
 用於球墨鑄鐵/普通鑄鐵 黑皮粗加工~精加工| 塗層氮化硅陶瓷
用於球墨鑄鐵/普通鑄鐵 黑皮粗加工~精加工| 塗層氮化硅陶瓷
從黑皮粗加工到精加工皆可對應
結合高韌性材質與CVD塗層,兼具優秀的耐缺損性能及耐磨耗性能
憑藉CVD塗層優勢,在Vc=300m/min的低速加工領域也能保持長加工壽命
介紹動畫
性能
- 結合高韌性材質與CVD塗層,兼具優秀的耐缺損性能及耐磨耗性能
- 透過微小刃口處理降低切削阻力
- 亦適用經加工
適用場合
用於球墨鑄鐵 / 普通鑄鐵
車削加工 / 銑削加工 黑皮粗加工~精加工
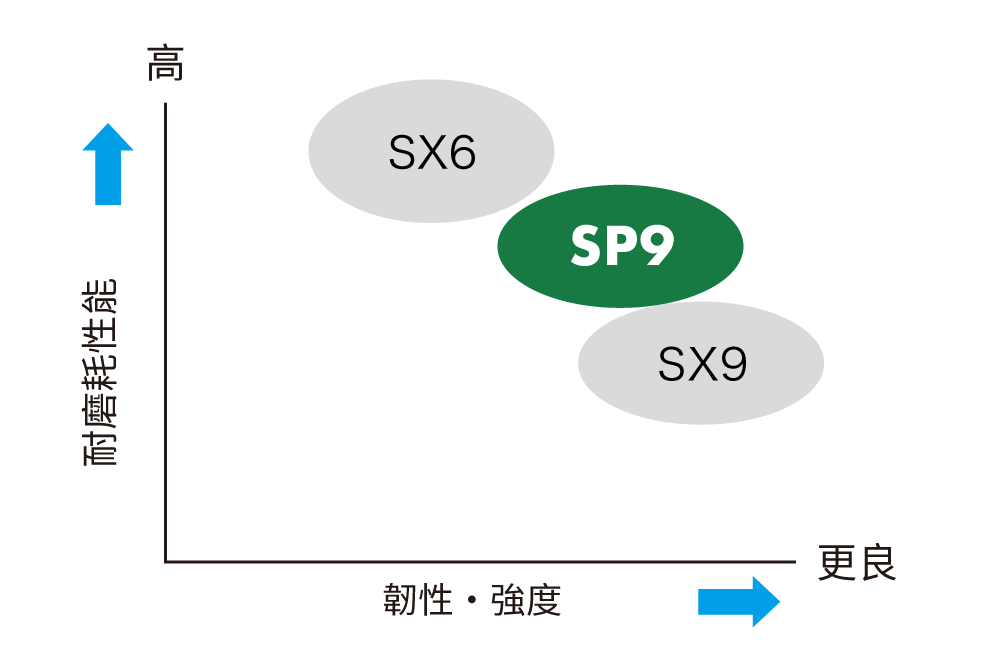
材質別特性區分
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
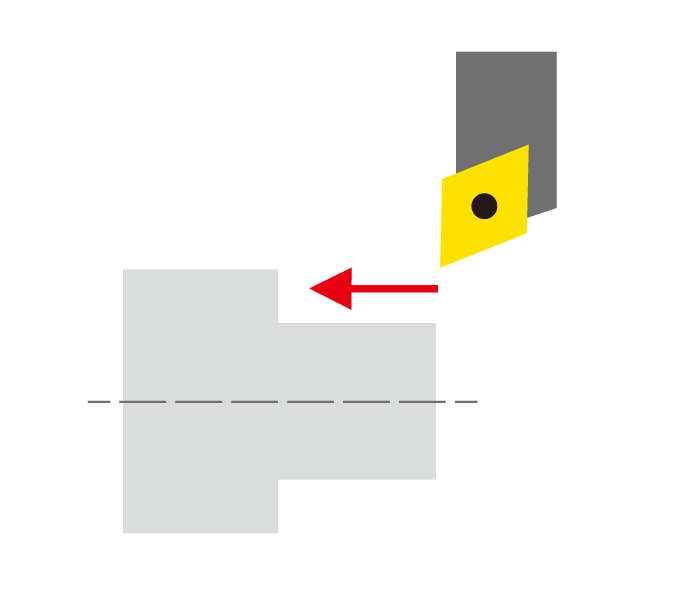
| SP9 | 普通鑄鐵 | 車削加工 | 黑皮粗加工,強斷續加工~ 精加工 | 350 - 800 | 0.3 - 0.6 | -3.5 | 乾式加工 |
| 球墨鑄鐵 | 250 - 550 | 0.15 - 0.4 | -3.0 | 乾式加工 | |||
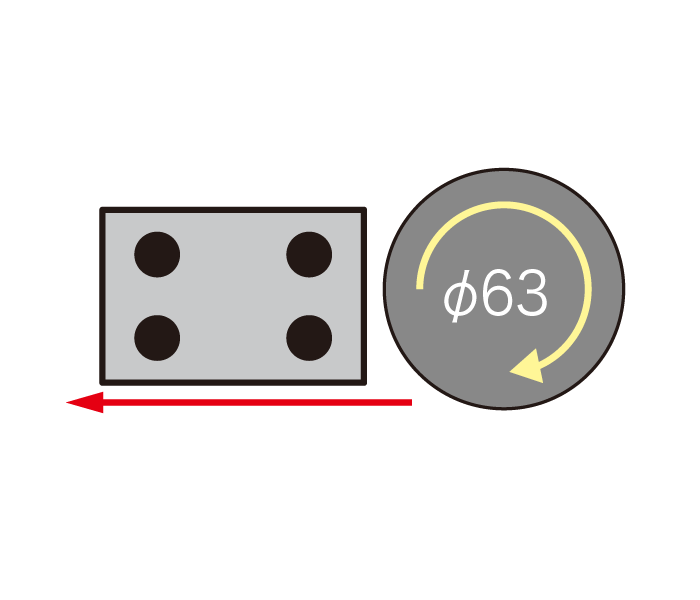
| 普通鑄鐵 | Milling | 黑皮粗加工 | 350 - 700 | 0.07 - 0.25 | -6.0 | 乾式加工 | |
| 球墨鑄鐵 | 400 - 800 |
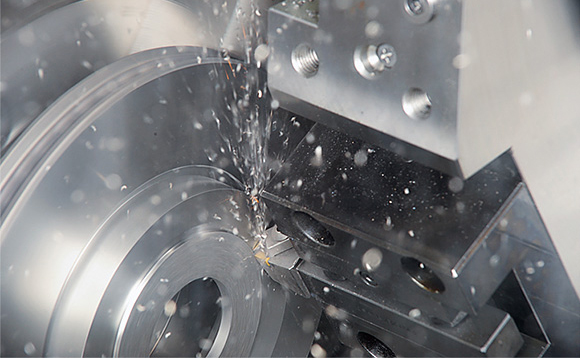
普通鑄鐵FC150 黑皮粗加工
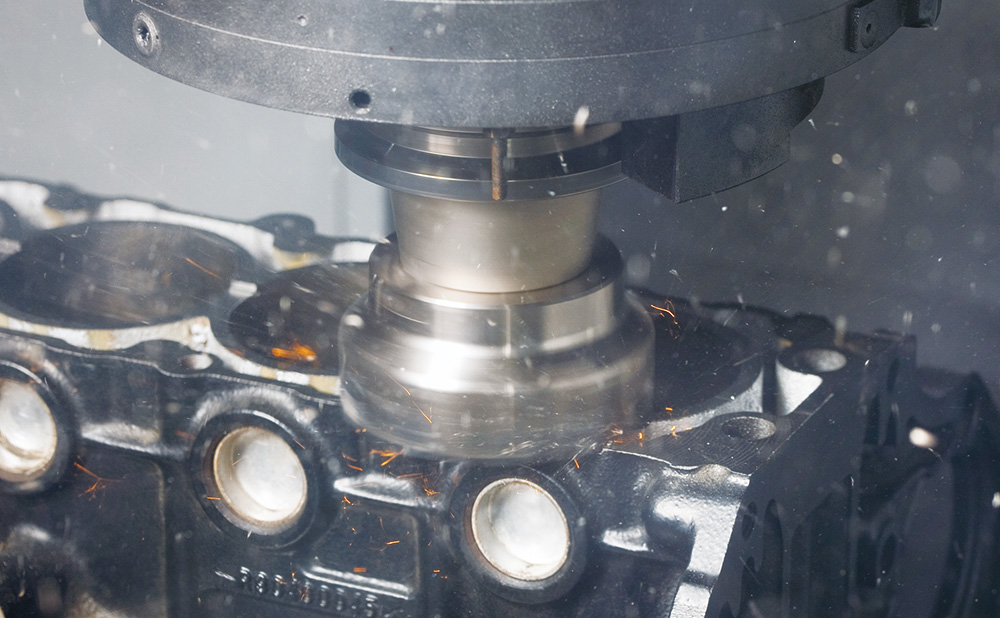
普通鑄鐵FC250 銑削加工
加工案例
| 差速機殼 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SP9 | C/T 30 /個 |
|
| 他牌CVD塗層鎢鋼 | C/T 60 秒/個 |
|
- 相較他牌CVD塗層鎢鋼,SP9可進行高速加工,加工工時縮短為1/2。
| 汽車零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SP9 | 1,300 個/刃 |
|
| 他牌氮化硅陶瓷 | 800 個/刃 |
|
- 比起他牌陶瓷,SP9的加工壽命延長至1.6倍
產品陣容
請參照產品目錄,查閱產品陣容


Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch