 보통주철 연속 정삭 가공| 알루미나계 세라믹
보통주철 연속 정삭 가공| 알루미나계 세라믹
보통주철 정삭 가공의 제1추천 재질
고온경도・강도에 뛰어난 알루미나계 입자로 안정적인 고속 정삭가공을 실현
Vc=~700m/min의 고속 가공에 대응
성능
- 고속 정삭 가공 전용 재질
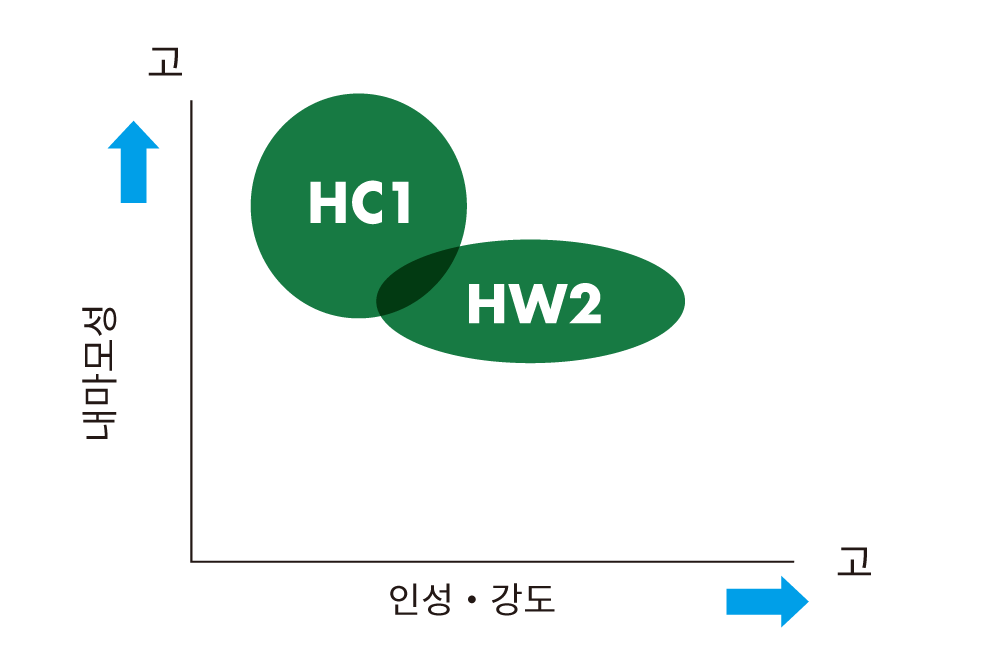
- HC1 : 내마모성을 중시
- HW2 : 내결손성을 중시
적용사례
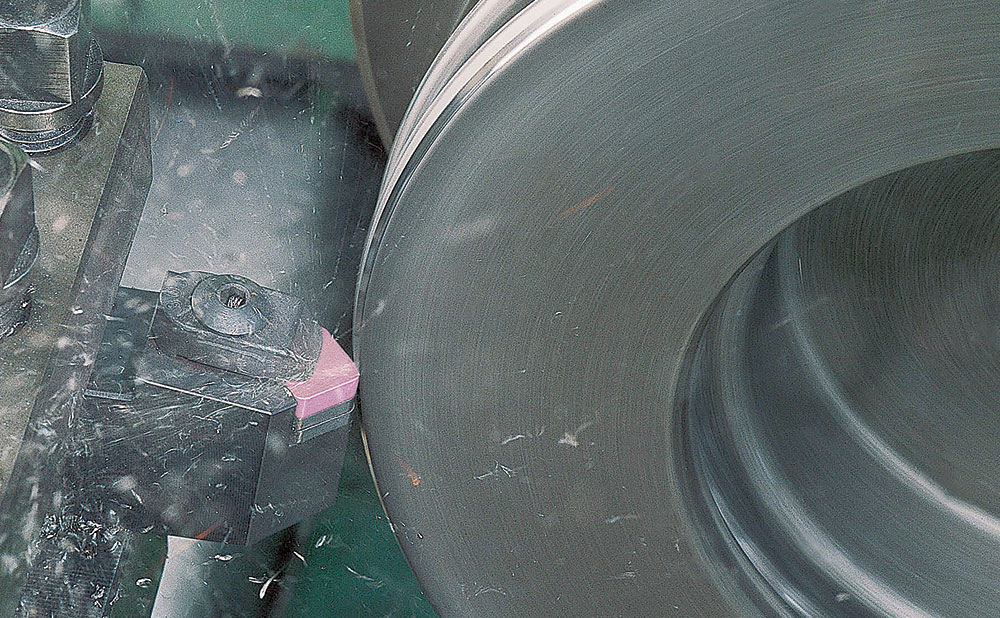
보통주철 정삭가공
실린더 라이너의 황삭~정삭
재질별 특성
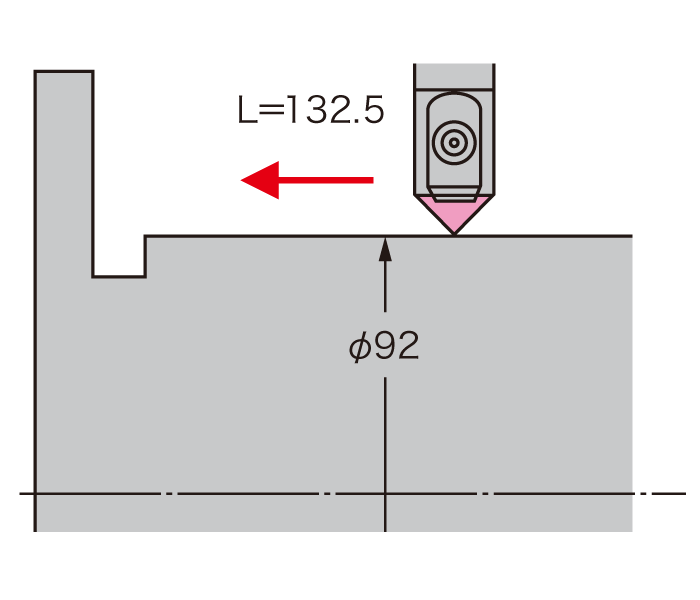
가공 조건
표 스크롤 →
| 재질 | 피삭재l | 가공방법 | 공정 | 절삭속도 (m/min) | 이송 (mm/rev) | 절입량 (mm) | 절삭유 |
|---|---|---|---|---|---|---|---|
| HC1 | 보통주철 | 선반가공 | 선반 정삭 가공 | 350 - 700 | 0.1 - 0.4 | -2.0 | 건식 |
| HW2 | 그레이 캐스트의 황삭에서 반 단속 마무리까지 실린더 라이너의 황삭에서 정삭까지 |
350 - 600 |
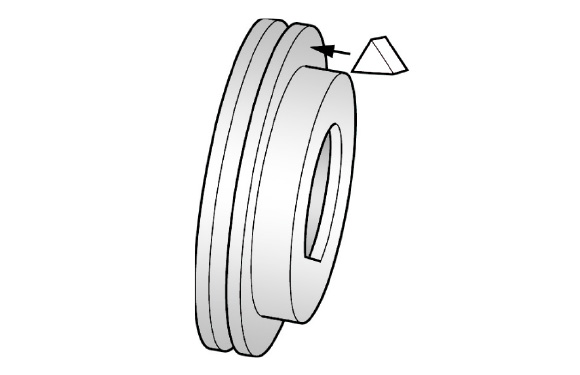
보통주철 FC150 정삭 가공
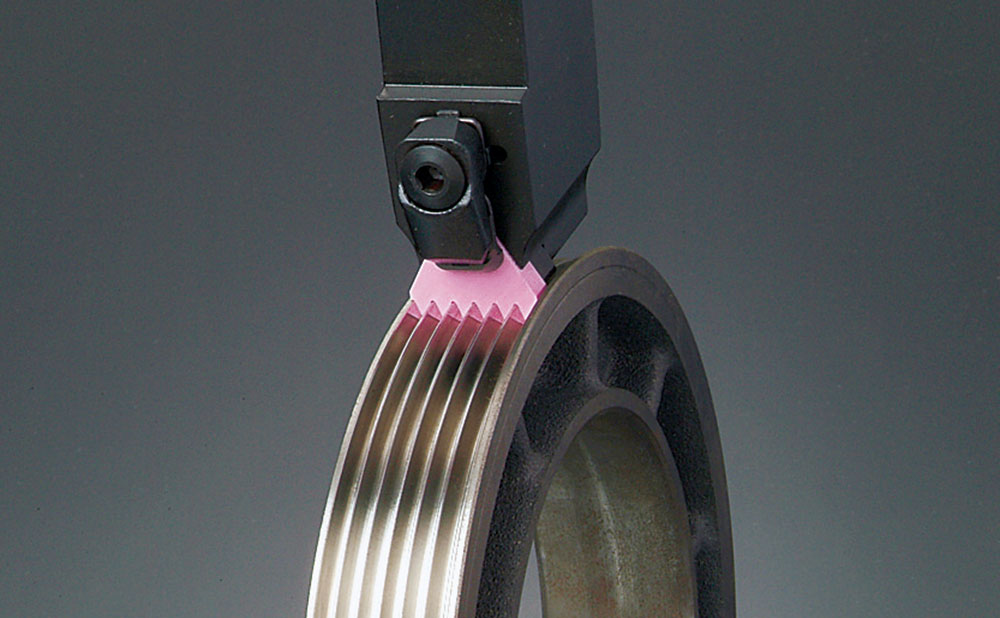
폴리 V 풀리 가공용 특수 인서트
가공 사례
| 디스크 브레이크 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC1 | 130 개 / 코너 |
|
| 경쟁사 흑색세라믹 | 60 개 / 코너 |
|
- HC1은 경쟁사 흑색 세라믹 대비, 2배의 수명을 달성하였다.
| 실린더 라이너 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HW2 | 70 개 / 코너 |
|
| 경쟁사 세라믹 | 30 개 / 코너 |
|
- HW2는 경쟁사 제품에 비교하여, 2배의 수명연장에 더해서 양질의 제품과
우수한 가공면을 얻었다.
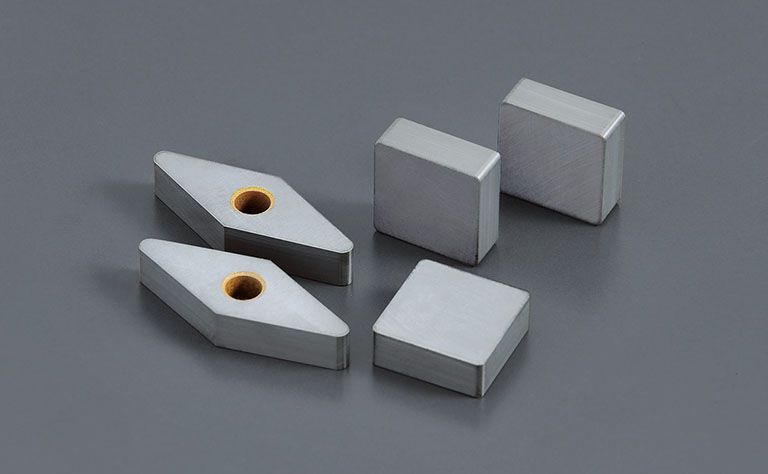
라인업



Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch