 球墨鑄鐵 精加工| 含有TiC的氧化鋁陶瓷系列
球墨鑄鐵 精加工| 含有TiC的氧化鋁陶瓷系列
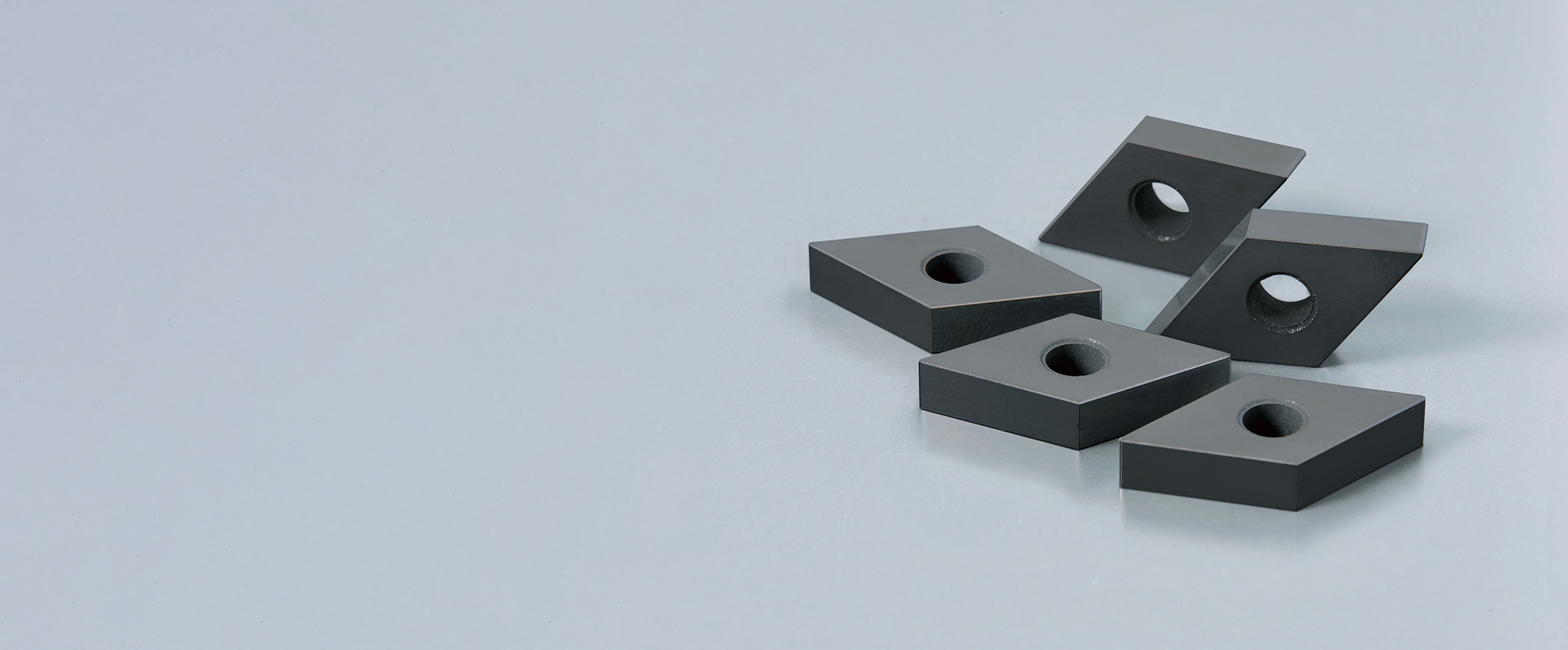
強化球墨鑄鐵的精加工性能
專為球墨鑄鐵加工所設計的陶瓷材質
最適用於Vc=~400m/min的高速精加工
性能
- 專為球墨鑄鐵加工所設計的陶瓷材質
- 全世界最早使用TiC作為主要成分的陶瓷
- 使用在高速加工時,實現加工壽命長及穩定加工的狀態
適用場合
球墨鑄鐵
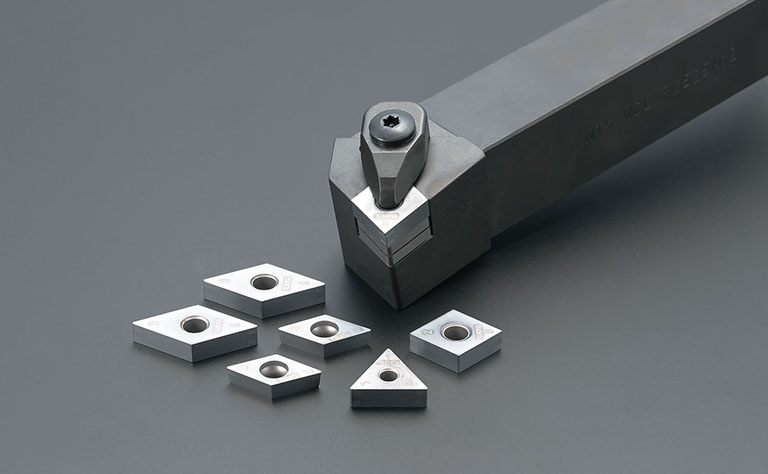
車削精加工
材質別特性區分
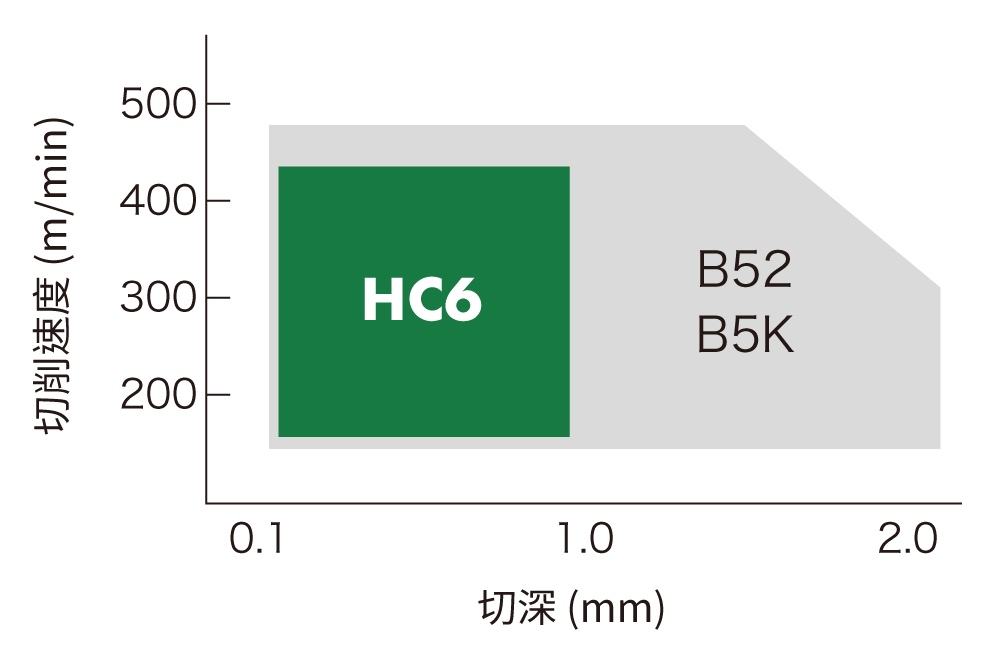
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| HC6 | 球墨鑄鐵 | 車削加工 | 精加工 | 200 - 500 | 0.1 - 0.3 | -1.0 | 乾式加工 / 濕式加工 |
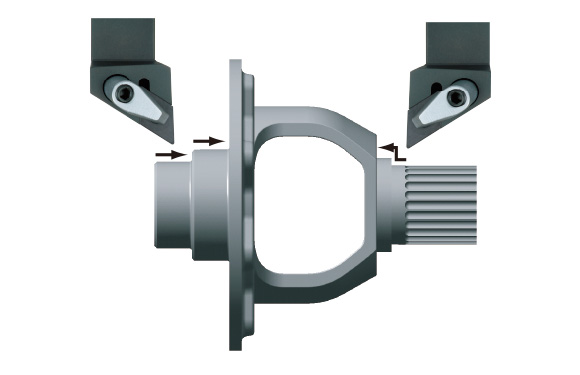
加工案例
| 差速機殼 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC6 | 60 個/刃 |
|
| 他牌CVD塗層鎢鋼 | 30 個/刃 |
|
- 比起他牌CVD塗層鎢鋼,HC6的加工壽命延長至2倍。
| 凸輪軸 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC6 | 650 個/刃 |
|
| 他牌CVD塗層鎢鋼 | ||
- 比起他牌CVD塗層鎢鋼,HC6的加工壽命延長至2倍。
產品陣容
請參照產品目錄,查閱產品陣容


Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch