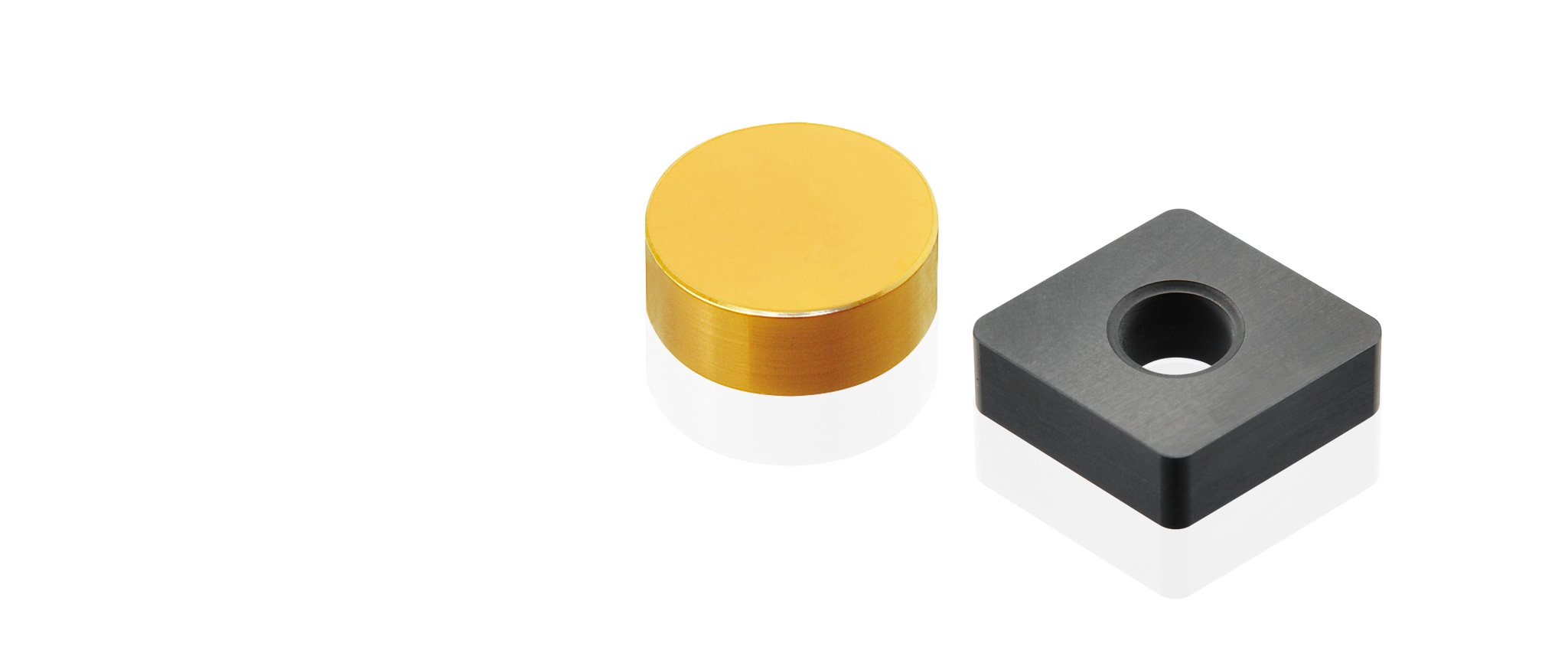
 連続加工用 | 高硬度材加工用セラミック
連続加工用 | 高硬度材加工用セラミック
高硬度材加工コストを大幅に低減
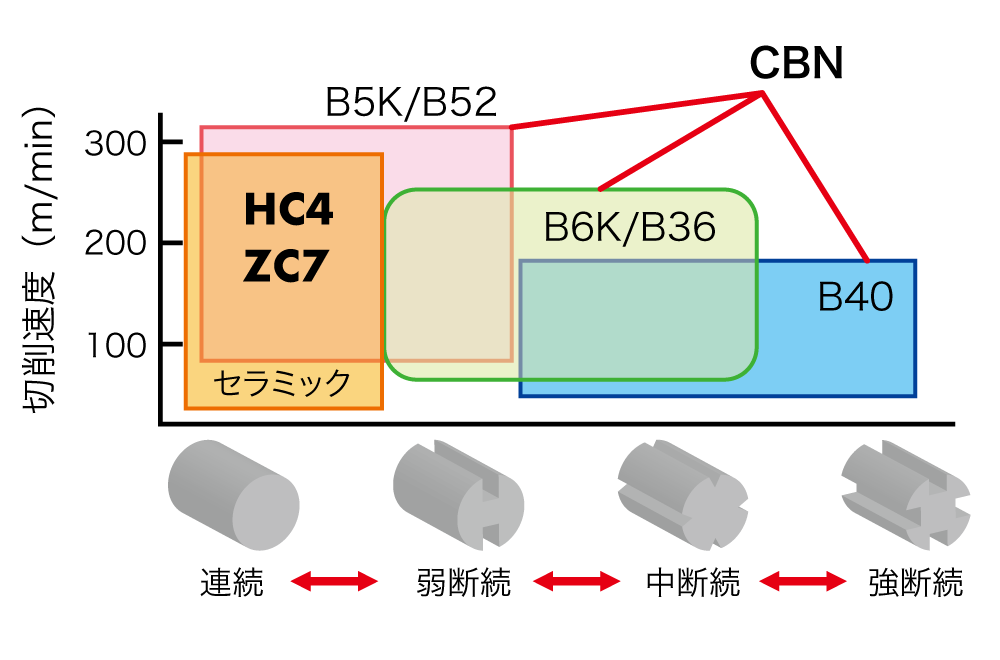
幅広い硬度領域に対応
CBNからの置き換えで工具コスト低減
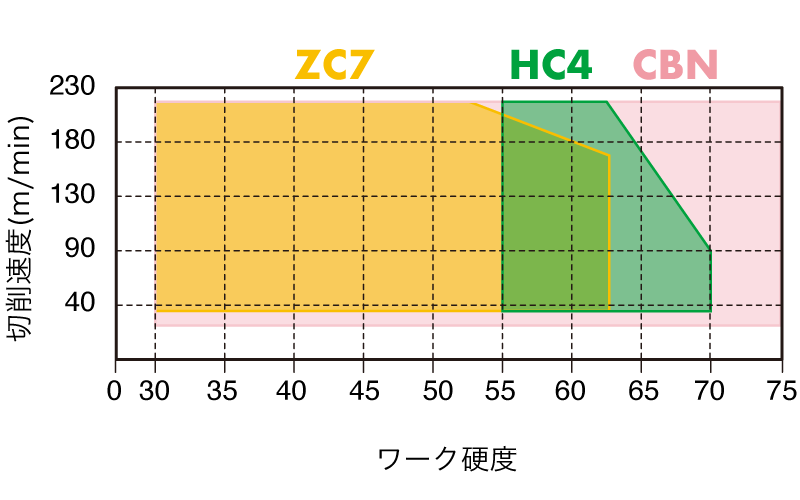
硬度 HRC 30-70の高硬度材に対応
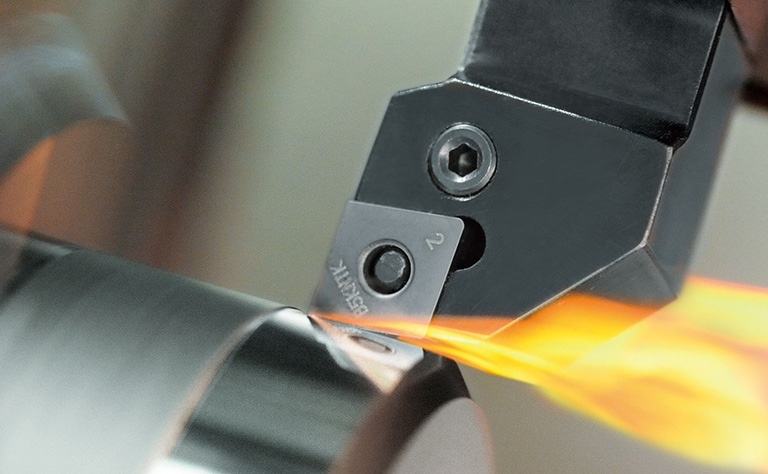
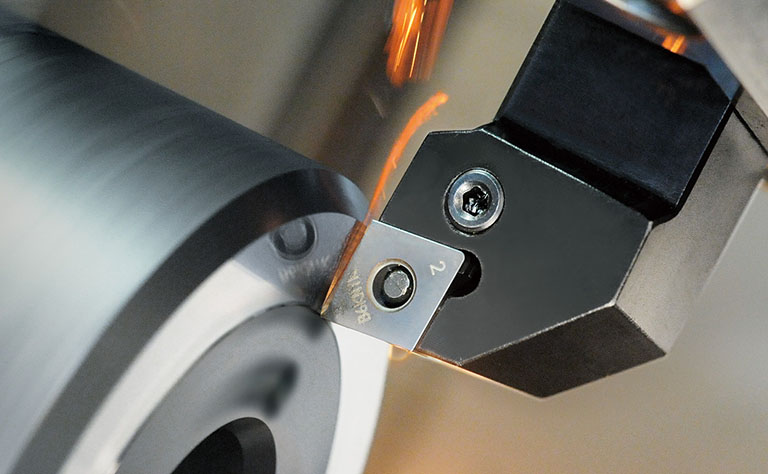
性能
- 高温硬度が高く、高温時の塑性変形量が少ないため、高硬度材の仕上げ加工に最適
- CBNから置き換えることで、工具コストを大幅に低減可能
- ワイパー付き、ブレーカ付きタイプも設定
適用アプリケーション
高硬度材連続加工 HRC30-70
ワーク硬度別推奨材質
加工条件
表を横にスクロール →
| 材質 | 被削材 | 加工方法 | 工程 | 切削速度(m/min) | 送り(mm/rev) | 切込み(mm) | DRY | WET |
|---|---|---|---|---|---|---|---|---|
| ZC7 | 高硬度材 (HRC30-62) | 旋削 連続加工 |
仕上 | 40 - 200 | - | - | - | ● |
| HC4 | 高硬度材 (HRC55-70) |
コーナーRサイズ毎の推奨切込み量と送り
| コーナーR | 切込み量(㎜) | 送り(㎜ /rev) |
|---|---|---|
| R0.4 | 0.15 | 0.05 ~ 0.08 |
| R0.8 | 0.3 | 0.08 ~ 0.10 |
| R1.2 | 0.4 | 0.10 ~ 0.13 |
| R1.6 | 0.5 | 0.13 ~ 0.16 |
| RNタイプ | 2.0 | 0.16 ~ 0.25 |
CBNとの使い分け
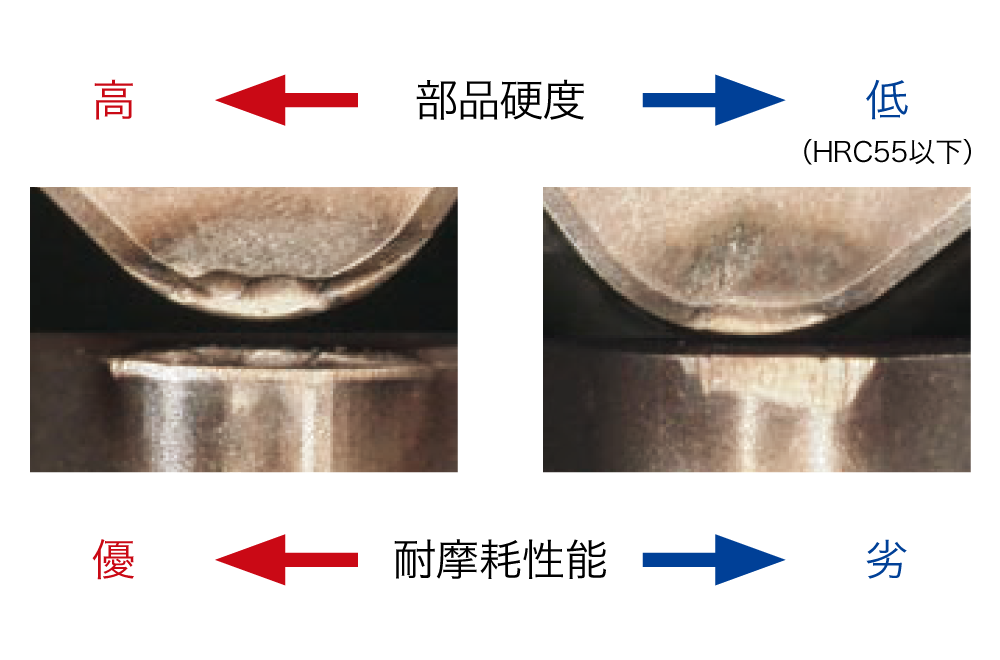
- CBN工具は部品硬度が低い時、耐摩耗性が劣ります。
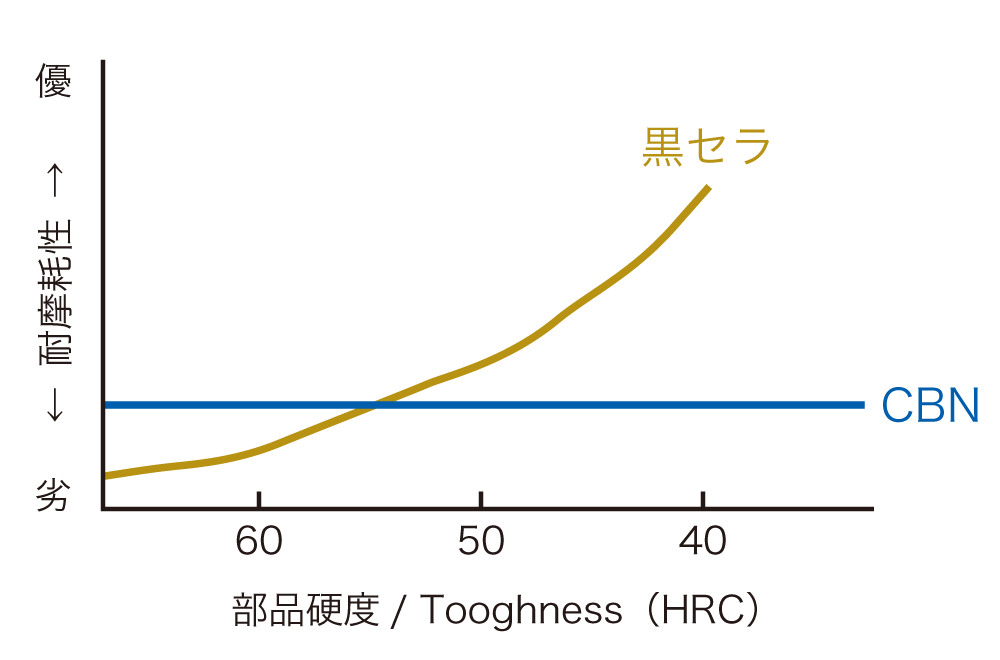
- HRC55以下の加工に於いて、CBNに対し耐摩耗性が優れます。
ワイパー刃付きインサートもラインナップ
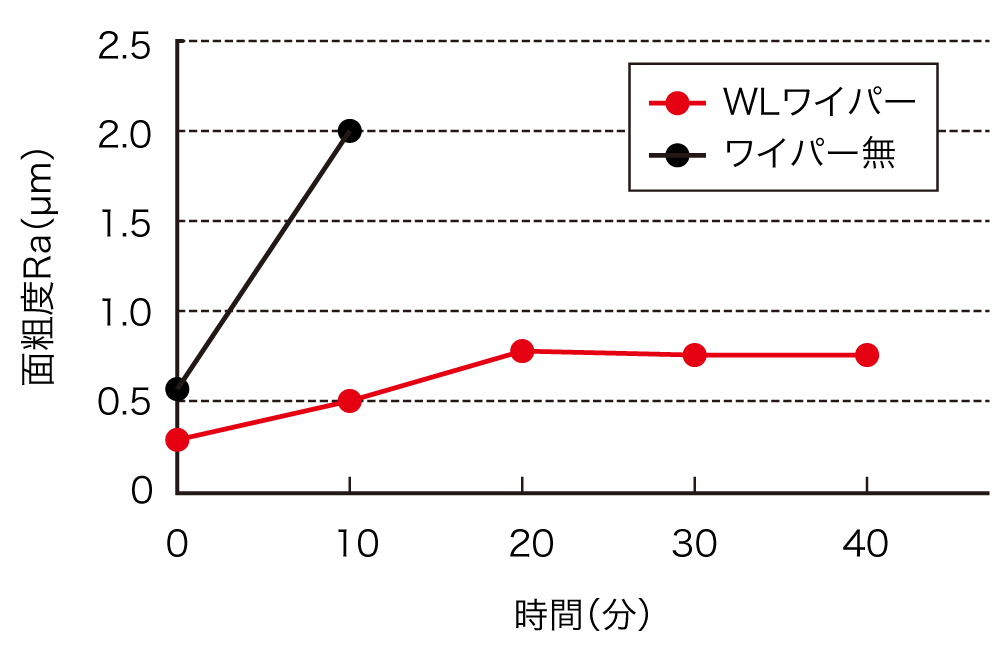
- 通常インサートと比べ、加工時間が延びても面粗さをの維持が可能です。
- [ 切削条件 ]
- Vc = 100m/min f = 0.1㎜/rev ap = 0.5㎜
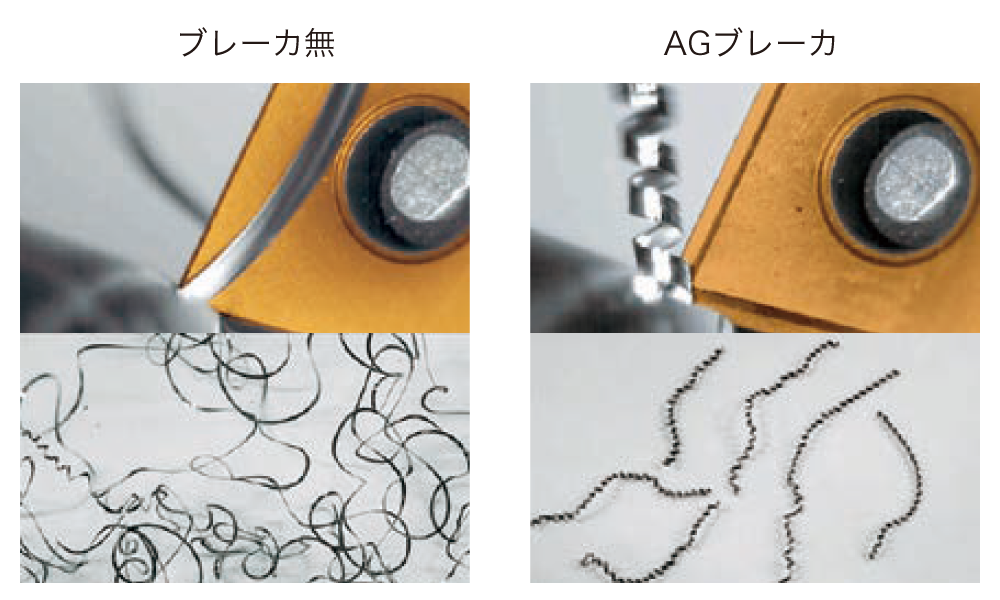
- セラミック工具“ZC7”に“AGブレーカ” を付加する事で、切屑処理問題による加工面不良や機械停止が改善され長時間稼働が可能となります。
- [ 切削条件 ]
- SCM415 浸炭焼入 HRC50 vc = 150m/min f = 0.2㎜/rev ap = 0.2㎜
加工事例
| ギア加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
| ZC7 (4コーナ) | 70個/コーナ |
|
| 他社CBN (2コーナ) | 50個/コーナ |
|
- ZC7は、他社CBNに比べ、コーナ当たりの寿命延長を可能にし、大幅なコストダウンを実現。
| 工具部品加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
| ZC7 | 50ヶ安定加工 |
|
| 他社CBN | 50ヶ寿命不安定 |
|
- CBNと同数の加工が可能となり、寿命も安定。大幅なコストダウンが可能となった。
ラインナップ
ラインナップは製品カタログにてご確認ください