
 보통주철 흑피가공용 내마모성 중시| 질화규소계세라믹
보통주철 흑피가공용 내마모성 중시| 질화규소계세라믹
황삭가공의 제1추천 재질
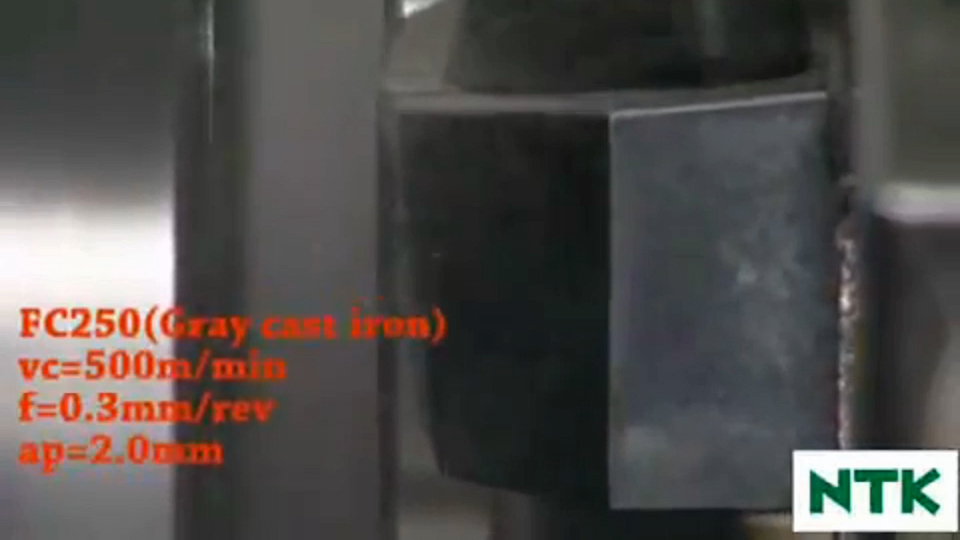
보통주철을 Vc=~1,200m/min로 가공
뛰어난 내경계마모성
뛰어난 내열충격성
소개 동영상
성능
- 경계마모 진행을 크게 억제하여, 고속가공 및 긴수명 가공이 가능
- 내열충격성 우수하고 습식가공・밀링가공으로도 사용 가능
적용사례
보통주철의 흑피가공
선삭 / 밀링
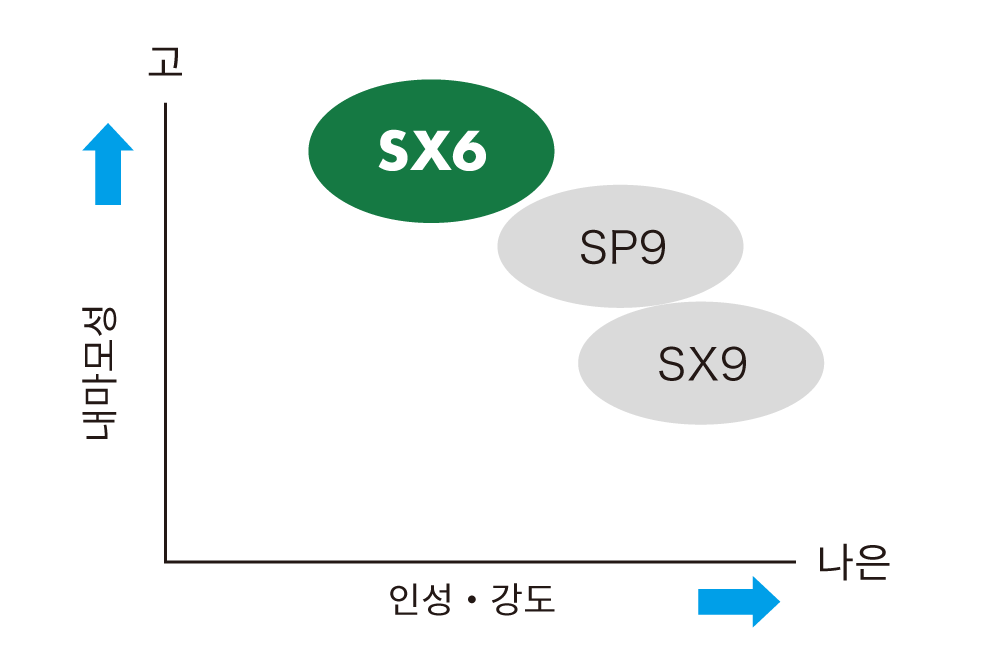
재질별 특성
가공 조건
표 스크롤 →
| 재질 | 피삭재l | 가공방법 | 공정 | 절삭속도 (m/min) | 이송 (mm/rev) | 절입량 (mm) | 절삭유 |
|---|---|---|---|---|---|---|---|
| SX6 | 보통주철 | 선반가공 | 흑피가공, 강단속가공 | 450 - 1000 | 0.3 - 0.5 | -3.5 | 건식 / 습식 |
| 밀링가공 | 450 - 1200 | 0.07 - 0.2 |
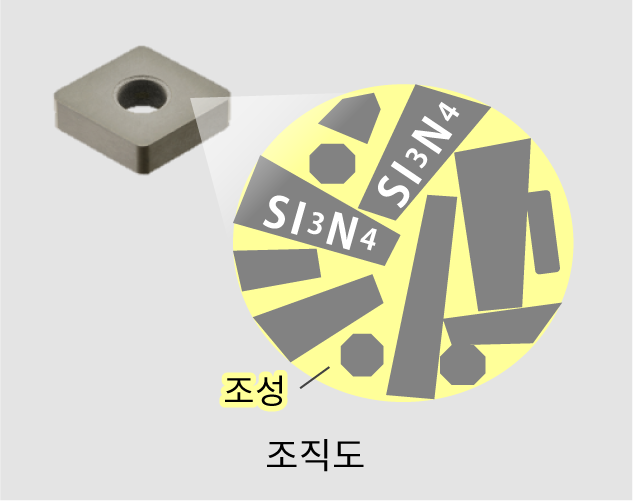
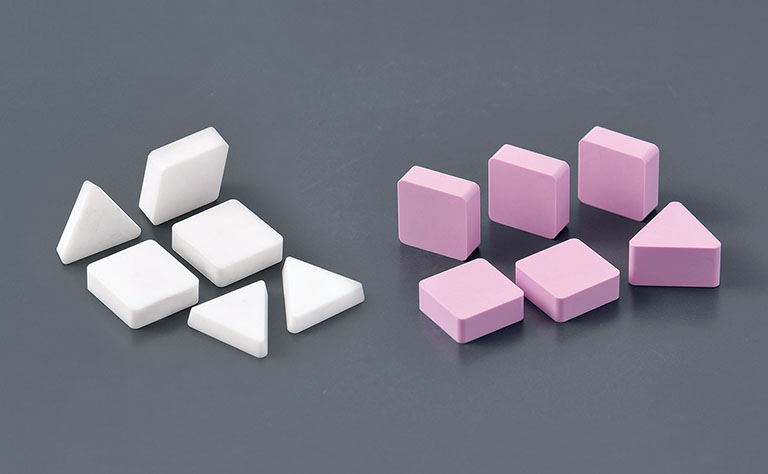
왜 질화규소계 세라믹이 파손에 강한가
질화규소(Si3N4)가 주성분으로, 알루미나계와 다르게, 입자가 바늘 모양으로 되어 있는 것이 특징이다
