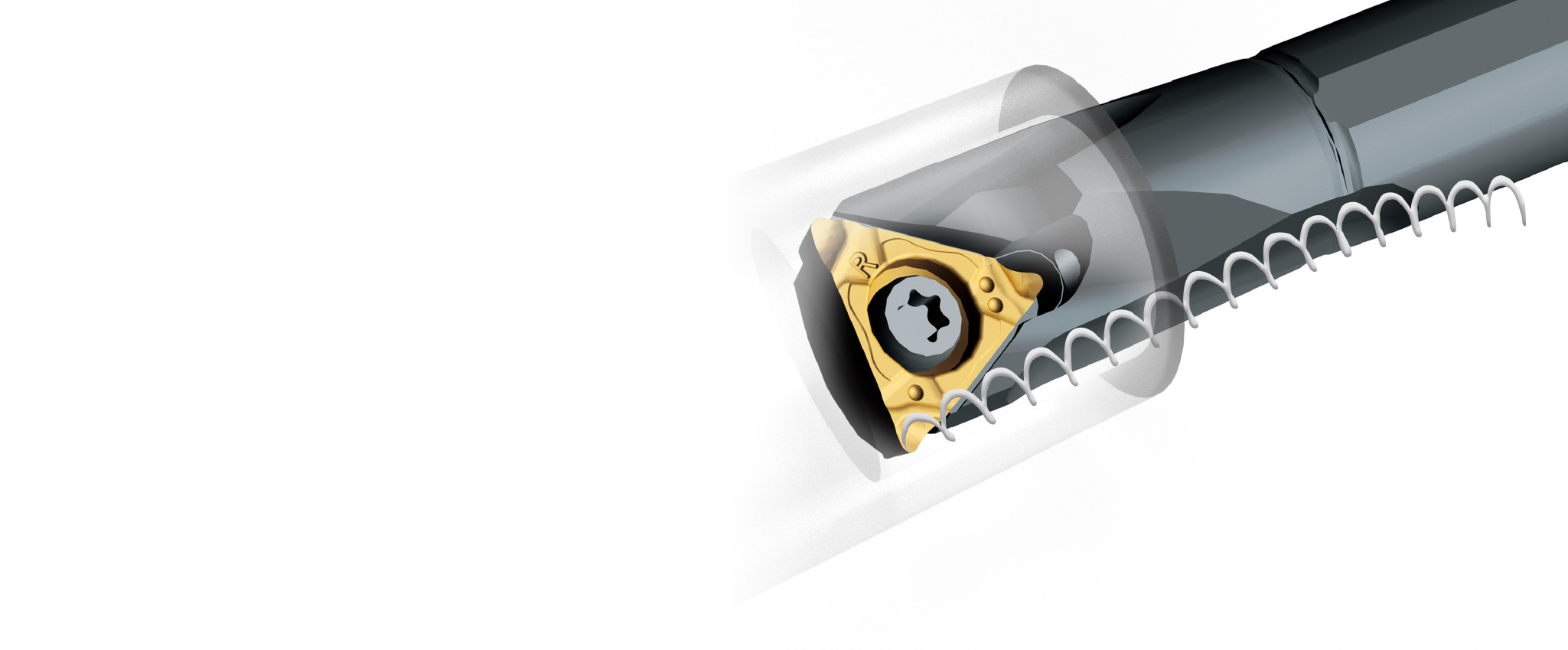
深穴加工でもビビりにくい
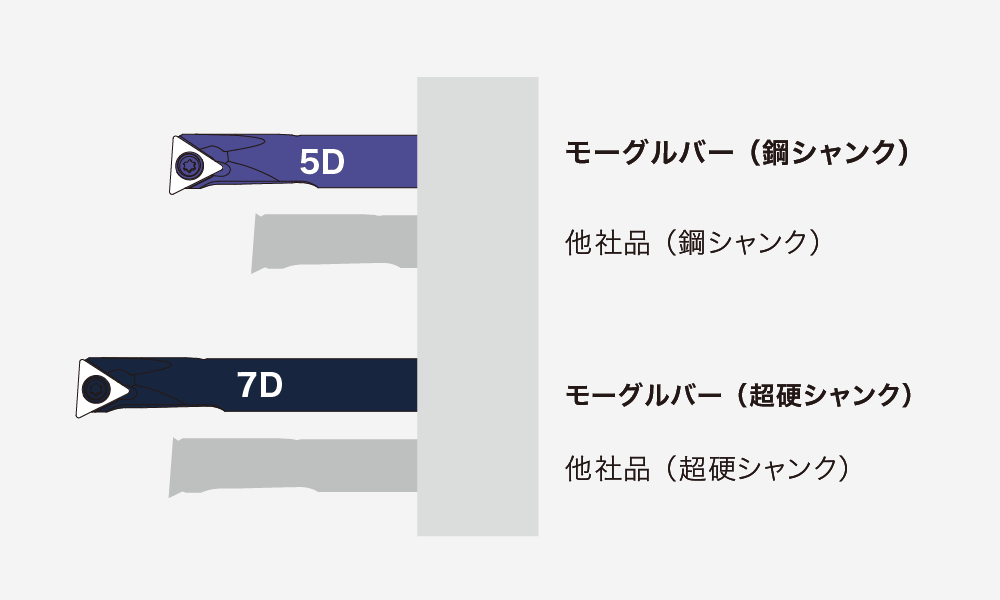
最大突き出し量 : 鋼シャンク「5D」、 超硬シャンク「7D」を実現
ホルダ形状を見直し、耐ビビリ性能が大幅に向上
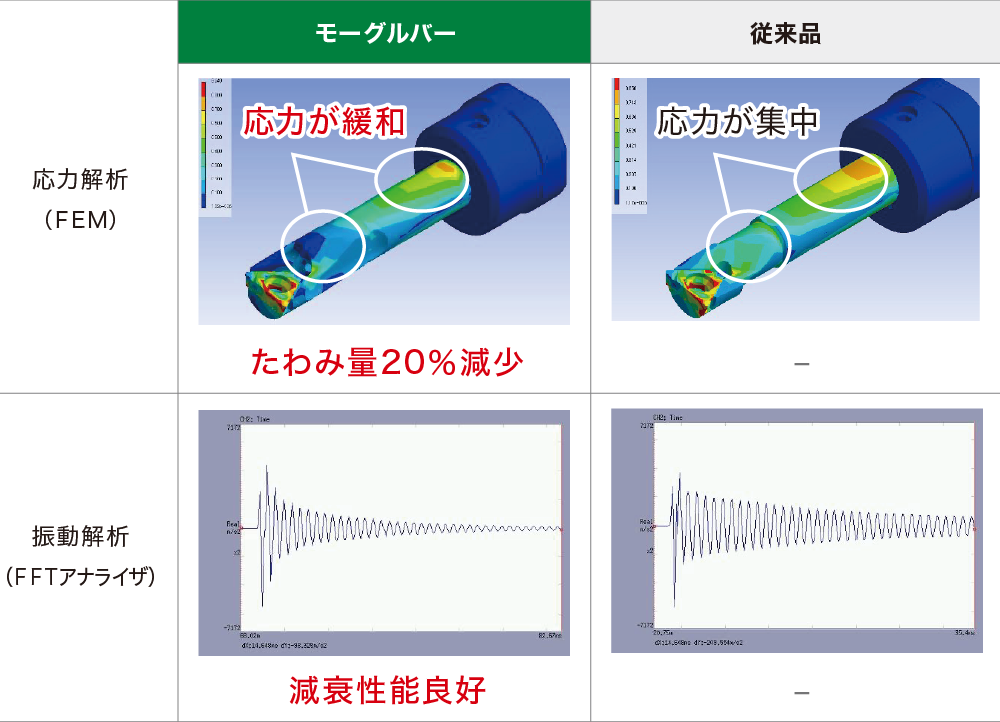
- [ 切削条件 ]
- 被削材:合金鋼・ステンレス鋼 Vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm WET
加工比較
図を横にスクロール →
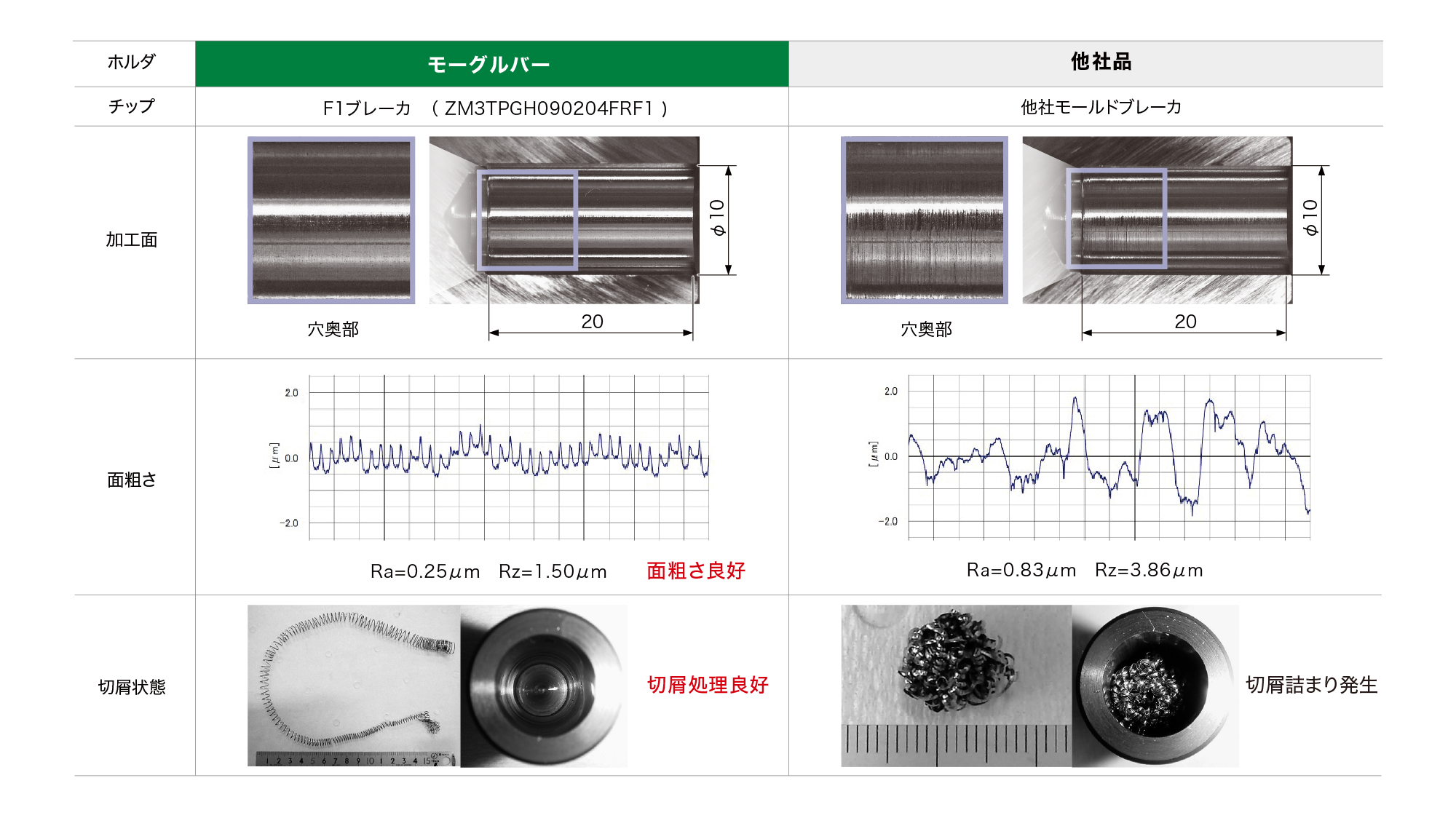
- [ 加工条件 ]
- 被削材:SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ 加工径:φ10 外部給油 突出し量:L/D = 4 加工深さ:20㎜
- [ 使用工具 ]
- ホルダ:S08H-STUPR09D10-OHタイプ使用(最小加工径:φ10) シャンク径:φ8 インサート:TPGH090204タイプ
加工事例
| バルブ加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| モーグルバー +TM4 FGブレーカ |
1,500個 |
| 他社品 | 700個 |
他社品では切屑詰りによる欠損が発生し、寿命が安定していなかったが、モーグルバーとFGブレーカのコンビネーションにより切屑が手前に排出され安定加工となり、2.1倍の寿命延長が可能となった。
| スリーブ加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| モーグルバー +TM4 F1ブレーカ |
900個 |
| 従来品 | 500個 |
突出し量9Dを超える加工の為、他社品では大きなビビリが発生していた。
高剛性を有しているモーグルバーと切れ味抜群のF1ブレーカのコンビネーション によりビビリを抑制することが可能となり、1.8倍の寿命延長を達成した。
ラインナップ
ラインナップは製品カタログにてご確認ください