选择用于前车削、后车削、切槽、多功能切槽机(应用-线槽零件) | 用于瑞士数控车床(立式) | 用于瑞士数控车床(立式) | 用于瑞士数控车床(立式) | 用于瑞士数控车床(立式
前车削/后车削/用于开槽纯铜加工/塑料加工
计划样本
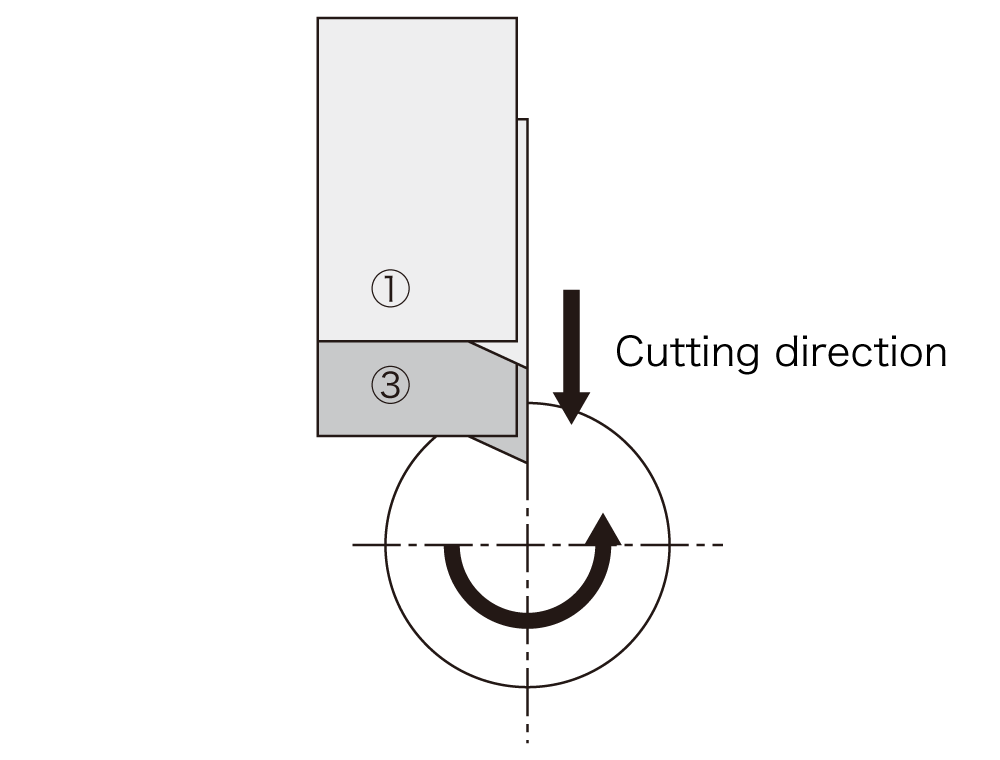
切削方向为“X 轴“。
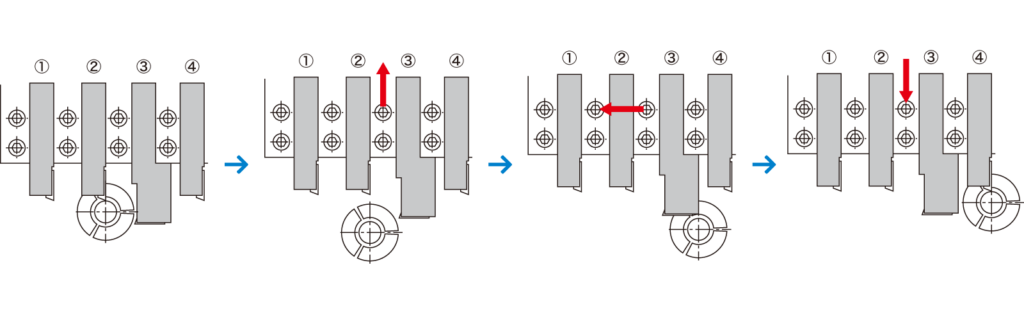
使用 Y 轴夹具时,刀具选择 ①.刀片移动到切割位置,并从该位置开始切割。切割方向为“Y 轴“。 注:程序中需要根据夹头柄尺寸进行 Y 偏移。
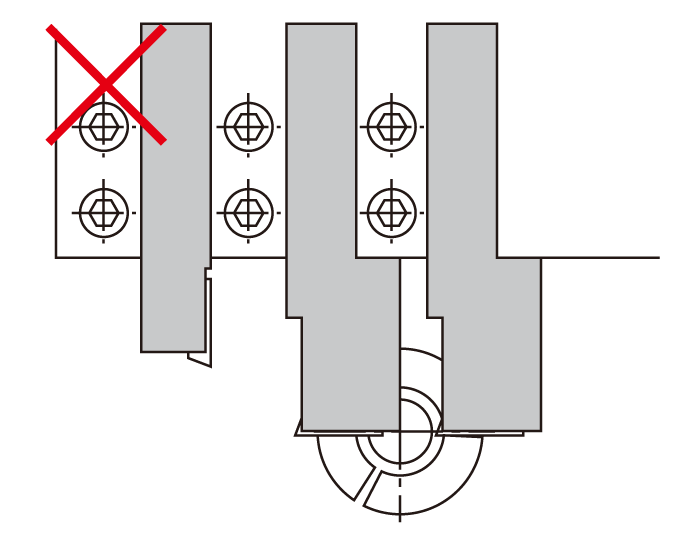
在垂直帮中最多使用 2 个,不要并排安装,以防止出现干扰问题
工件和 Y 轴支架可能会相互干扰
典型的定位是将它们夹在帮派中
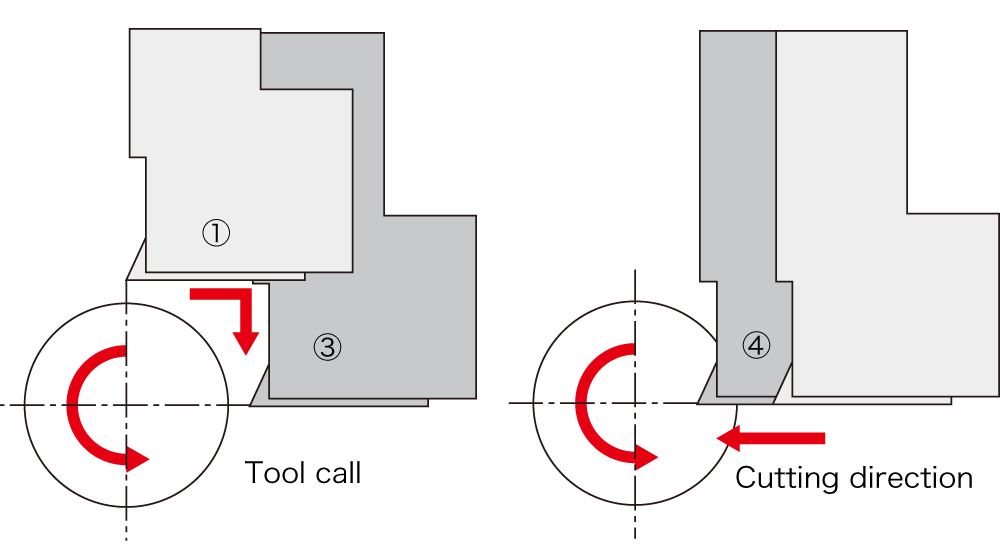
从刀具编号②移动到④时,根据 Y 轴刀架的悬伸量来编程缩回位置。
确保间隙,以免刀具位置 ③ 中的 Y 轴支架撞到工件。
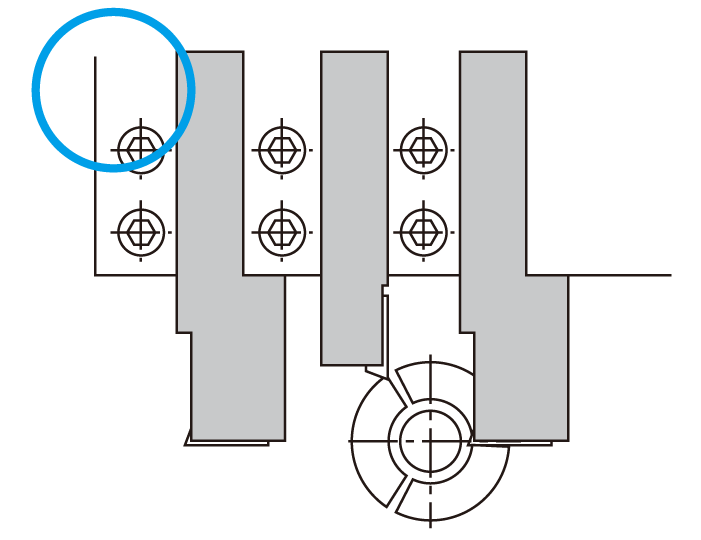
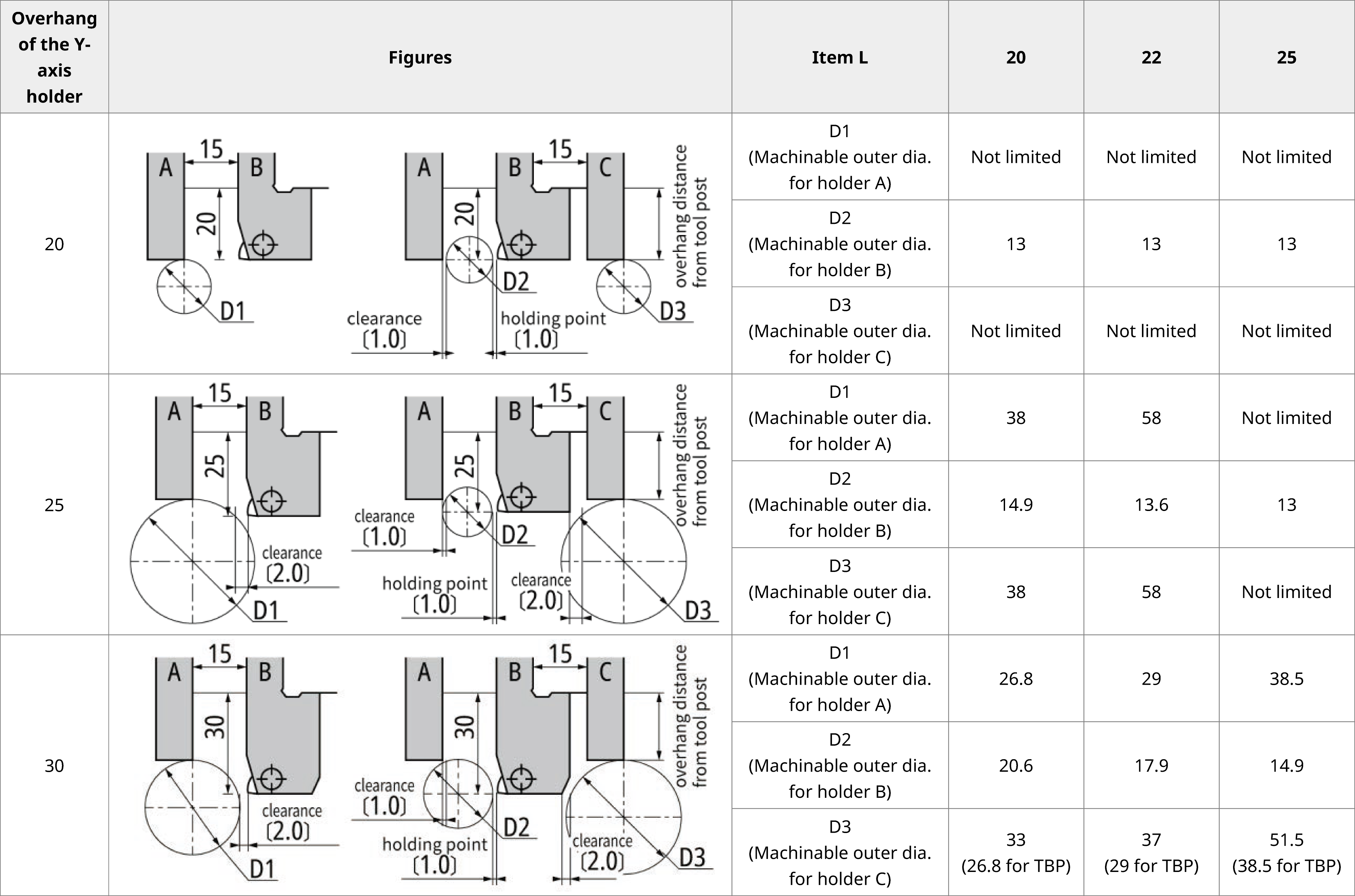
・ 使用 Y-GTTR 切槽夹具示例,显示机床区域内的夹具和工件直径
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告