プログラム例
- T300…ツール呼び出し
- G0 Y11.0 T3
- X0 …バイト位置決め
- G1 Y8.0 F0.08 …
8.0 mm
.315 inch
まで切込み
- Z5.0 F0.05…長さ
5.0 mm
.197 inch
まで切削
- Y11.0
- G0 X11.0
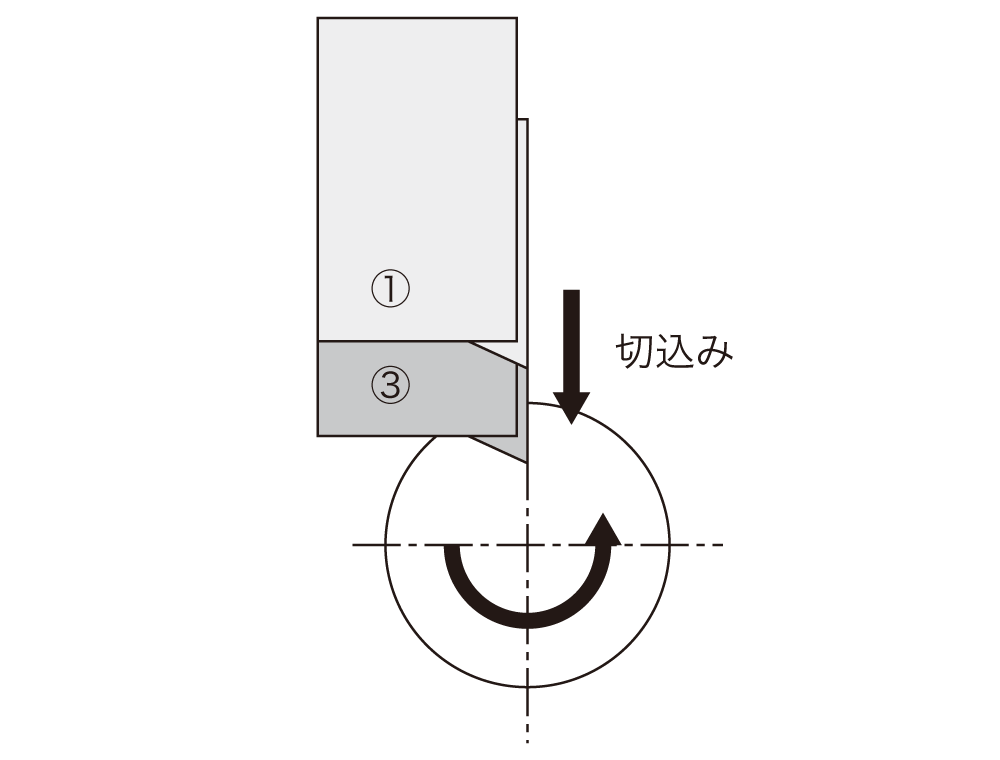
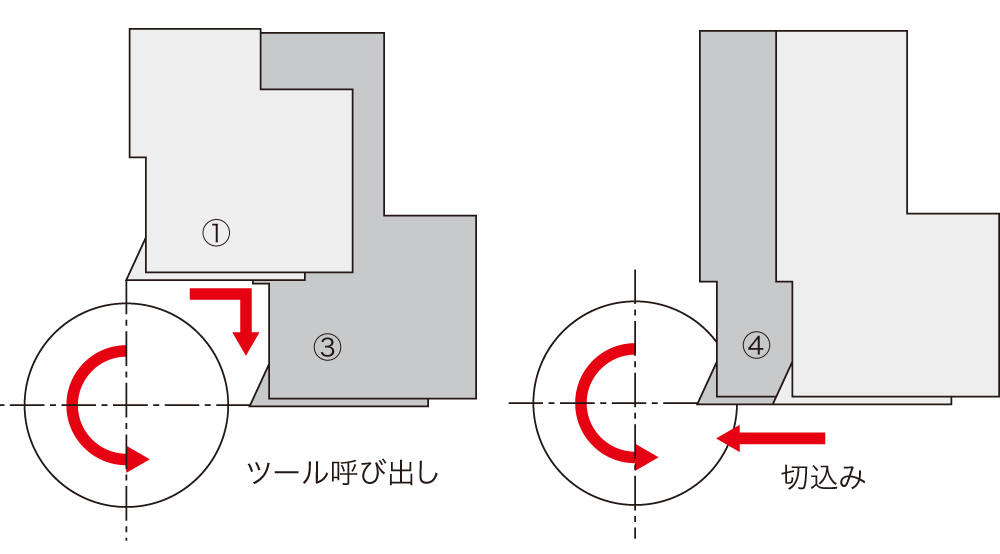
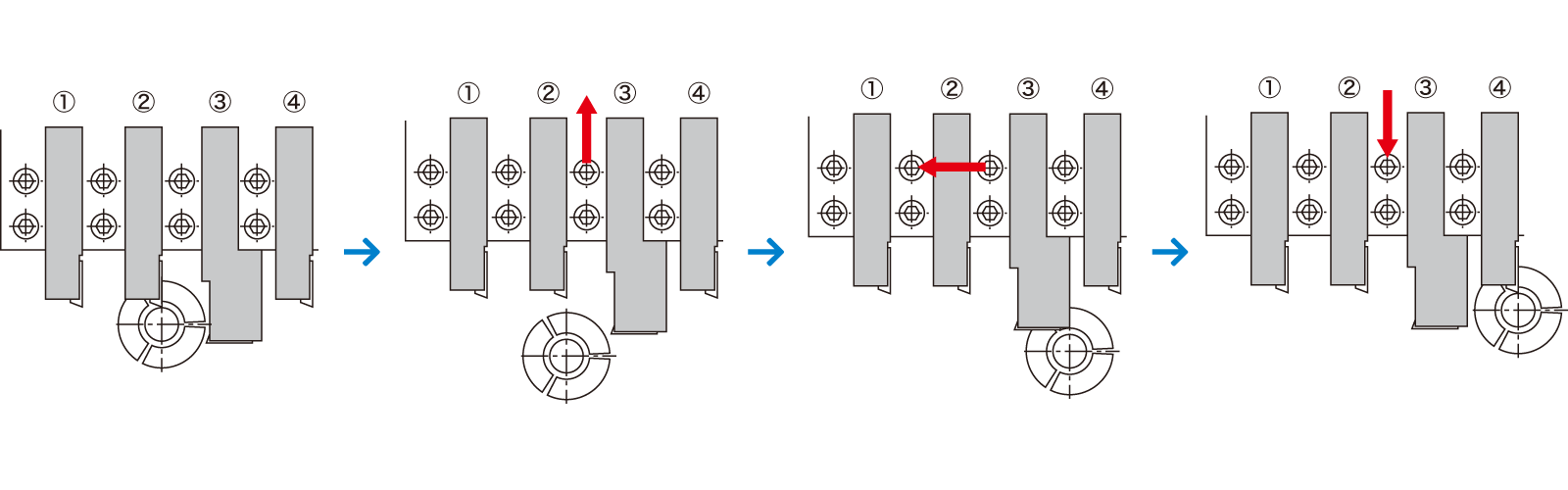
Y軸ホルダを使用した場合、ツール呼出しは①の位置になります。
切削加工をさせるため、位置決めを上図 ③の位置へ行います。
この位置から切削加工に入ります。径方向の切込みは「
Y軸」です
注) 実際のプログラムにおいては、ツールデータ又はプログラム上で、シャンク□分のY補正を行う必要が有ります。