 連続~断続加工用 | 高硬度材加工用CBN
連続~断続加工用 | 高硬度材加工用CBN
高性能、低価格、多用途なCBN
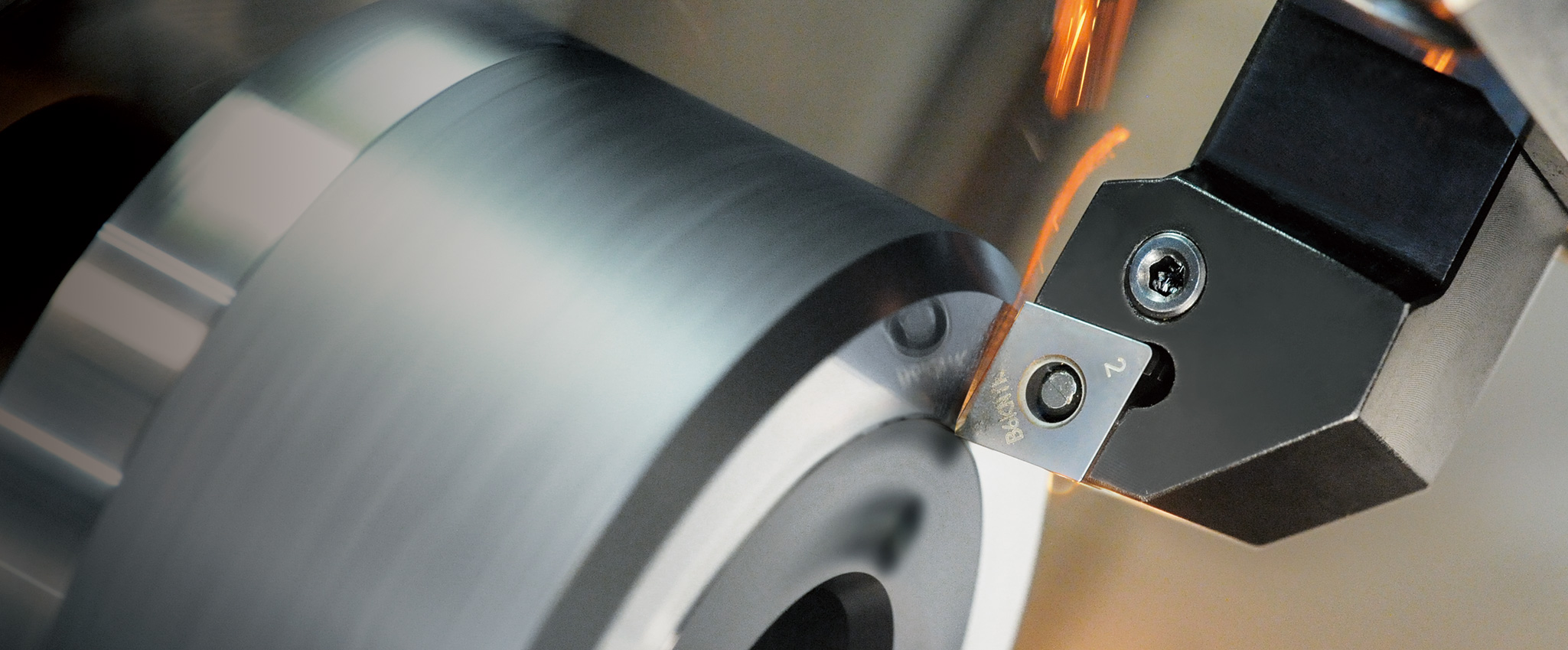
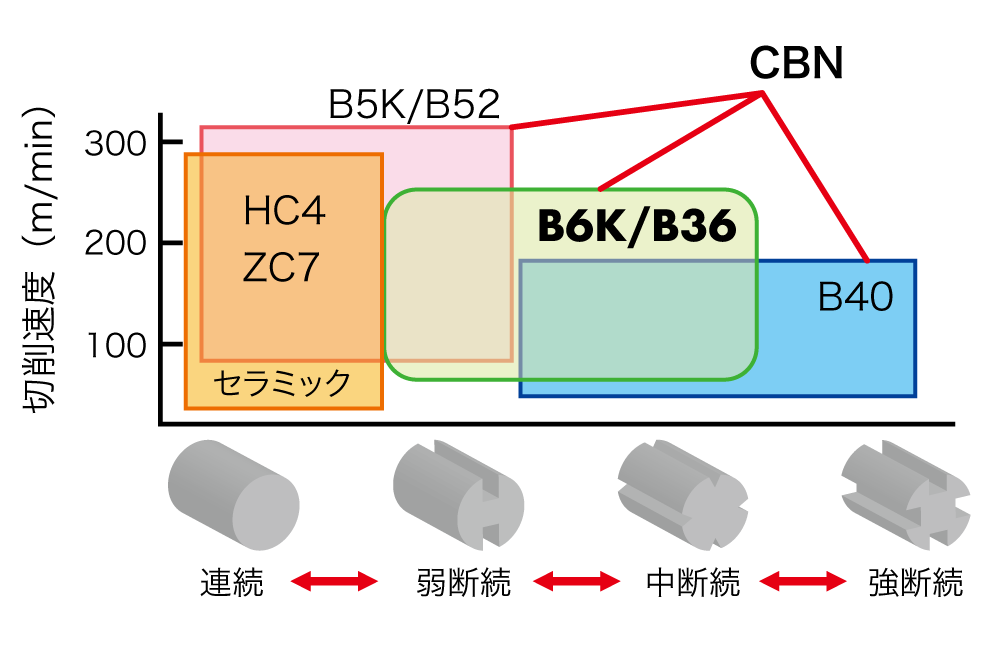
連続から断続まで対応するオールマイティな材質
連続から断続加工に対応した汎用CBN材質
HRC60以上の高硬度材加工に最適
紹介動画

性能
- 特殊TiCNバインダの組み合わせにより、耐摩耗性と耐欠損性を両立
- 連続~断続加工に対応した汎用CBN材質
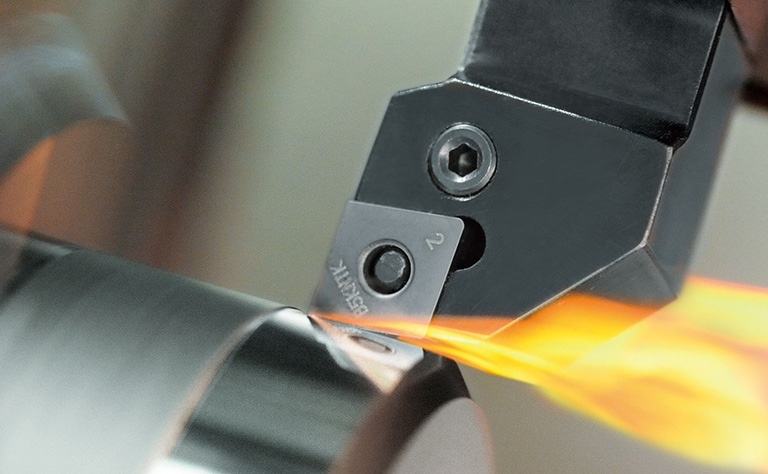
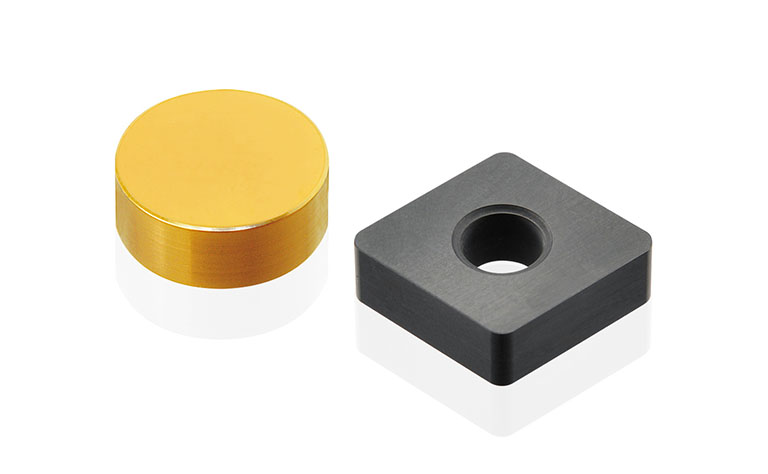
- B6K(コーテッドCBN):
コーテング膜によりワーク内面(低硬度層)加工時のCBN と鉄の化学反応を抑制 焼き入れ部の除去加工に最適
B36(ノンコートCBN): 焼き入れ部のみの加工に最適
適用アプリケーション
高硬度材 連続 ~ 断続加工 HRC60以上
加工用途別推奨材質
加工条件
表を横にスクロール →
| 材質 | 被削材 | 加工方法 | 工程 | 切削速度(m/min) | 送り(mm/rev) | 切込み(mm) | DRY | WET |
|---|---|---|---|---|---|---|---|---|
| B6K/B36 | 高硬度材 (HRC60以上) | 旋削 連続 ~ 断続加工 | 仕上 | 40 - 240 | ~ 0.15 | 0.1 - 1.0 | ● | ● |
加工用途に応じた刃先処理
表を横にスクロール →
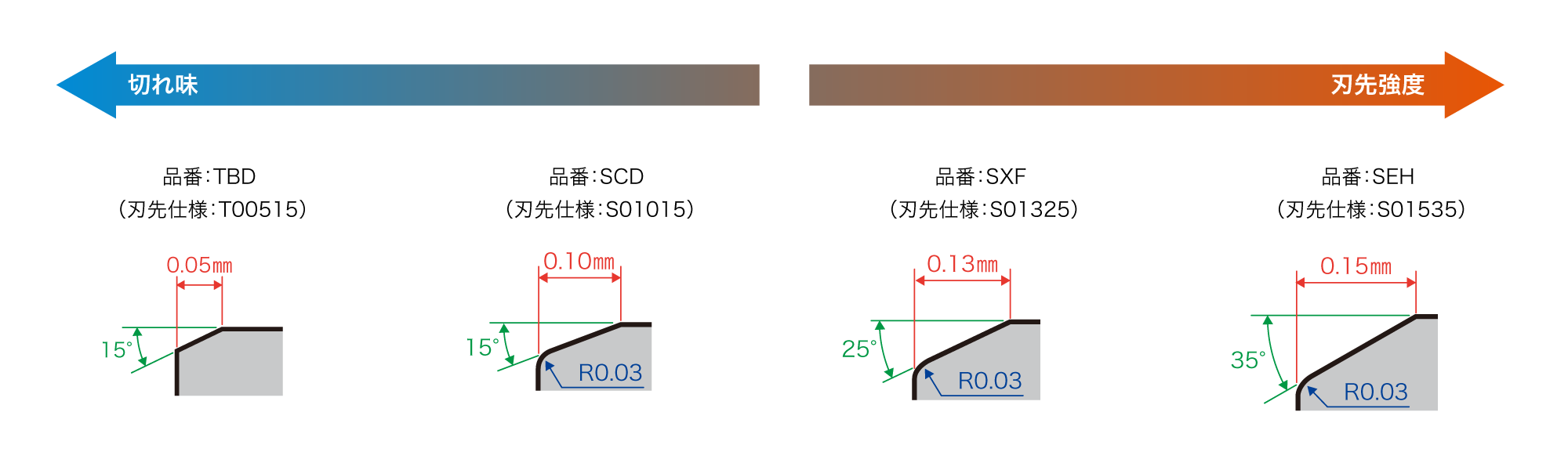
刃先処理の違いによる性能差
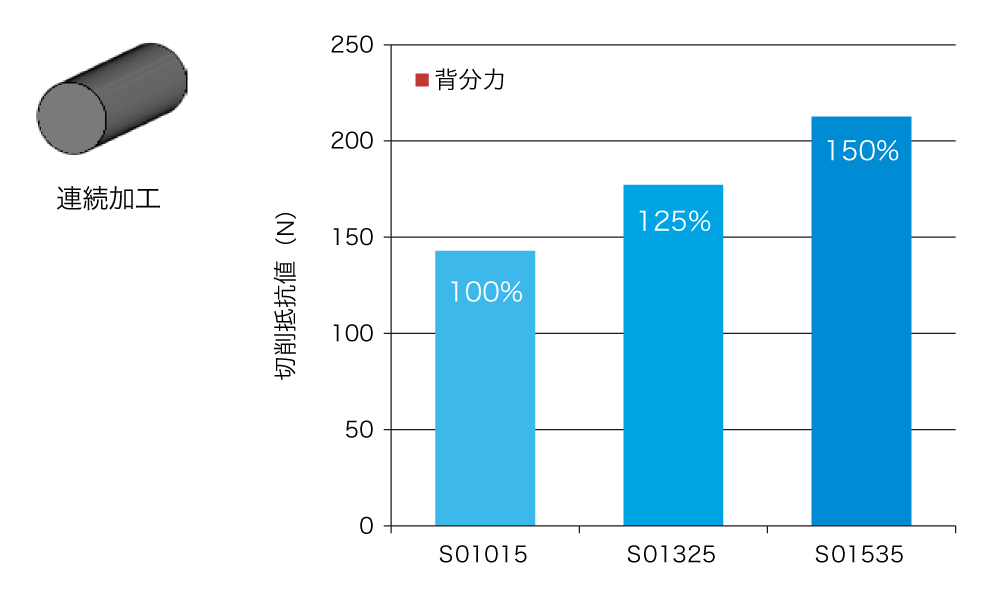
- 刃先処理が大きくなる程、切削抵抗が増大。 特に背分力への影響が大きい。
- [ 切削条件 ]
- SCM415(HRC63-65) vc=200m/min f=0.1mm/rev ap=0.2mm, DRY
- [ インサート形状 ]
- TNGA160408
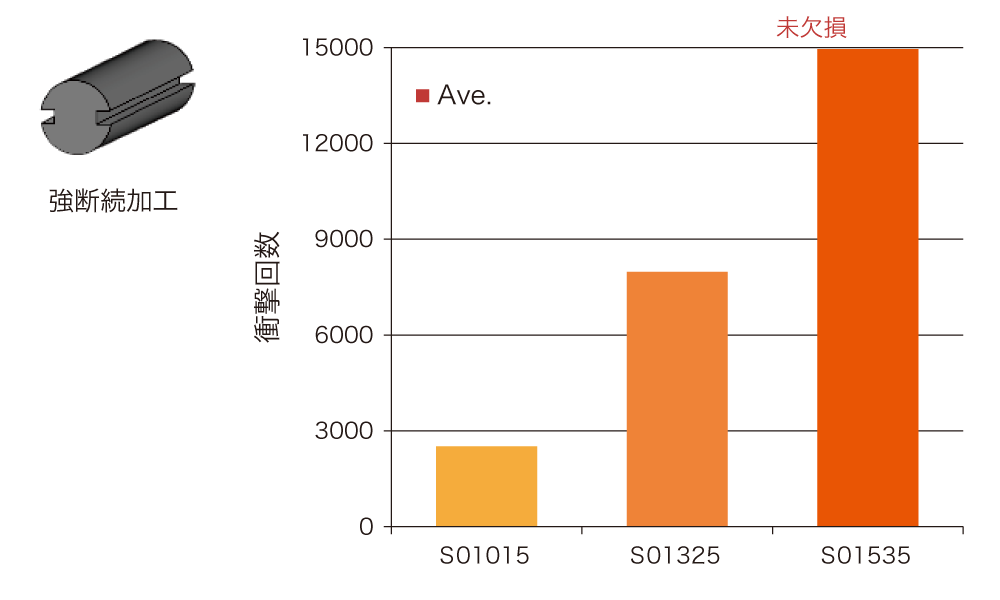
- 刃先処理が大きくなる程、耐欠損性能が向上。
- [ 切削条件 ]
- SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm DRY
- [ インサート形状 ]
- TNGA160408
加工事例
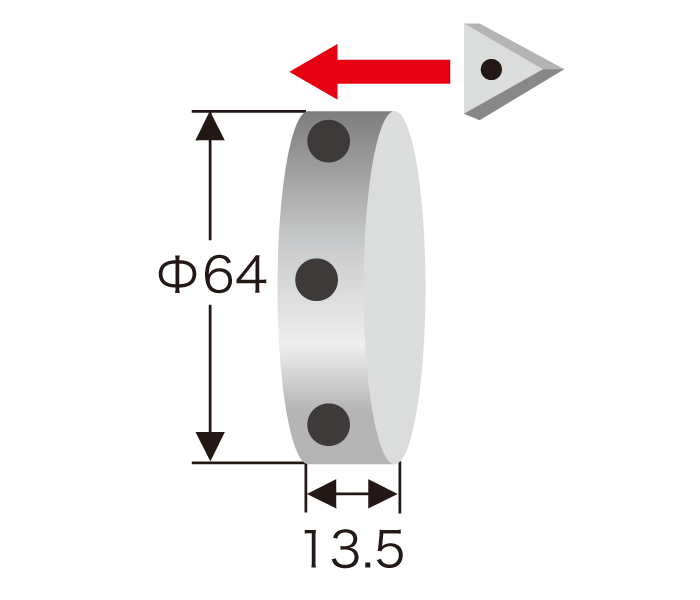
| 機械部品の外径断続加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B6K | 700個/コーナ |
|
| 従来品 | 400個/コーナ |
|
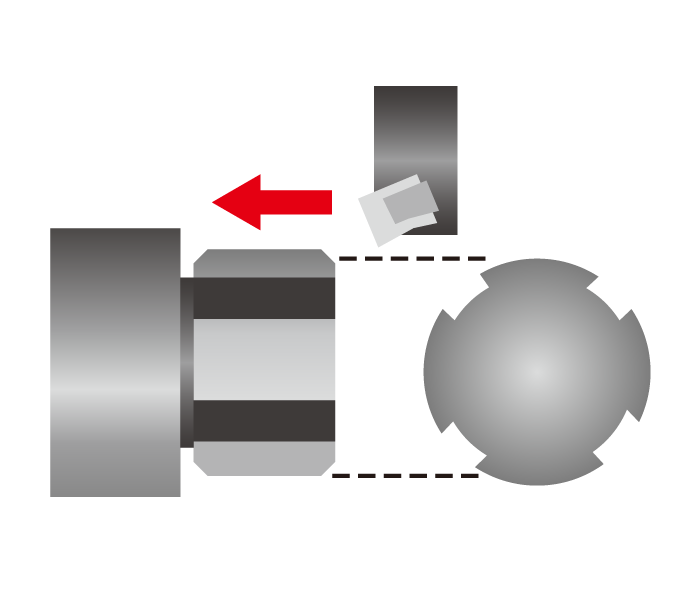
| 自動車部品の外径断続加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B6K | 400個/コーナ |
|
| 従来品 | 150個/コーナ |
|
ラインナップ
ラインナップは製品カタログにてご確認ください