
Y-axis holder seriesSelección para torneado frontal, torneado en retroceso, ranurado,Ranurado multifuncional (para piezas de bobina y en aplicaciónes no ferrosas) | Para tornos estilo suizo CNC (estilo de estación de herramientas adicional vertical)
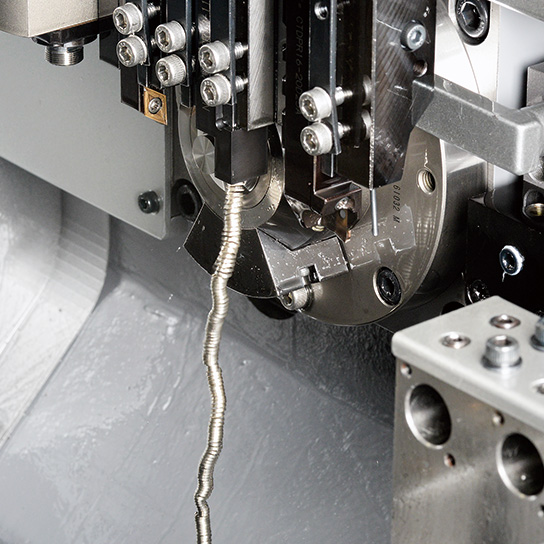
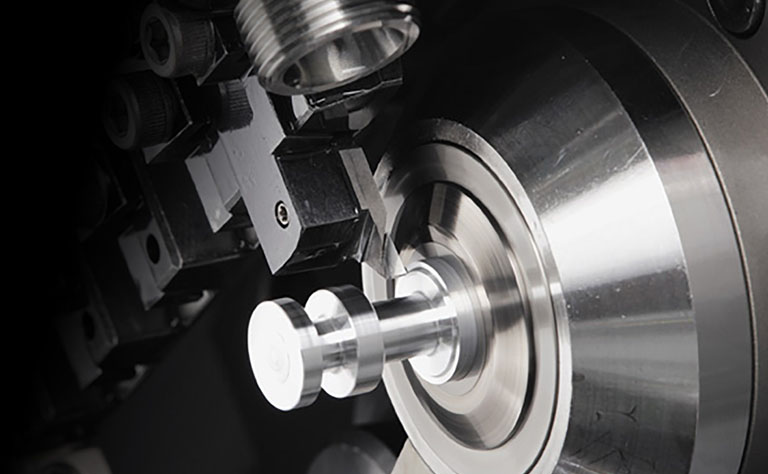
Utiliza la gravedad para dirigir las virutas hacia abajo, alejándolas de la pieza
Elimina de forma natural los problemas de control de virutas
Reemplace su portainsertos tradicional por un portainsertos de la serie Y-axis en la estación grupal de herramientas y vea la diferencia en el control de viruta. No más virutas enredados
Video del producto
Características
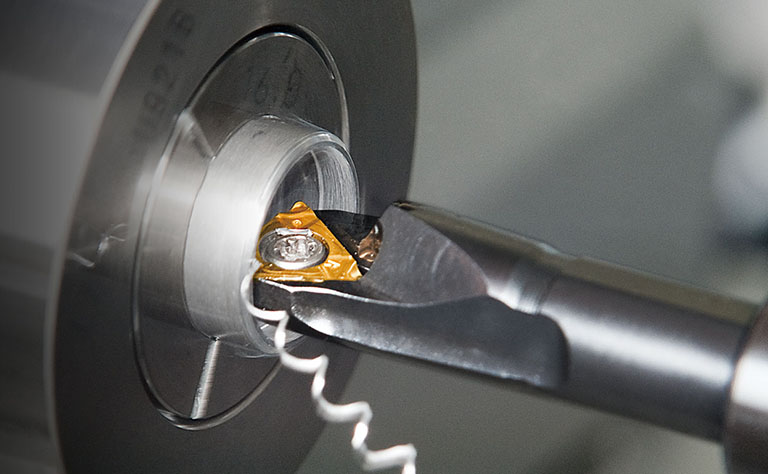
- Elimina la posibilidad de que las virutas se enreden
- las virutas caen automáticamente lejos de la pieza
- Utilice refrigerante a través de los soportes del Y-axis y mejore la vida útil de la herramienta y la consecuente estabilidad dimensional
Aplicación de herramientas
Giro frontal / Girando hacia atrás / Para ranurado frontal
Guía de programación
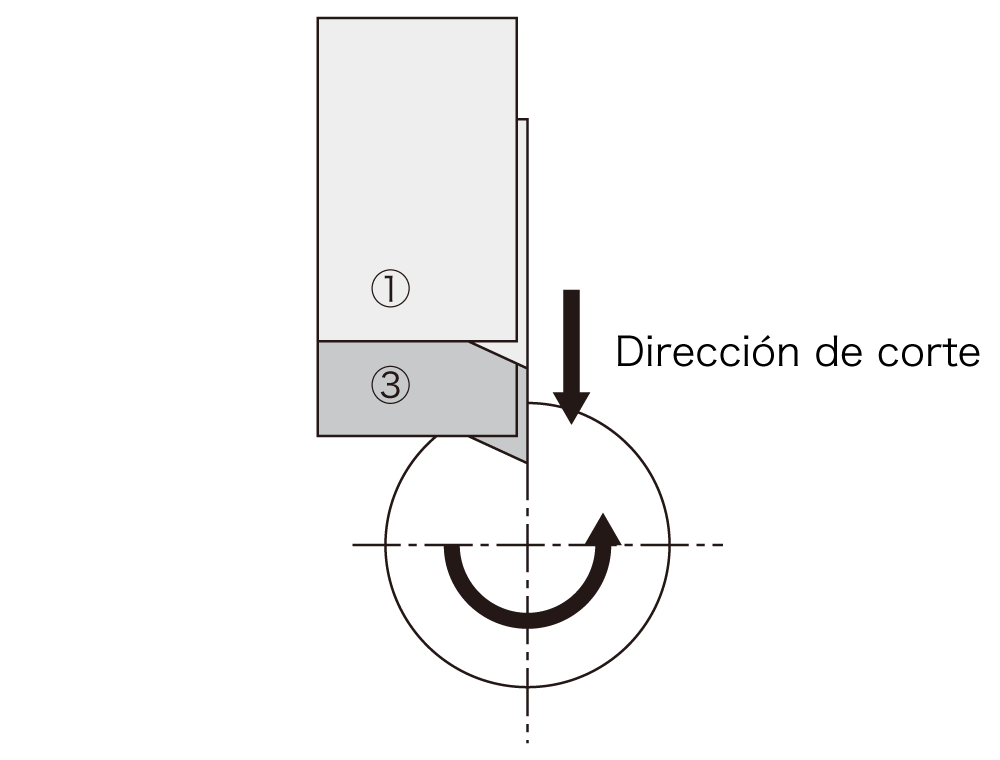
Portainsertos convencional
-
- Ejemplo de programa
- ① T300 ... Seleccionar herramienta
② G0 X11.0 Z0 T3 ... Posicionamiento de insertos
③ G1 X8.0 F0.08 ... Corte a 8.0 mm
⑤ Z5.0 F0.05 ... Cortar hasta 5,0 mm de longitud
⑥ X11. X11.
⑦ G0 X11.0
En torneado frontal general se selecciona una herramienta y se mueve a la posición de preparación y luego se inicia el corte.
La dirección de corte es el "eje X"
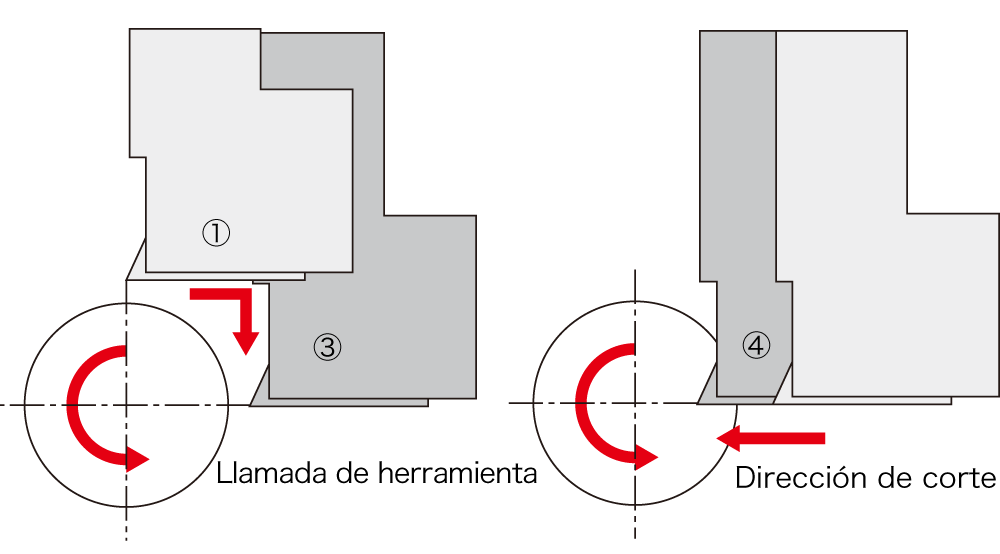
Mecanizado con portainsertos Y-axis
-
- Program sample
- Ejemplo de programa
① T300 ... Seleccionar herramienta
② G0 Y11.0 T3
③ X0... X0 ... Colocación de insertos
④ G1 Y8.0 F0.08 ... Corte a 8.0 mm
⑤ Z5.0 F0.05 ... Cortar hasta 5,0 mm de longitud
⑥ Y11.0
⑦ G0 X11.0
Cuando se utiliza el portainsertos Y-axis, la selección de herramienta ①. El inserto se movió a la posición de corte y el corte comienza desde esta posición. La dirección de corte es el "eje Y"
Nota: Necesita una compensación y en el programa para el tamaño del zanco del portainsertos
Guia de posicionamiento del portainsertos del Y-axis
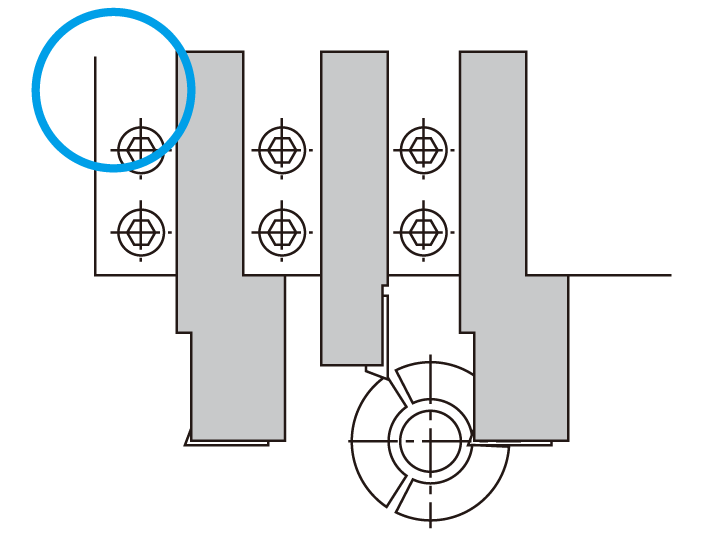
Utilice un máximo de 2 en torreta lateral y no instale uno al lado del otro para evitar problemas de interferencia
la pieza de trabajo y el portainsertos del Y-axis pueden interferir entre sí
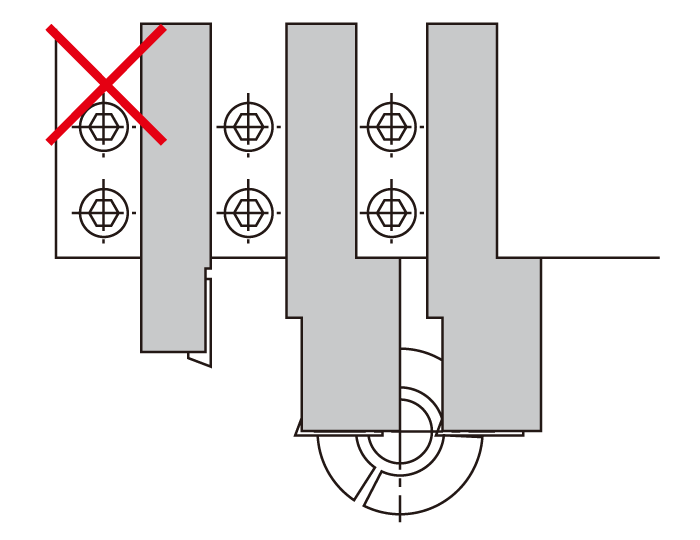
El posicionamiento típico es empatarlos en grupo
- Al pasar de la herramienta No. ② a ④, programe la posición de retracción según la cantidad de voladizo del portainserto Y-axis.
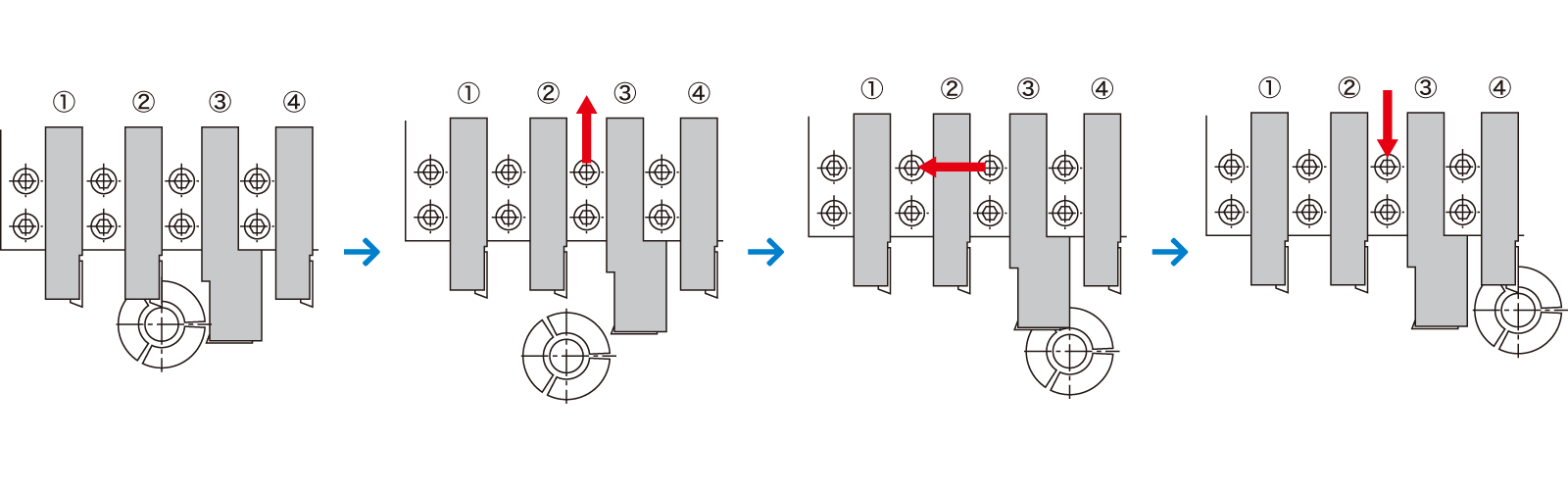
Para garantizar el espacio libre, el portainsertos del eje y en la posición de herramienta ③ no choca contra la pieza de trabajo.
Tabla de diámetros de pieza y del portainsertos Y-axis
Desplazar la tabla →
Alineamiento de herramientas
Consulte el catálogo de productos para ver la línea de herramientas
Otros productos recomendados
-
GTPAHerramienta multifuncional para maquinar materiales no ferrosos| Tornos CNC suizos
La mejor herramienta para que a partir de material embobinado se maquinen válvulas de aluminio
-
Mogul barsPara operaciones de torneado interno| Tornos CNC suizos
Resuelve problemas comunes asociados con las operaciones de torneado interno
-

SHAPER DUOPara el maquinados de cajas para toque en cabezas de tornillo | Tornos CNC suizos
Maquinado altamente productivo de cajas para torque
-

S-MILLPara cortador vertical| Tornos CNC suizos
Diseño único de NTK para efectivo formado
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab