 球墨鑄鐵 連續精加工| 無塗層/有塗層 CBN
球墨鑄鐵 連續精加工| 無塗層/有塗層 CBN
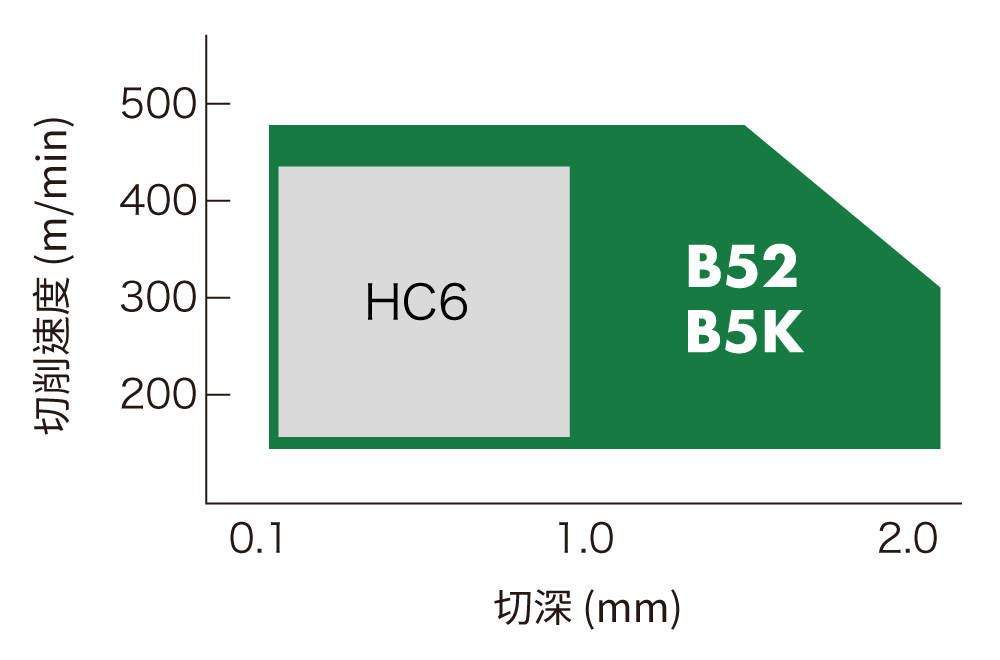
球墨鑄鐵 高速精加工的首推材質
Vc=~500m/min的高速精加工
實現大幅超越陶瓷的高效率加工
性能
- 強化了球墨鑄鐵的精加工性能
- 精心調配的特殊TiC結合劑與CBN的比例,使其能發揮優秀的耐磨耗性能。
適用場合
球墨鑄鐵
車削精加工
材質別特性區分
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| B5K/B52 | 球墨鑄鐵 | 車削加工 | 精加工 | 100 - 500 | 0.1 - 0.4 | -2.0 | 濕式加工 |
加工案例
| 機械零件的內徑精加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B5K | 12 個/刃 |
|
| 他牌CBN | 6 個/刃 |
|
- 內徑局部有斷續加工。透過調整參數,延長加工壽命至2倍。
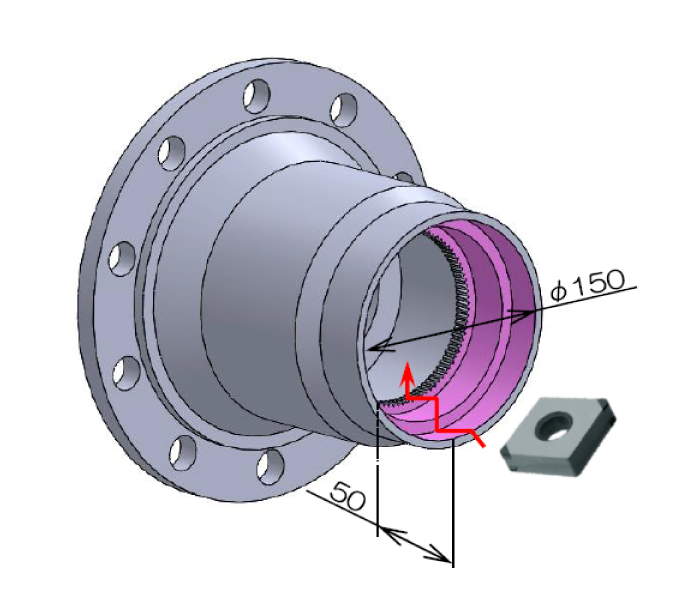
| 前軸頭 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| B52 | 50 個/刃 |
|
| 他牌CBN | 20 個/刃 |
|
- B52在連續~斷續加工時,未發生刀具缺損的情形,充分發揮穩定加工的特性。
比起他牌產品,加工壽命延長至2.5倍。
產品陣容
請參照產品目錄,查閱產品陣容



Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch