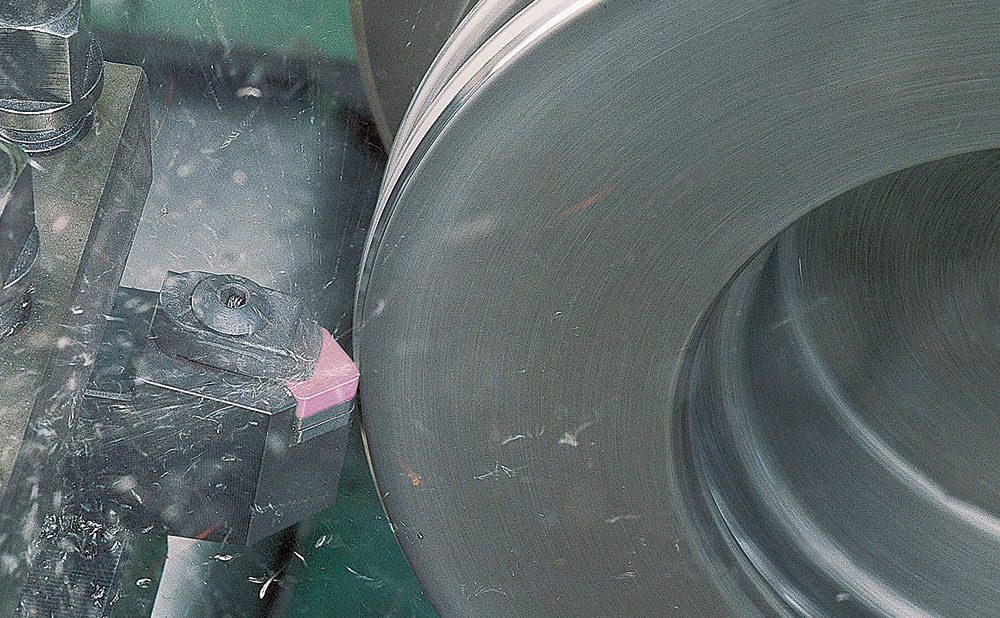
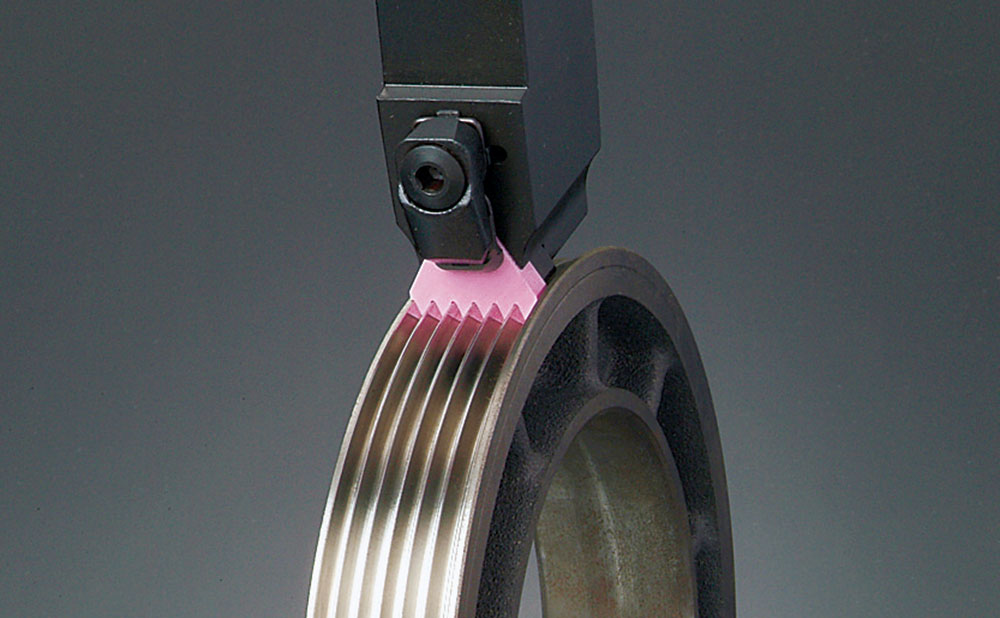
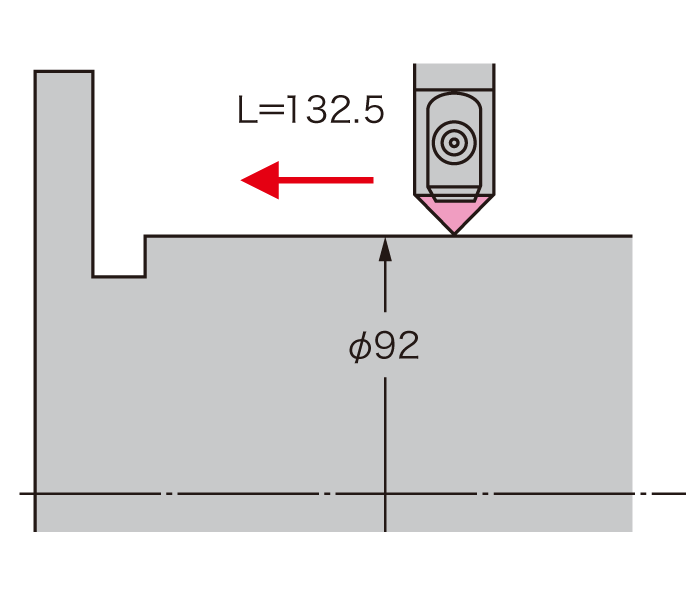
灰铸铁连续加工| 氧化铝陶瓷(白色陶瓷)
Gray cast ironFinish Turning
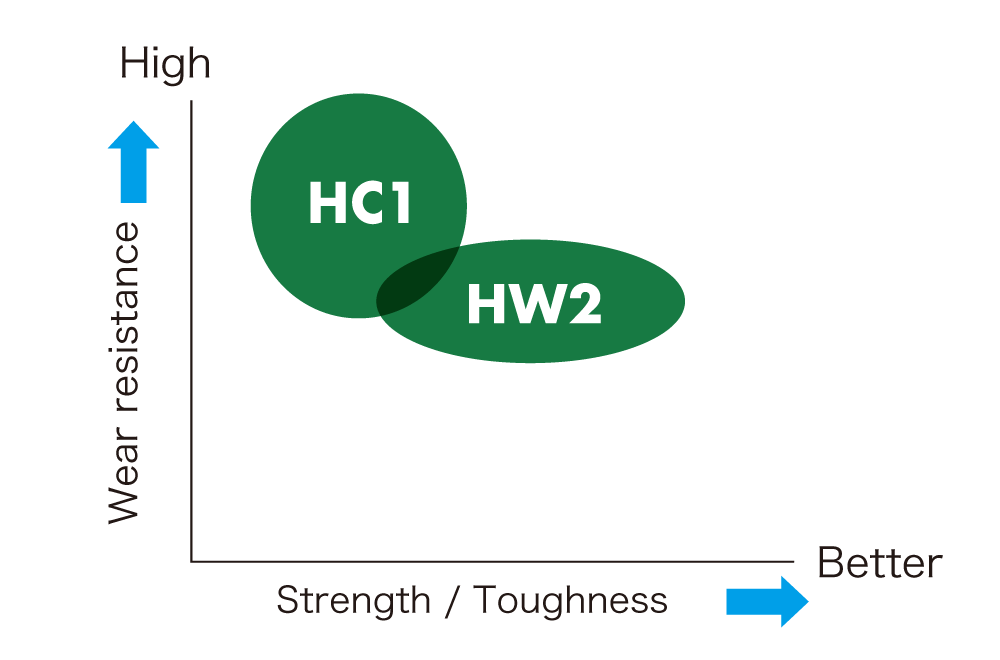
HC1 doubled the tool life of the competitor’s black ceramic.
HW2 doubled the tool life and achieved superior surface finishes on the part compared to the competitor’s insert.
For more information about this product, visit our online e-catalog, or download the catalog/product report