用于承插孔加工| 瑞士数控车床
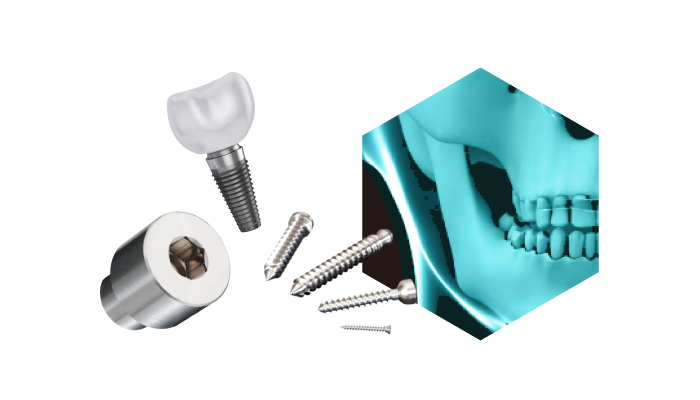
瑞士数控车床套筒特征加工
工作材料钛 / 不锈钢 / PEEK / TEFLON
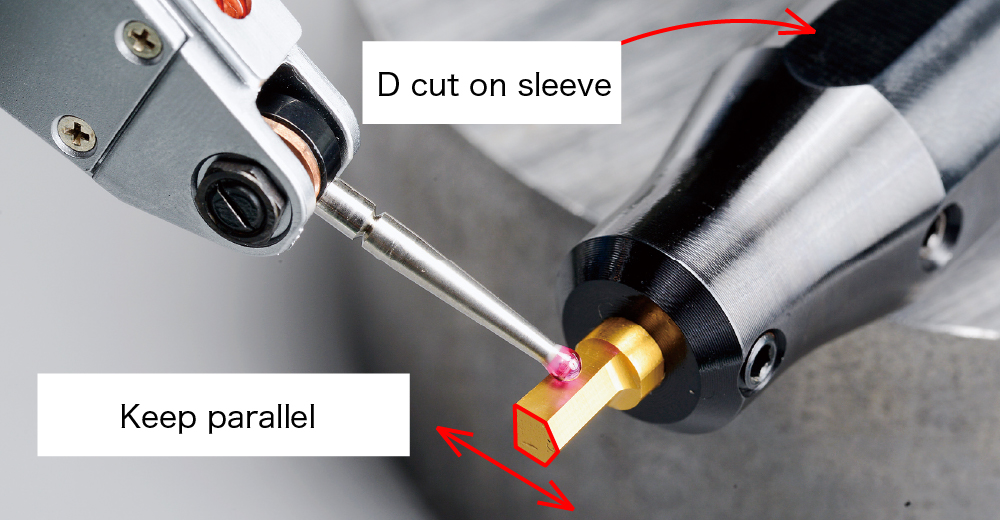
插件安装
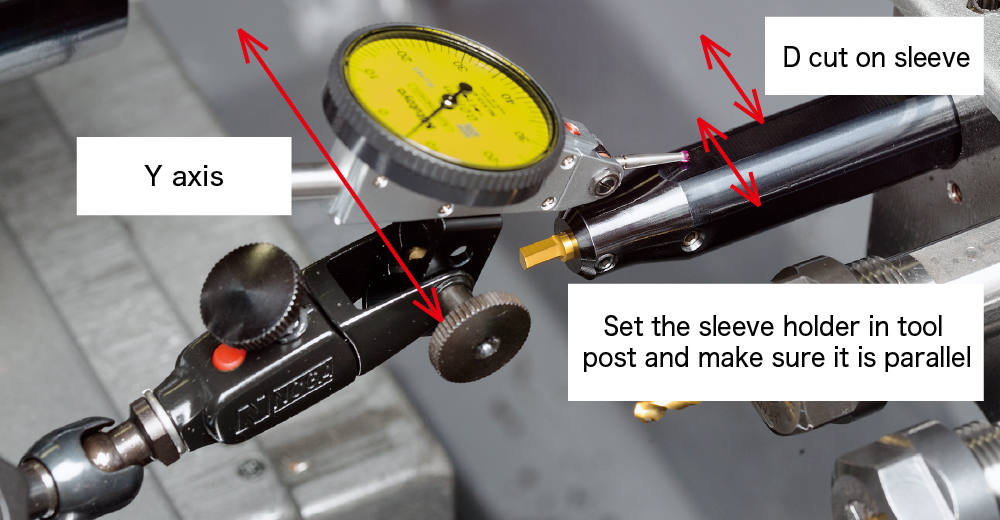
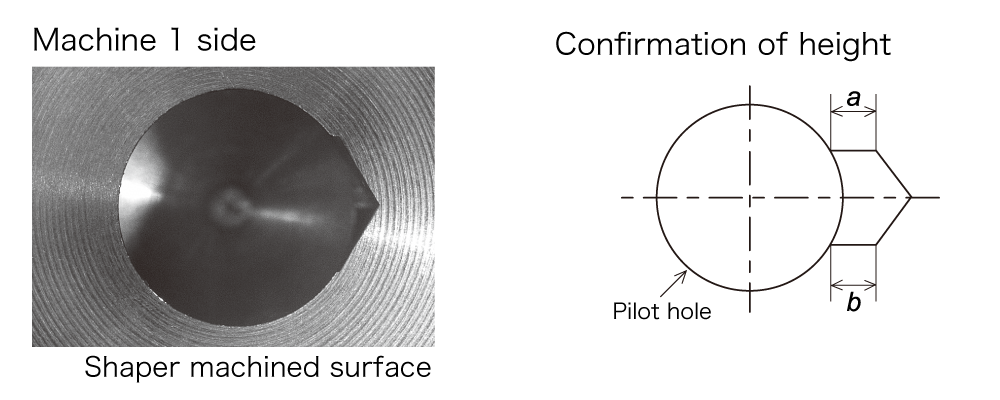
确保套筒平行安装
确认身高
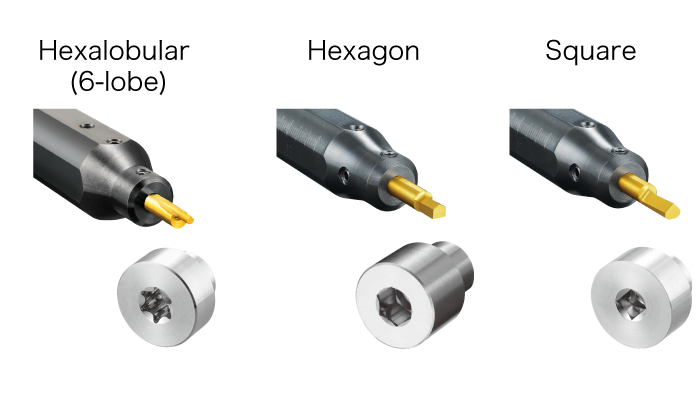
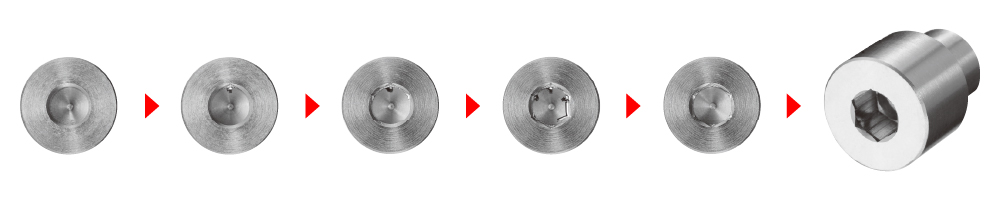
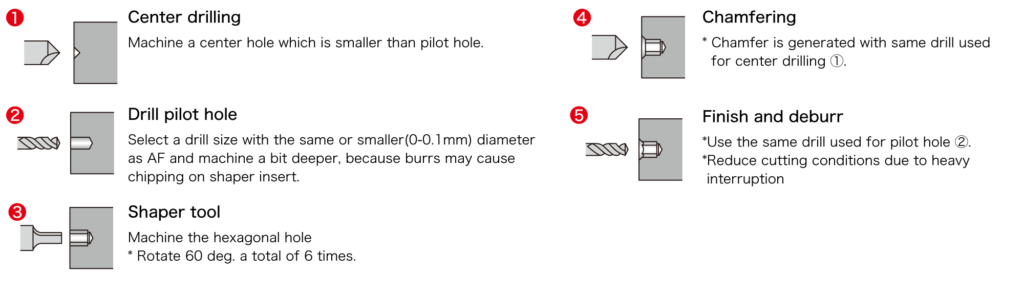
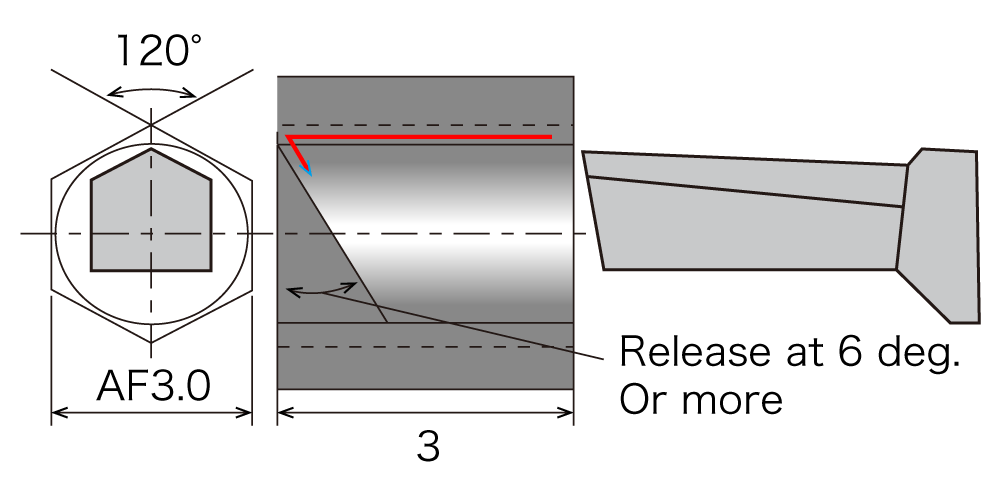
④ 逐步加工六角插座的直观图
[ 推荐切削参数 ]进给 1000 to 4000 mm/min 39.3 to 157.5 IPM DOC:粗加工 0.025mm and Finishing 0.005mm .0010” and Finishing .0002” (1 至 2 次)。
竞争对手的产品很快变钝,导致刀具寿命短。NTK 的六角插齿刀片通过保持刀片刃口的锋利度和形状,延长了刀具寿命。提高了循环时间,并获得了极佳的表面光洁度。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告