SHAPER DUO ソケット穴加工用| CNC自動旋盤
ソケット穴加工がCNC自動旋盤で可能に
六角、四角、ヘクサロビュラ穴加工が専用設備不要・低コストで実現
New Line up
医療用インプラント部品(アバットメントスクリュ)加工用
/ 六角穴用:加工対辺 1.0mm - 1.4mm
紹介動画
性能
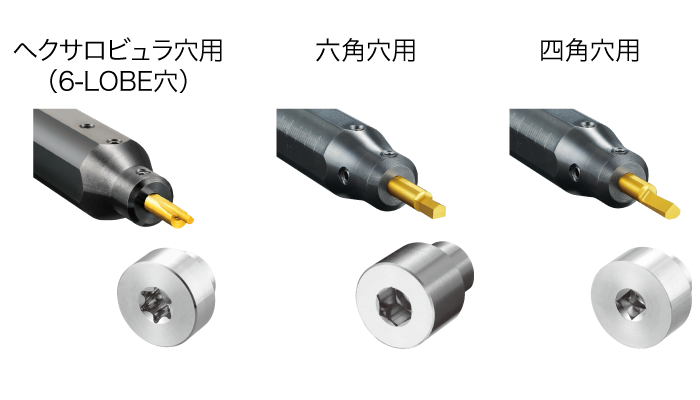
- 四角穴、六角穴、ヘクサロビュラ穴加工に対応
- ブローチ加工に比べ切削抵抗が低く、剛性の弱い小径ワーク加工に最適
- 1つのサイズで幅広いソケット穴寸法の加工が可能 特殊品、少量品加工に最適
適用アプリケーション
CNC自動旋盤 ソケット穴加工
対応可能なソケット穴タイプ
六角穴、四角穴加工比較表
表を横にスクロール →
| 切削抵抗 | サイクルタイム | 柔軟性 | 費用 |
||
|---|---|---|---|---|---|
Shaper Duo |
◎ | △ *オーバーラップ加工で 解消可能! |
○ | ◎ | 非常に低抵抗 特に径が小さい部品に 一つのサイズでいくつかの穴を加工できます |
| ブローチ | △ | ○ | ╳ | △ | 穴の大きさに合わせた工具が必要です |
ヘクサロビュラ穴加工(6-LOBE穴)加工比較表
表を横にスクロール →
| 切削抵抗 | サイクルタイム | 費用 | 高速スピンドル |
プログラミング |
||
|---|---|---|---|---|---|---|
Shaper Duo |
◎ | ◎ | ◎ | 不必要 | 簡単 | 高速スピンドル不要 サイクルタイムの短縮 |
| エンドミル | ○ | ╳ | △ | 必要 | 複雑 | 高速スピンドルが必要 作業工程に時間がかかる |
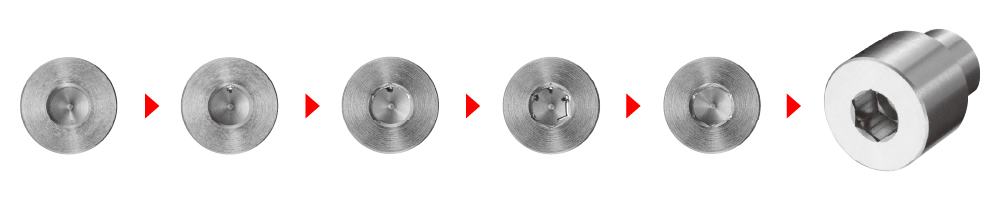
加工手順
図を横にスクロール →
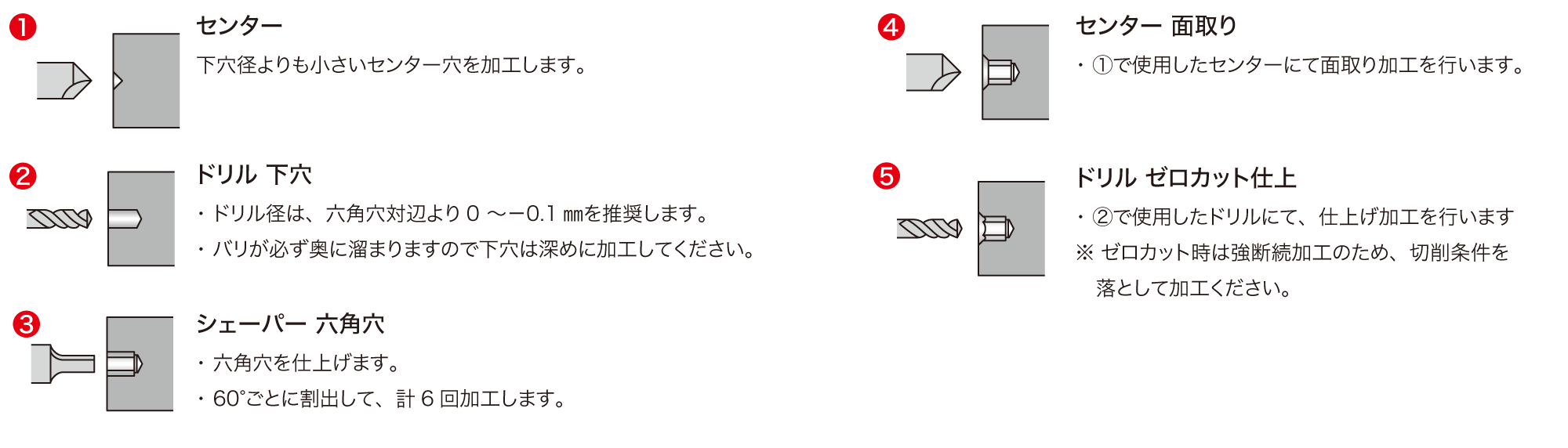
[ 推奨切削条件 ] 送り速度 F4000~F1000(㎜/min) 切込み(径)0.05~0.01㎜ 粗0.025㎜で切込み、仕上げで0.005㎜(1 ~2回)切込めば綺麗に仕上がります。
インサートセット方法
①インサート取付
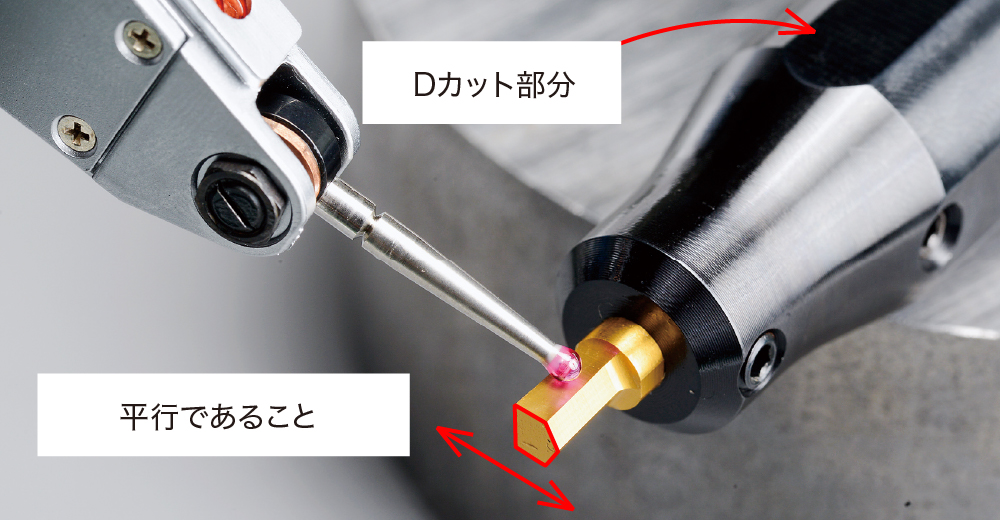
- ホルダのDカット面とインサート側面が平行になるようにします。
②平行確認
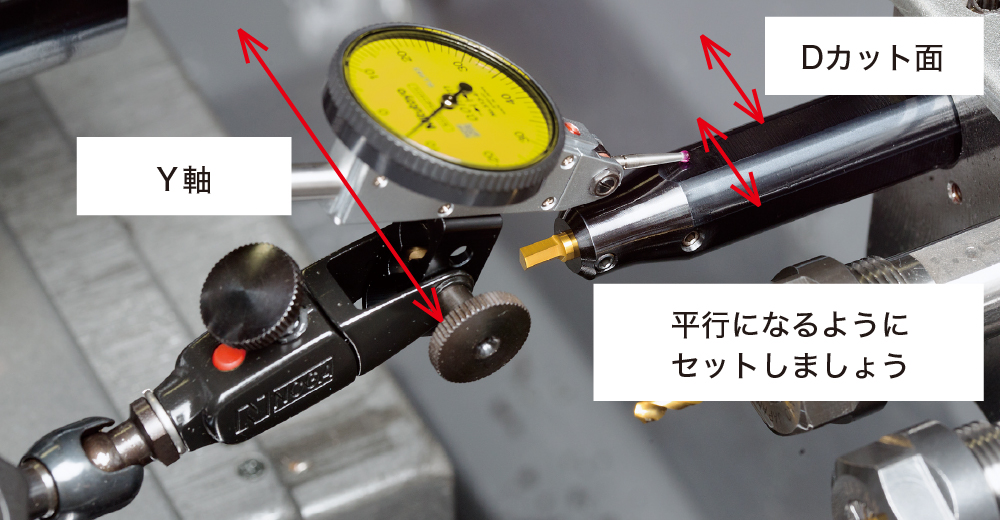
- Dカット面が X または Y 軸に対し平行かお確かめください。
- ホルダの突出し量は最小限にします。
③心高さ確認
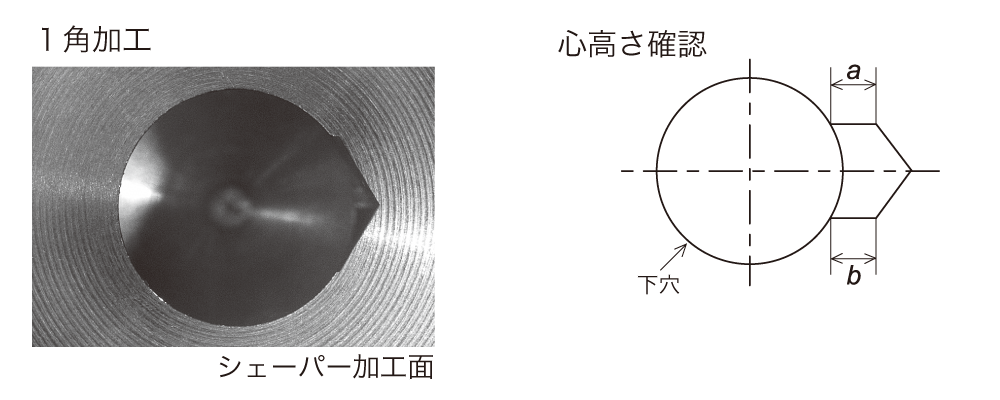
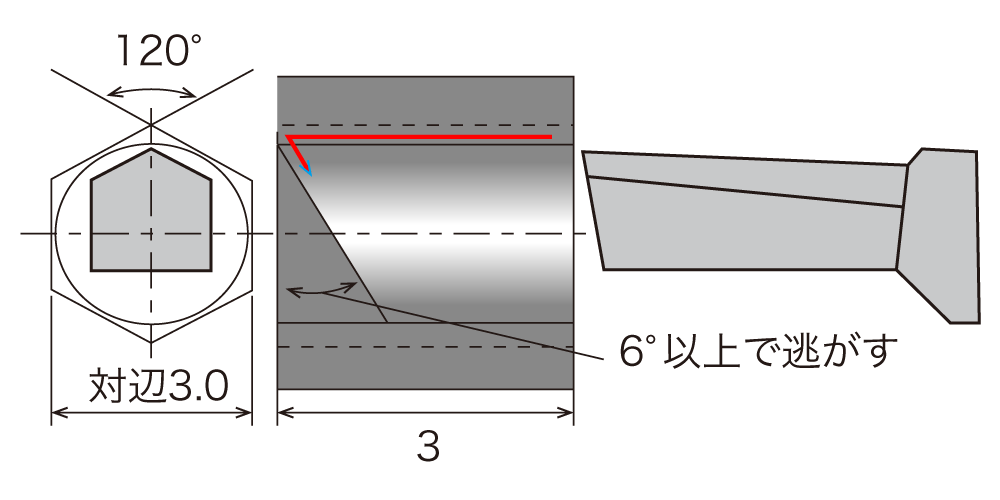
- 1角のみを加工する際、面取り加工せずに下穴より大きめに加工します。
※ 切込み量を大きくするとインサートの欠けの原因になりますので加工パス数を増やしてください。(推奨:0.025mm × 5 パス) 面取り加工は必要ありません。
- 拡大鏡又は比較測定器を使い、[a] と [b] ともに長さを測ります。
- ホルダを回転させて [a] と [b] の心高さが同程度になるまで調節します。
( [a] と [b]の差は0.02mm以下を目安として下さい )
※ 切込み数を増やしても段差が見られた場合は、もう一度最初からやり直してください。
その時にインサートとスリーブが正しくセットされているかをお確かめください。
④ 六角穴全加工
- ヘクサロビュラ穴(6 - LOBE穴)加工は六角穴用と基本的には同じ
My NTK 会員限定コンテンツ


加工事例
| 六角穴加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4 SSP030N1940H | 10,000個/ コーナ |
| 他社超硬インサート | |
他社品は六角頂点がすぐに丸くなり低寿命。
NTK品は優れた研磨技術と、TM4コーティングを採用することで、以下の効果を得ることができた。
①六角頂点が長寿命でピン角を維持。②補正回数の減少。③良好な加工面。
シェーパー加工プログラム例
加工プログラム例は製品カタログにてご確認ください
ラインナップ
ラインナップは製品カタログにてご確認ください