바늘 모양의 입자가 얽혀 있는 것으로, 절삭 가공시의 충격에 의한 균열 (크랙)의 진행을 대폭 억제할 수 있어, 파손을 되는 것을 방지합니다.
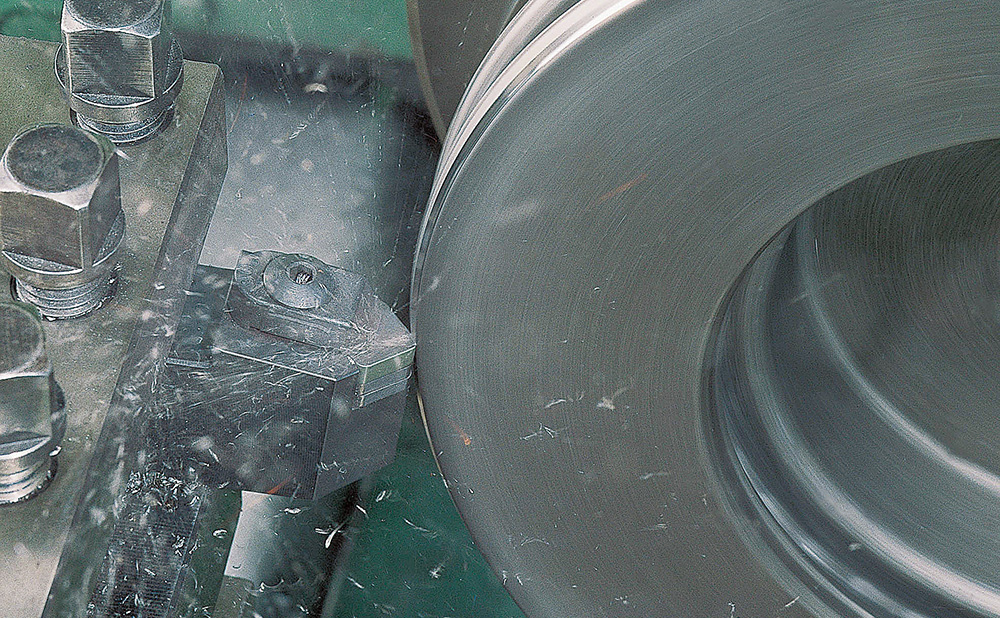
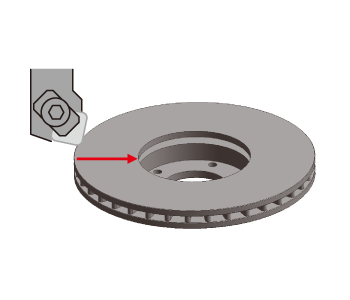
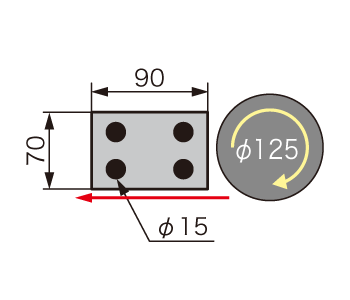
보통주철 FC150선삭, 흑피가공
가공 사례
| 브레이크 디스크 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SX6 | 75 개 / 코너 |
|
| 其他公司氮化硅 | 50 개 / 코너 |
|
- SX6은 경쟁사 질화규소계 세라믹 대비, 1.5배의 수명연장을 실현
| 구성 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SX6 | 360 개 / 코너 |
|
| 경쟁사 초경 인서트 | 260 개 / 코너 |
|
- 세라믹을 사용한 고속밀링가공으로 기존 초경 인서트 대비 사이클 시간(1Pass가공 0.40min→0.15min)이 크게 단축되고 약 1.4배의 수명연장이 가능하였다.
또한 네거티브 사양으로 코너수가 증가하여 종합적인 원가를 절감 할 수 있었다.
라인업



Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch