| 材质分类 | 被加工材料 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) | ||
|---|---|---|---|---|---|---|---|
| TBP-BM | TBPA-BM | X 方向 | Z 方向 | ||||
 |
碳钢 合金钢 |
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
不锈钢 | ST4 | 50 – 120 160 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.04 .0012 – .0016 |
| 难切削材料 | DM4 | 30 – 120 100 – 400 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 | |||
 |
钛合金 高温合金 |
DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
高硬材料 | DM4 | 30 – 120 100 – 400 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
 |
有色金属 铝 塑料 通用 |
TM4 | 50 – 180 160 – 600 | 0.5 – 3.5 .020 – .140 | 0.5 – 5.5 .020 – .220 | 0.01 – 0.03 .0004 – .0012 | 0.03 – 0.08 .0012 – .0031 |
| 梭哈 | |
|---|---|
|
 |
|
|
|
|
|
|
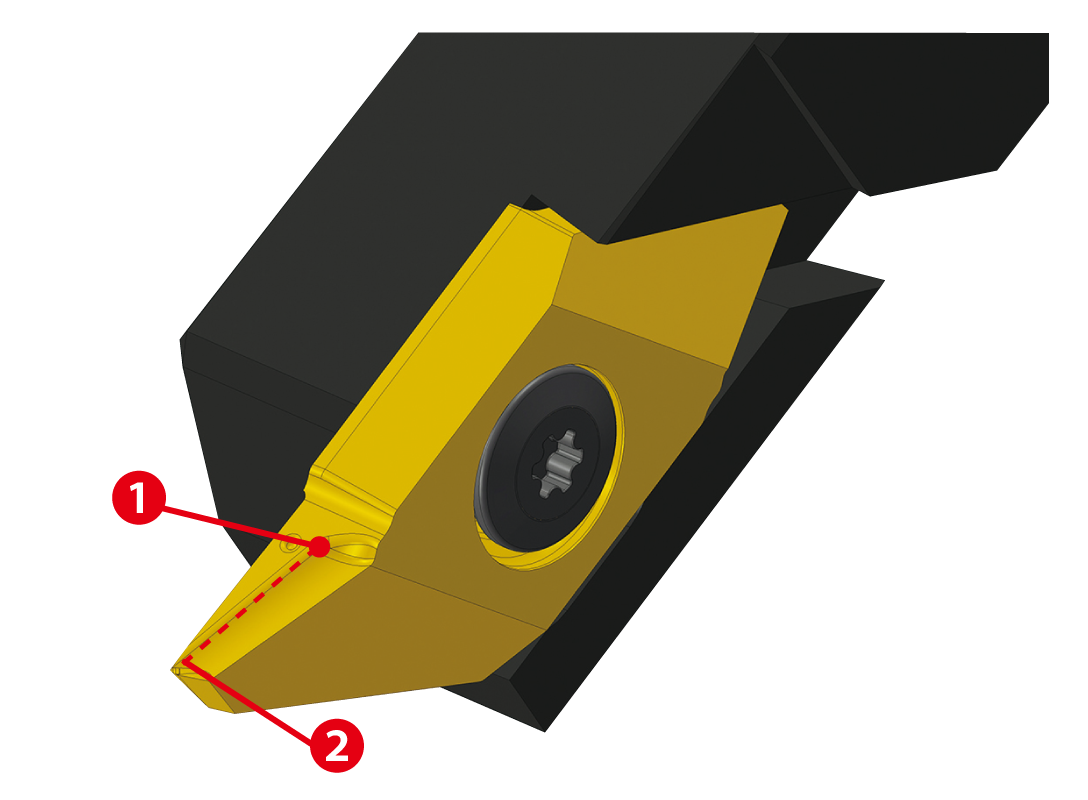
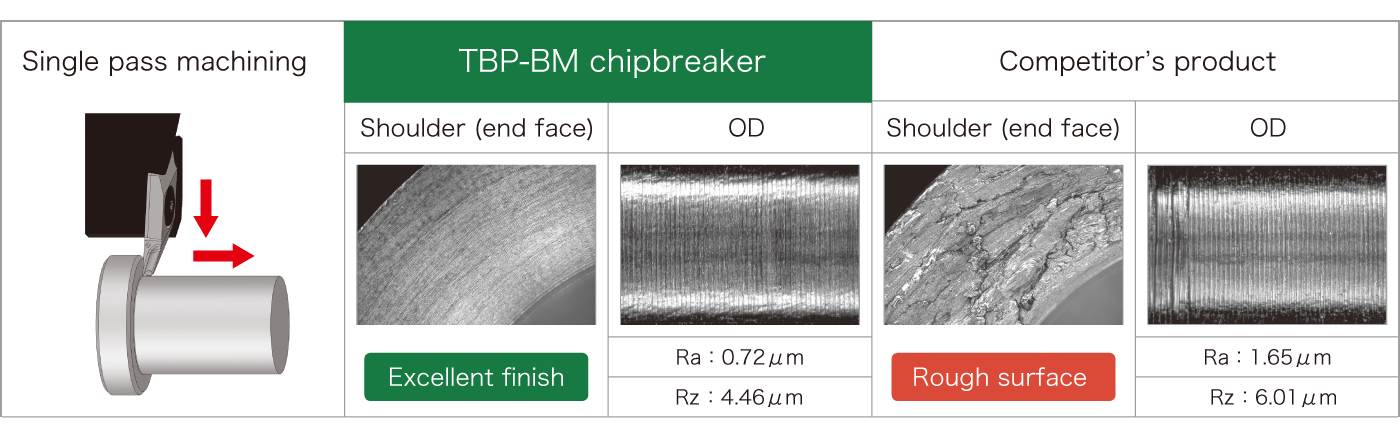
| TBP-BM | 1 次加工 * 无需额外操作 |
| 竞争产品 | 粗加工–开槽作业 ②精加工–回转作业 |