
 切槽加工用| 針對CNC走心車床 / CNC普通車床設計
切槽加工用| 針對CNC走心車床 / CNC普通車床設計
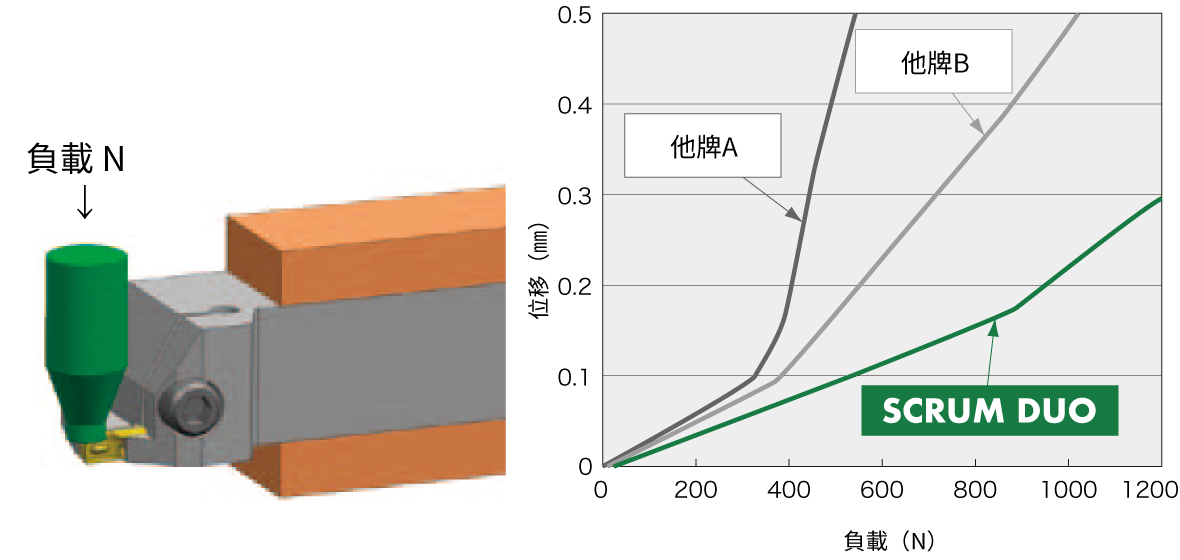
徹底追求刀桿剛性
提升刀桿剛性至極致,達成穩定高的切槽加工
防止加工中刀片位移,加工面表現優良
介紹動畫

性能
- 對應槽寬: 3.0 mm - 6.0 mm
- T開發2種屑槽,以供不同加工用途選用
GW: 優秀的切屑處理表現,也可做橫掃加工
GV: 鋒利度佳,有效防止震刀及加工片粗糙
適用場合
CNC走心車床 CNC普通車床
切槽 / 橫掃加工
可對應橫掃加工最大切深3.5mm的高剛性刀桿
加工條件
Scroll the table →
| 塗層材質 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 槽寬 (mm) | 槽加工進給(mm/rev) |
橫向加工進給(mm/rev) ※ 限GW排屑槽 |
|---|---|---|---|---|---|---|
| DM4 | 難切削材料 / 鈦合金 合金鋼 / 碳化鋼 / 高硬度材料 / 通用 |
槽加工 | 30 - 180 | 3.0 - 4.0 | 0.05 - 0.12 | 0.03 - 0.10 |
| 4.0 - 5.0 | 0.05 - 0.15 | 0.03 - 0.13 | ||||
| 5.0 - 6.0 | 0.05 - 0.15 | 0.03 - 0.13 |
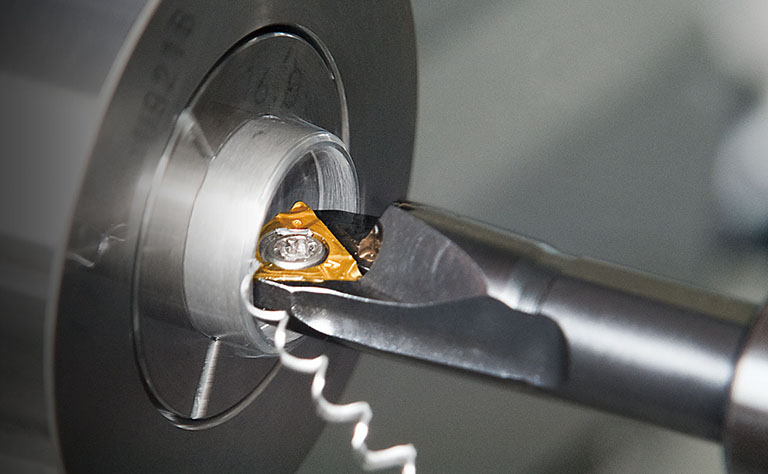
切槽加工

- [ 加工條件 ]
- 被切削材料 : SCM415 槽寬5.0mm vc=150m/min f=0.1mm/rev ap=7.0㎜ 不位移 WET
- [ 使用工具 ]
- 刀片 : DM4 GWPG500N04F-GW 刀桿 : GTWPR2525M-5F10
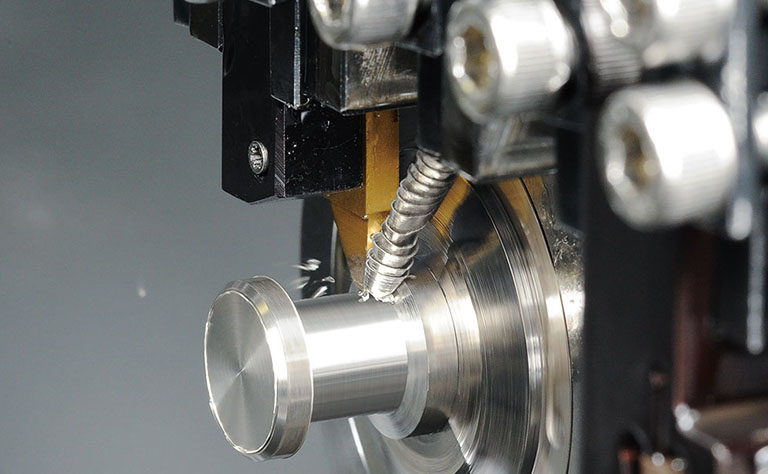
橫掃加工
- [ 加工條件 ]
- 被切削材料 : SCM415 槽寬5.0mm vc=150m/min f=0.1mm/rev ap=1.0㎜ 不位移 WET
- [ 使用工具 ]
- 刀片 : DM4 GWPG500N04F-GW 刀桿 : GTWPR2525M-5F10
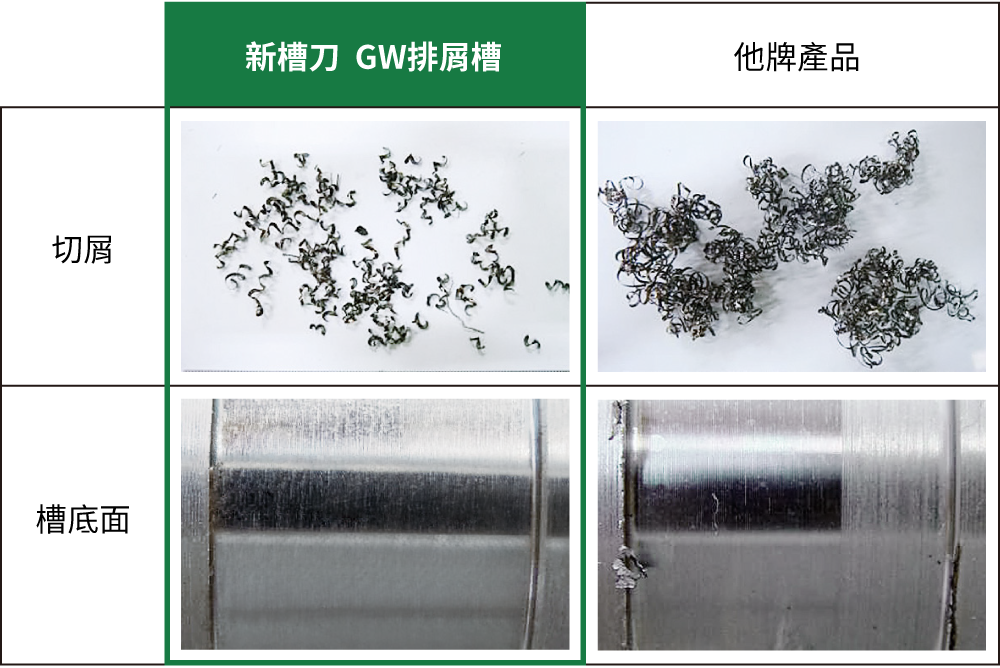
2種排屑槽刀具搭配DM4鍍層,加工壽命長、呈現高品質的加工表面
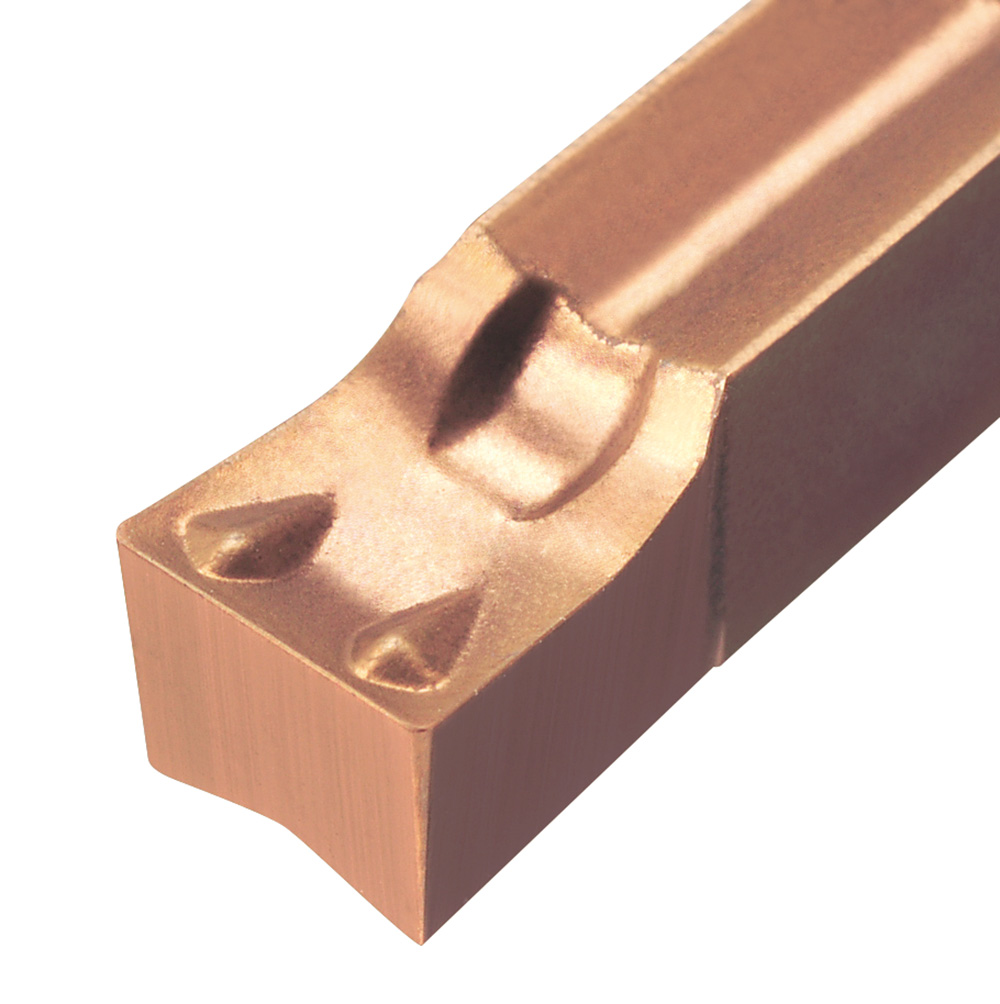
- GW排屑槽
- 鋒利度與切屑處理性能兼備的萬能排屑槽 亦可做橫掃加工的多功能排屑槽
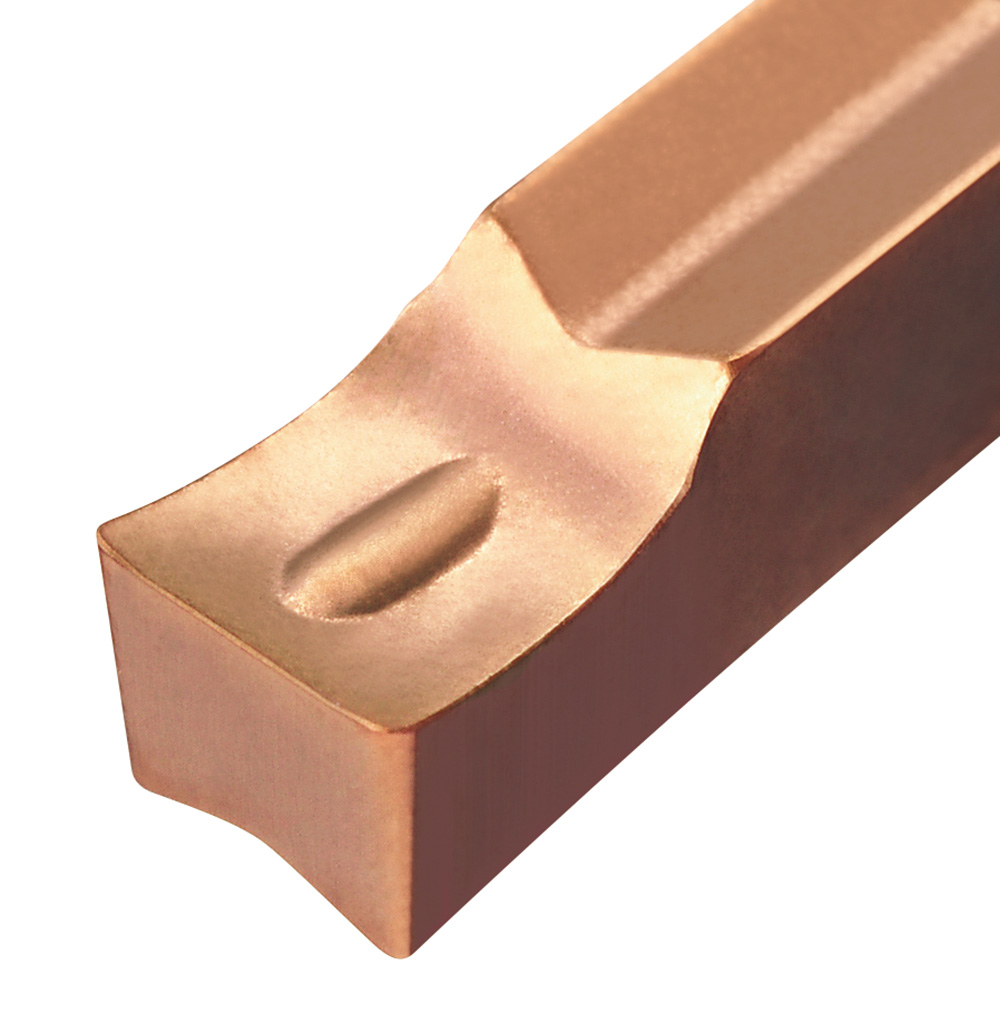
- GV排屑槽
- 大前傾角規格,強化鋒利度的排屑槽 適合需降低切削阻力的加工選用
- 切屑狀態(切槽加工)
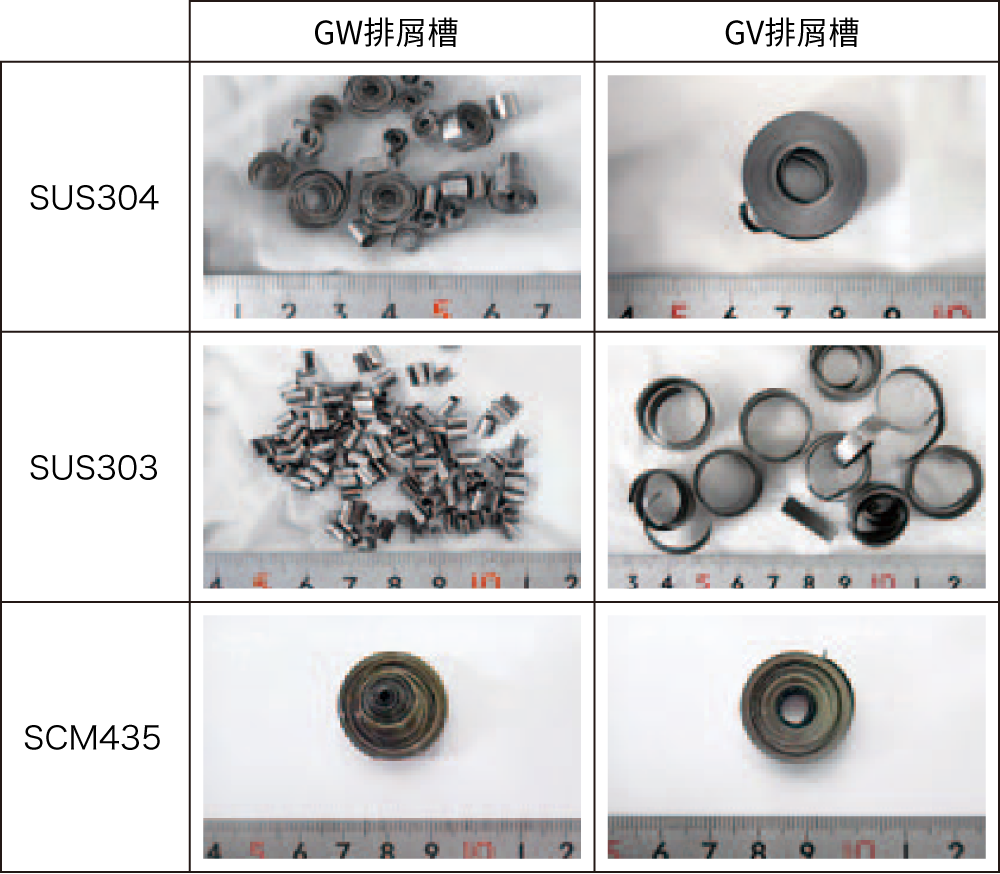
- [ 加工條件 ]
- Vc=80m/min f=0.08㎜/rev 槽寬 : 5㎜ WET
- 切削阻力(切槽加工)
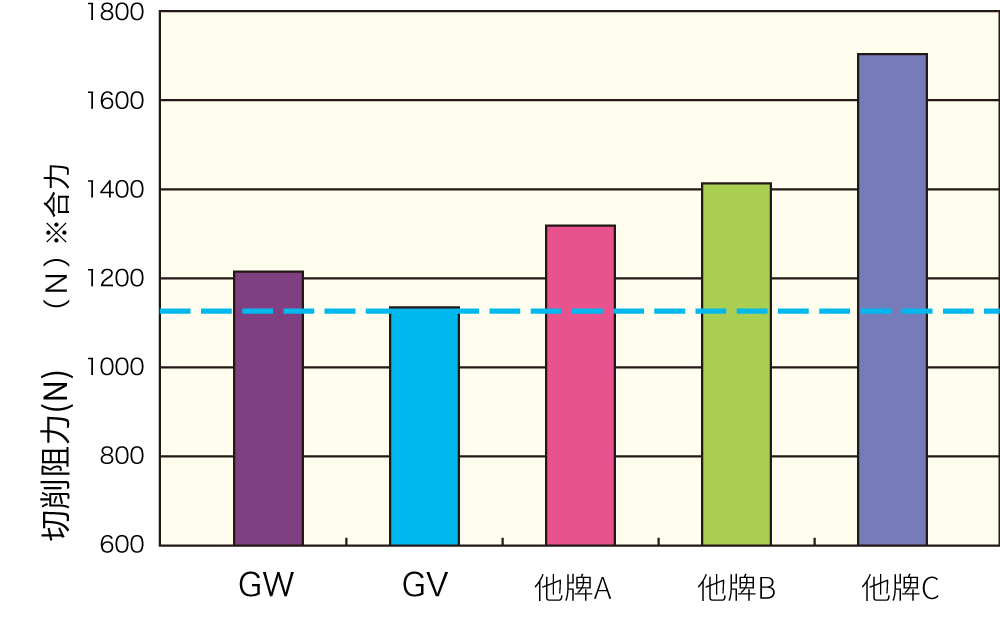
- [ 加工條件 ]
- Vc=80m/min f=0.08㎜/rev 槽寬 : 5㎜ WET
產品陣容
請參照產品目錄,查閱產品陣容


Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab