GEN3シリーズ穴あけ加工| コーテッド超硬チップ
高速・高送りにて高能率加工を実現
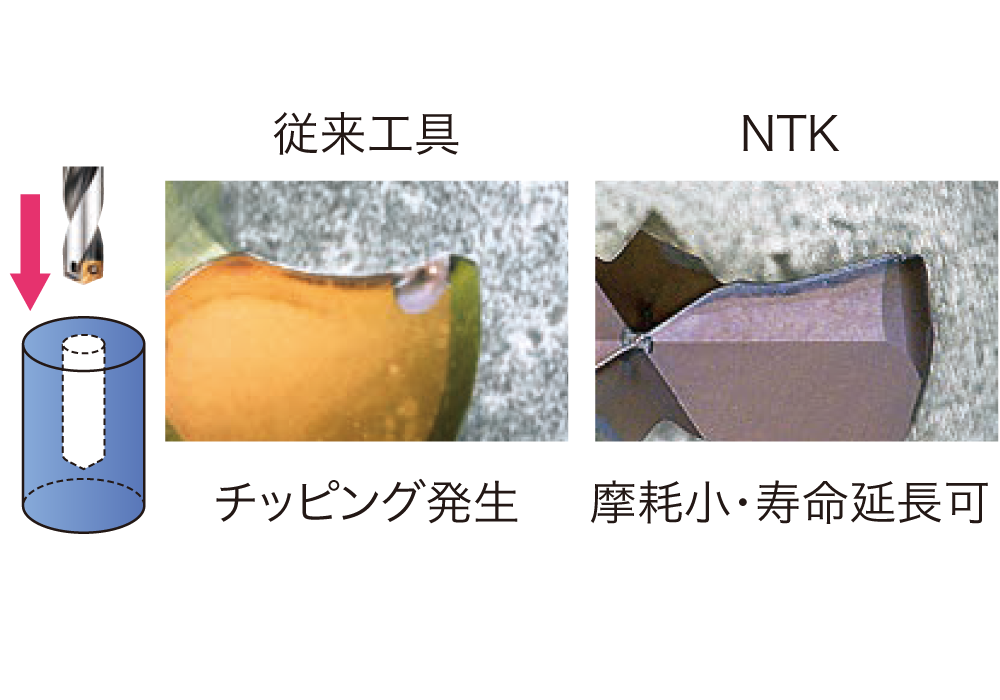
良好な切屑処理により安定加工を実現
耐摩耗性に優れたコーテッド超硬チップとオリジナルブレーカ形状で、
高能率穴あけ加工を実現
加工径φ11.0~φ35に対応するチップを標準化
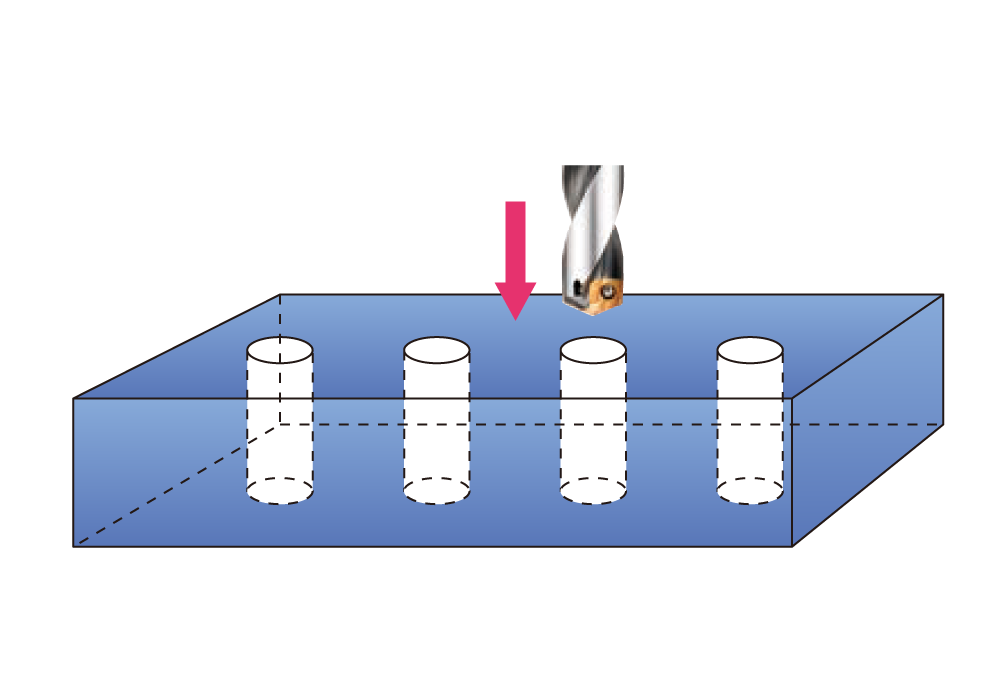
最大加工深さ「12D」までの深穴加工に対応
特長
- 高速加工による高能率穴あけ加工を実現
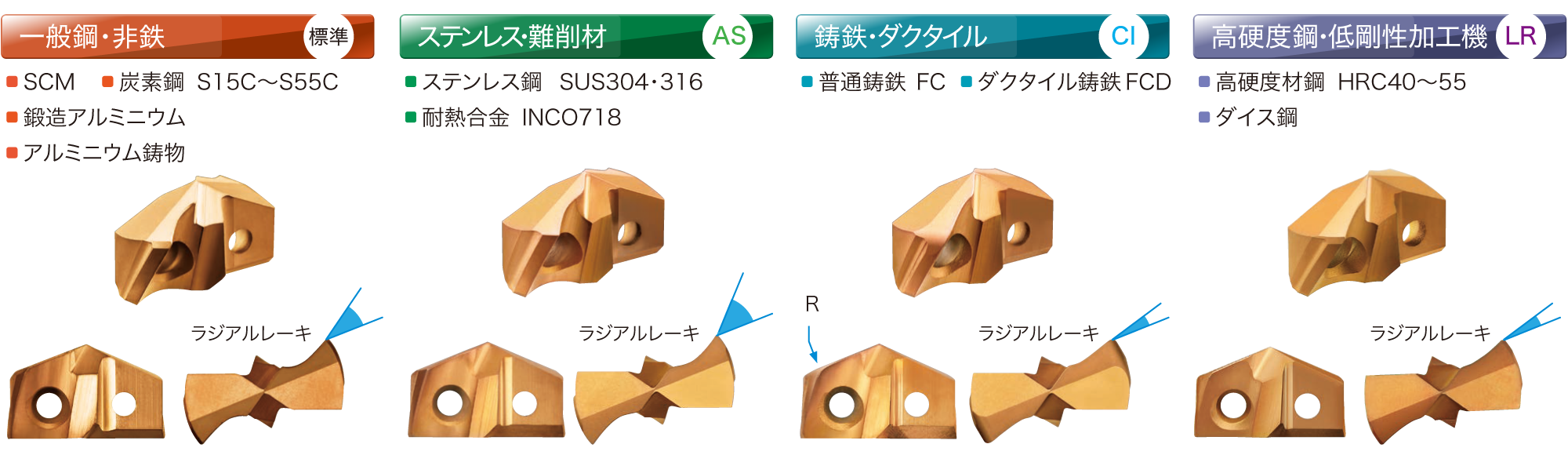
- 被削材毎に最適なブレーカをラインナップ
- ホルダ先端からのクーラント供給により、切屑を排出
- 切屑を分断するためのステップ送りは不要
適用アプリケーション
各種被削材 穴あけ加工
被削材毎に最適なブレーカにより良好な切屑排出を実現

対応刃径と加工深さ
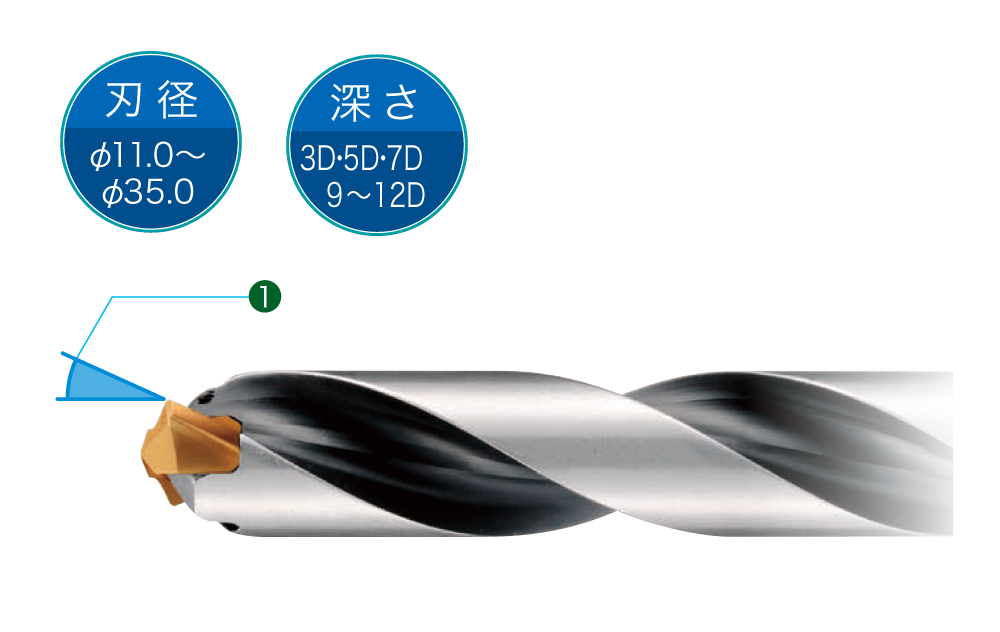
❶低抵抗型の刃先形状
刃径:φ11.0〜φ35.0 深さ:3D.5D.7D.9-12D
安定した高速加工が可能
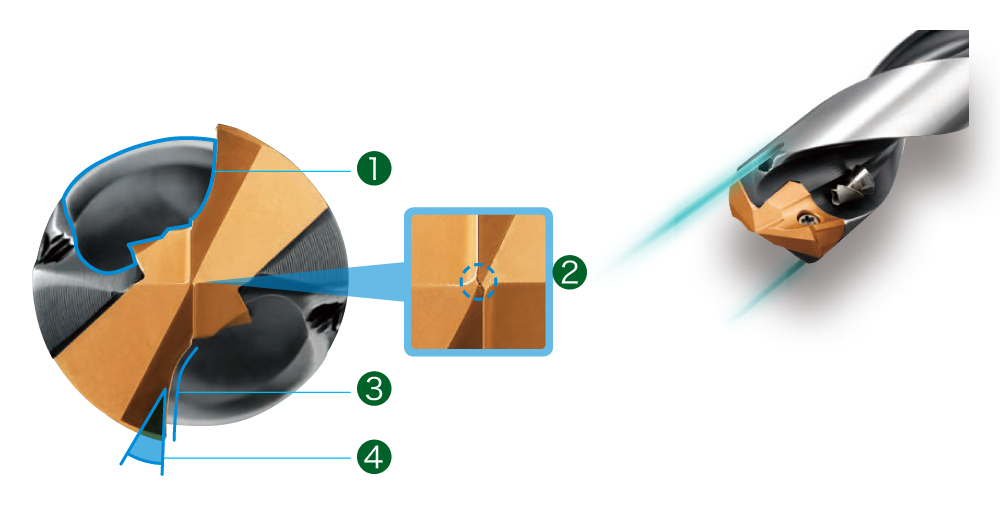
❶ 大きくとった切屑ポケット
❷ 求心性に優れるXシンニング
❸ 低抵抗型の刃先形状
❹ ラジアルレーキ角(半径方向すくい角)
加工用途に応じた刃先処理
表を横にスクロール →
加工事例
| 自動車ブレーキ部品(φ15×87mm, 6D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 153mm/min |
| 他社ハイスドリル | 41mm/min |
従来工具より加工能率が3.7倍と大幅に向上したことに加え て、ステップ送りを無くすことで、加工時間が1/11以下と なった。
| 汽車部品(φ27×135mm, 5D) | |
|---|---|
|
 |
|
|
|
|
|
|
|
NTK | 170mm/min |
| 他社チップ交換式超硬ドリル | 80mm/min |
従来工具に比べ、加工能率が2倍以上に向上した。
従来工具に比べ、寿命が2倍に向上した。
加工条件
ラインナップ
ラインナップは製品カタログにてご確認ください