| Flute | ⌀Dc (mm) (inch) | Carbon steel | Alloy steel | Stainless steel | 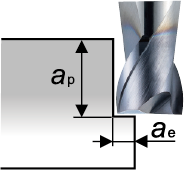 ae = ⌀Dc × 0.2 ae = ⌀Dc × 0.2 |
 ae = ⌀Dc × 0.5 ae = ⌀Dc × 0.5 |
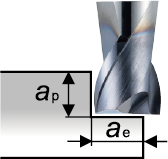 ae = ⌀Dc × 0.75 ae = ⌀Dc × 0.75 |
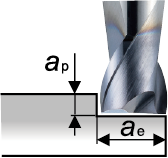 ae = ⌀Dc × 0.9 ae = ⌀Dc × 0.9 |
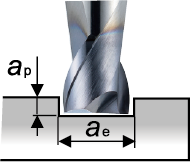 ae = ⌀Dc ae = ⌀Dc |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
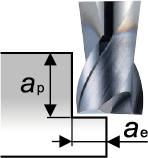
| min-1 rpm | mm/min IPM | min-1 rpm | mm/min IPM | min-1 rpm | mm/min IPM | ap (mm) (inch) | ae (mm) (inch) | ap (mm) (inch) | ae (mm) (inch) | ap (mm) (inch) | ae (mm) (inch) | ap (mm) (inch) | ae (mm) (inch) | ap (mm) (inch) | ||
| 2 flute | 2.0 .079 | 6,000 14,300 | 100 9.1 | 6,000 11,100 | 100 7.1 | 6,000 10,300 | 90 5.5 | ≦ 2.0 .079 | 0.4 .016 | ≦ 0.8 .031 | 1.0 .039 | ≦ 0.6 .024 | 1.5 .059 | ≦ 0.5 .020 | 1.8 .071 | ≦ 0.4 .016 |
| 3.0 .118 | 6,000 9,500 | 210 13.0 | 6,000 7,400 | 240 10.2 | 6,000 6,900 | 180 8.3 | ≦ 3.0 .118 | 0.6 .024 | ≦ 1.2 .047 | 1.5 .059 | ≦ 0.9 .035 | 2.3 .091 | ≦ 0.7 .028 | 2.7 .106 | ≦ 0.6 .024 | |
| 4.0 .157 | 6,000 7,200 | 320 15.4 | 5,600 5,600 | 300 11.8 | 5,200 5,200 | 240 9.4 | ≦ 4.0 .157 | 0.8 .031 | ≦ 1.6 .063 | 2.0 .079 | ≦ 1.2 .047 | 3.0 .118 | ≦ 1.0 .039 | 3.6 .142 | ≦ 0.8 .031 | |
| 5.0 .197 | 5,000 5,700 | 370 16.5 | 4,500 4,500 | 330 13.0 | 4,100 4,100 | 260 10.2 | ≦ 5.0 .197 | 1.0 .039 | ≦ 2.0 .079 | 2.5 .098 | ≦ 1.5 .059 | 3.8 .150 | ≦ 1.2 .047 | 4.5 .177 | ≦ 1.0 .039 | |
| 6.0 .236 | 4,200 4,800 | 380 17.3 | 3,700 3,700 | 340 13.4 | 3,400 3,400 | 270 10.6 | ≦ 6.0 .236 | 1.2 .047 | ≦ 2.4 .094 | 3.0 .118 | ≦ 1.8 .071 | 4.5 .177 | ≦ 1.5 .059 | 5.4 .213 | ≦ 1.2 .047 | |
| 7.0 .276 | 3,600 4,100 | 370 16.5 | 3,200 3,200 | 330 13.0 | 3,000 3,000 | 270 10.6 | ≦ 6.0 .236 | 1.4 .055 | ≦ 2.8 .110 | 3.5 .138 | ≦ 2.1 .083 | 5.3 .209 | ≦ 1.7 .067 | 6.3 .248 | ≦ 1.4 .055 | |
| 8.0 .315 | 3,200 3,600 | 360 16.1 | 2,800 2,800 | 320 12.6 | 2,600 2,600 | 250 9.8 | ≦ 6.0 .236 | 1.6 .063 | ≦ 3.2 .126 | 4.0 .157 | ≦ 2.4 .094 | 6.0 .236 | ≦ 2.0 .079 | 7.2 .283 | ≦ 1.6 .063 | |
| 10.0 .394 | 2,500 2,900 | 320 14.6 | 2,200 2,200 | 280 11.0 | 2,100 2,100 | 230 9.1 | ≦ 6.0 .236 | 2.0 .079 | ≦ 4.0 .157 | 5.0 .197 | ≦ 3.0 .118 | 7.5 .295 | ≦ 2.5 .098 | 9.0 .354 | ≦ 2.0 .079 | |
| 3 flute | 3.0 .118 | 6,000 9,500 | 250 15.4 | 6,000 7,400 | 250 12.2 | 6,000 6,900 | 220 9.8 | ≦ 3.0 .118 | 8.0 .315 | ≦ 1.2 .047 | 1.5 .059 | ≦ 0.9 .035 | 2.3 .091 | ≦ 0.7 .028 | 2.7 .106 | ≦ 0.6 .024 |
| 4.0 .157 | 6,000 7,200 | 390 18.5 | 5,600 5,600 | 360 14.2 | 5,200 5,200 | 290 11.4 | ≦ 4.0 .157 | 0.8 .031 | ≦ 1.6 .063 | 2.0 .079 | ≦ 1.2 .047 | 3.0 .118 | ≦ 1.0 .039 | 3.6 .142 | ≦ 0.8 .031 | |
| 5.0 .197 | 5,000 5,700 | 440 19.7 | 4,500 4,500 | 400 15.7 | 4,100 4,100 | 310 12.2 | ≦ 5.0 .197 | 1.0 .039 | ≦ 2.0 .079 | 2.5 .098 | ≦ 1.5 .059 | 3.8 .150 | ≦ 1.2 .047 | 4.5 .177 | ≦ 1.0 .039 | |
| 6.0 .236 | 4,200 4,800 | 460 20.9 | 3,700 3,700 | 410 16.1 | 3,400 3,400 | 330 13.0 | ≦ 6.0 .236 | 1.2 .047 | ≦ 2.4 .094 | 3.0 .118 | ≦ 1.8 .071 | 4.5 .177 | ≦ 1.5 .059 | 5.4 .213 | ≦ 1.2 .047 | |
| 7.0 .276 | 3,600 4,100 | 450 20.1 | 3,200 3,200 | 400 15.7 | 3,000 3,000 | 320 12.6 | ≦ 6.0 .236 | 1.4 .055 | ≦ 2.8 .110 | 3.5 .138 | ≦ 2.1 .083 | 5.3 .209 | ≦ 1.7 .067 | 6.3 .248 | ≦ 1.4 .055 | |
| 8.0 .315 | 3,200 3,600 | 430 19.3 | 2,800 2,800 | 380 15.0 | 2,600 2,600 | 310 12.2 | ≦ 6.0 .236 | 1.6 .063 | ≦ 3.2 .126 | 4.0 .157 | ≦ 2.4 .094 | 6.0 .236 | ≦ 2.0 .079 | 7.2 .283 | ≦ 1.6 .063 | |
| 10.0 .394 | 2,500 2,900 | 380 17.3 | 2,200 2,200 | 330 13.0 | 2,100 2,100 | 280 11.0 | ≦ 6.0 .236 | 2.0 .079 | ≦ 4.0 .157 | 5.0 .197 | ≦ 3.0 .118 | 7.5 .295 | ≦ 2.5 .098 | 9.0 .354 | ≦ 2.0 .079 | |
| 4 flute | 3.0 .118 | 6,000 9,500 | 290 18.1 | 6,000 7,400 | 290 14.2 | 6,000 6,900 | 250 11.4 | ≦ 3.0 .118 | 0.6 .024 | ≦ 1.2 .047 | 1.5 .059 | ≦ 0.9 .035 | 2.3 .091 | ≦ 0.7 .028 | 2.7 .106 | ≦ 0.6 .024 |
| 4.0 .157 | 6,000 7,200 | 450 21.3 | 5,500 5,600 | 410 16.5 | 5,200 5,200 | 340 13.4 | ≦ 4.0 .157 | 0.8 .031 | ≦ 1.6 .063 | 2.0 .079 | ≦ 1.2 .047 | 3.0 .118 | ≦ 1.0 .039 | 3.6 .142 | ≦ 0.8 .031 | |
| 5.0 .197 | 5,000 5,700 | 520 23.2 | 4,500 4,500 | 460 18.1 | 4,100 4,100 | 370 14.6 | ≦ 5.0 .197 | 1.0 .039 | ≦ 2.0 .079 | 2.5 .098 | ≦ 1.5 .059 | 3.8 .150 | ≦ 1.2 .047 | 4.5 .177 | ≦ 1.0 .039 | |
| 6.0 .236 | 4,200 4,800 | 540 24.4 | 3,700 3,700 | 480 18.9 | 3,400 3,400 | 380 15.0 | ≦ 6.0 .236 | 1.2 .047 | ≦ 2.4 .094 | 3.0 .118 | ≦ 1.8 .071 | 4.5 .177 | ≦ 1.5 .059 | 5.4 .213 | ≦ 1.2 .047 | |
| 7.0 .276 | 3,600 4,100 | 520 23.2 | 3,200 3,200 | 460 18.1 | 3,000 3,000 | 380 15.0 | ≦ 6.0 .236 | 1.4 .055 | ≦ 2.8 .110 | 3.5 .138 | ≦ 2.1 .083 | 5.3 .209 | ≦ 1.7 .067 | 6.3 .248 | ≦ 1.4 .055 | |
| 8.0 .315 | 3,200 3,600 | 500 22.4 | 2,800 2,800 | 440 17.3 | 2,600 2,600 | 360 14.2 | ≦ 6.0 .236 | 1.6 .063 | ≦ 3.2 .126 | 4.0 .157 | ≦ 2.4 .094 | 6.0 .236 | ≦ 2.0 .079 | 7.2 .283 | ≦ 1.6 .063 | |
| 10.0 .394 | 2,500 2,900 | 440 20.1 | 2,200 2,200 | 390 15.4 | 2,100 2,100 | 320 12.6 | ≦ 6.0 .236 | 2.0 .079 | ≦ 4.0 .157 | 5.0 .197 | ≦ 3.0 .118 | 7.5 .295 | ≦ 2.5 .098 | 9.0 .354 | ≦ 2.0 .079 | |
| ⌀6mm ⌀.236” – 2 flute D-Cut | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
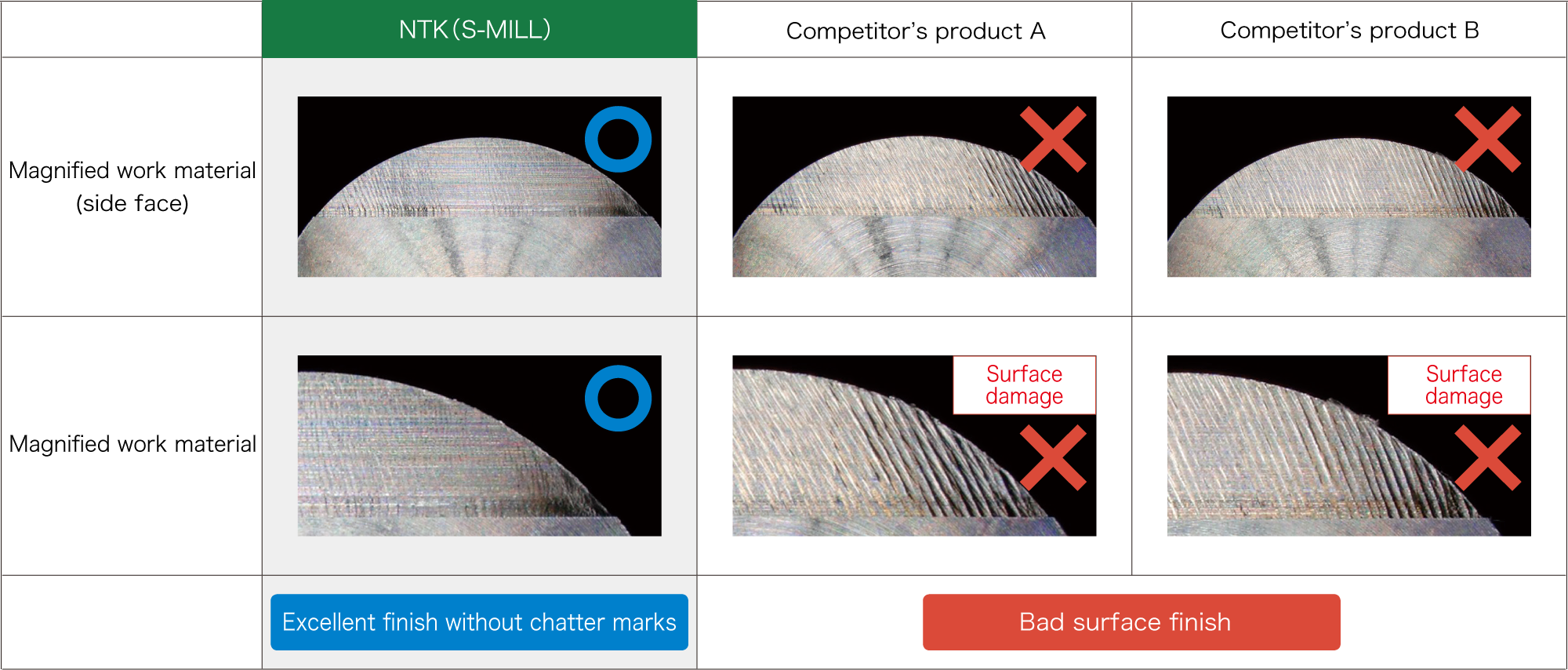
| S-MILL |
12,000 pcs / corner+α
|
| Competitor’s solid endmill |
10,000 pcs / corner
|
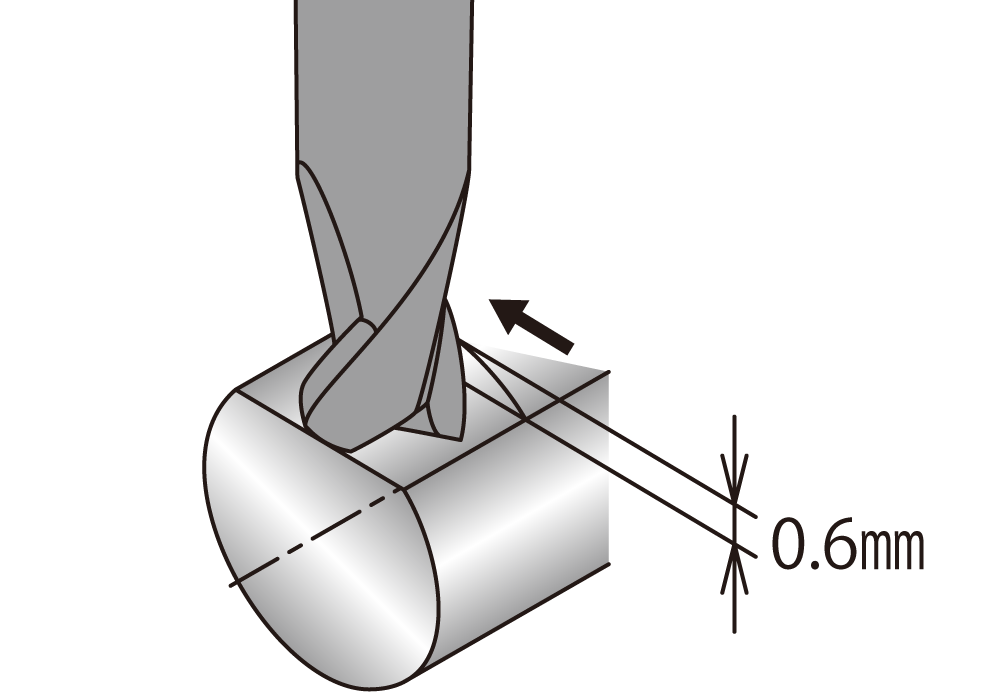
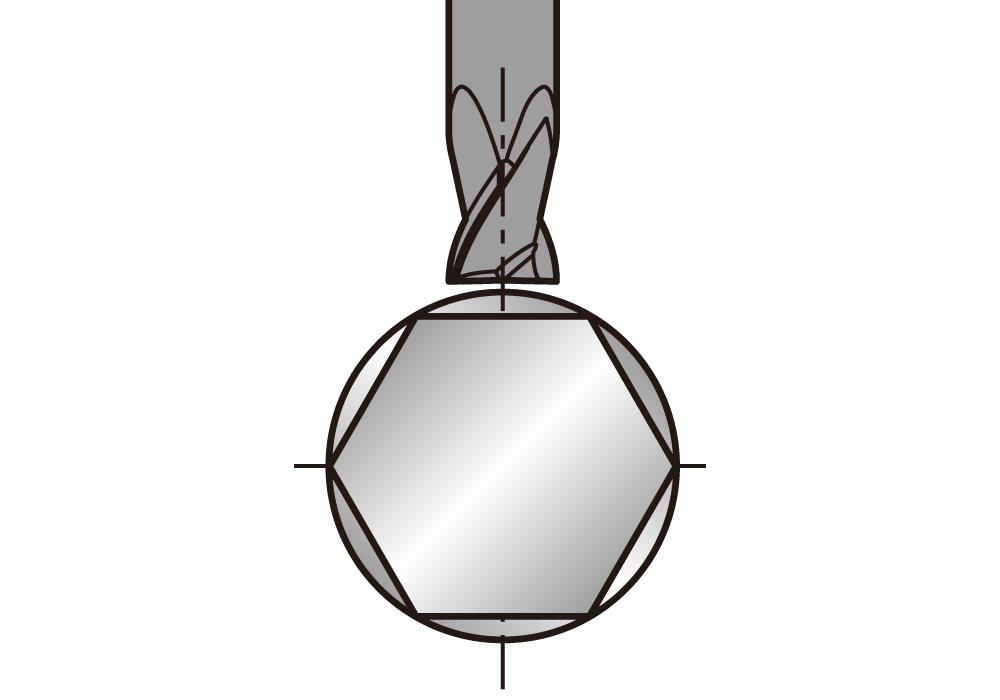
| ⌀6mm – 2 flute ⌀10mm → AF 8mm ⌀.236” – 2 flute ⌀.394” → AF .315” hexagon | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| S-MILL |
70 pcs / corner+α
|
| Competitor’s solid endmill |
50 pcs / corner
|