
 用於耐熱合金 粗 ~ 半精加工 | BIDEMICS
用於耐熱合金 粗 ~ 半精加工 | BIDEMICS
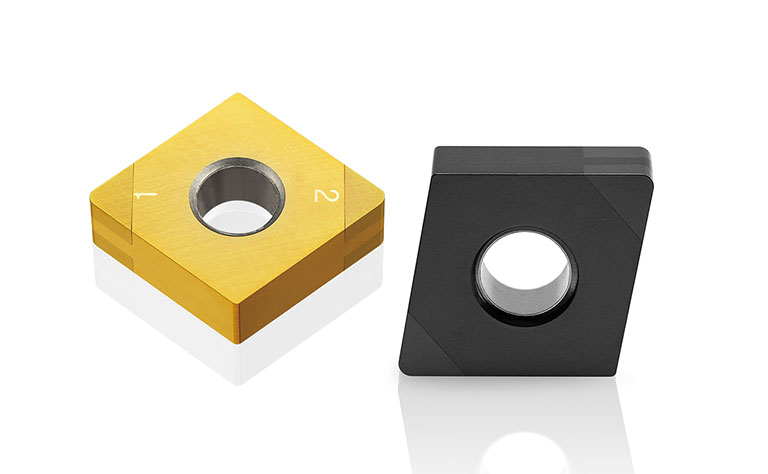
專為耐熱合金加工開發的新材質
超高速Vc=480 m/min的耐熱合金超高速加工
相較於晶須材質,可達到更常的加工壽命與更佳的加工面
也可對應新型航太零部件材料
介紹動畫

性能
- 相較於晶須材質,可大幅提升加工壽命
切削速度可達「2倍」的高速加工 加工面佳
- 也可對應粉末冶金類的耐熱合金加工
適用場合
所有耐熱合金
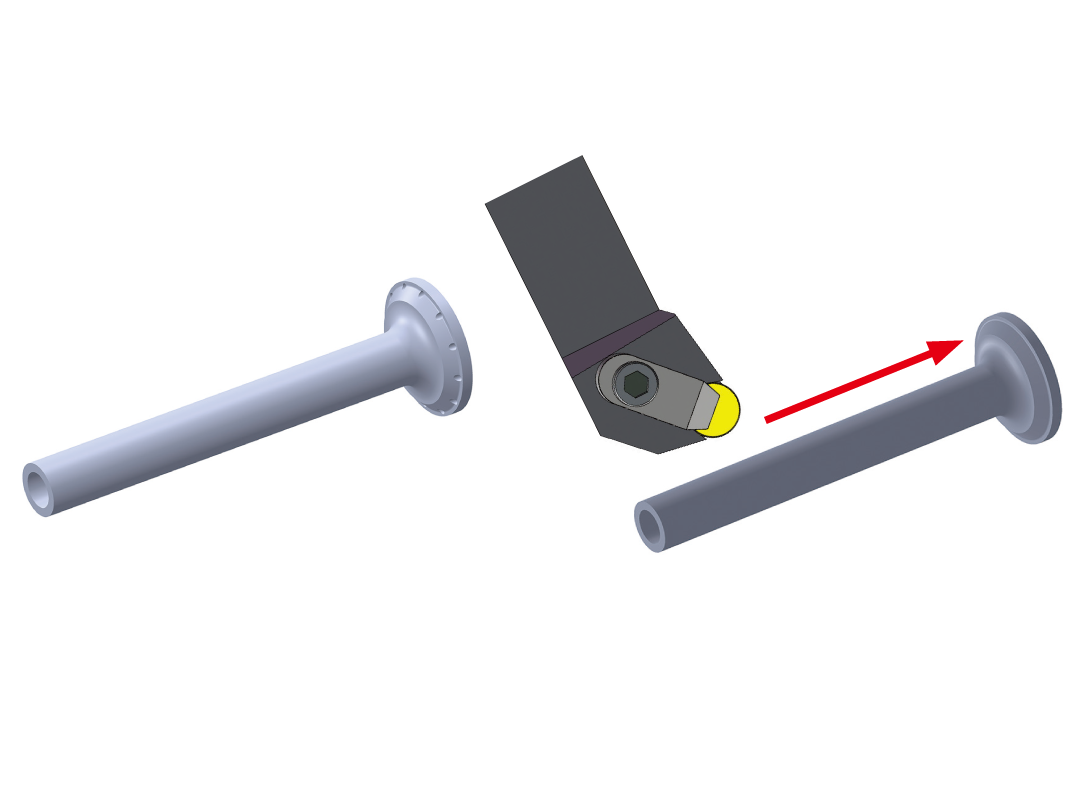
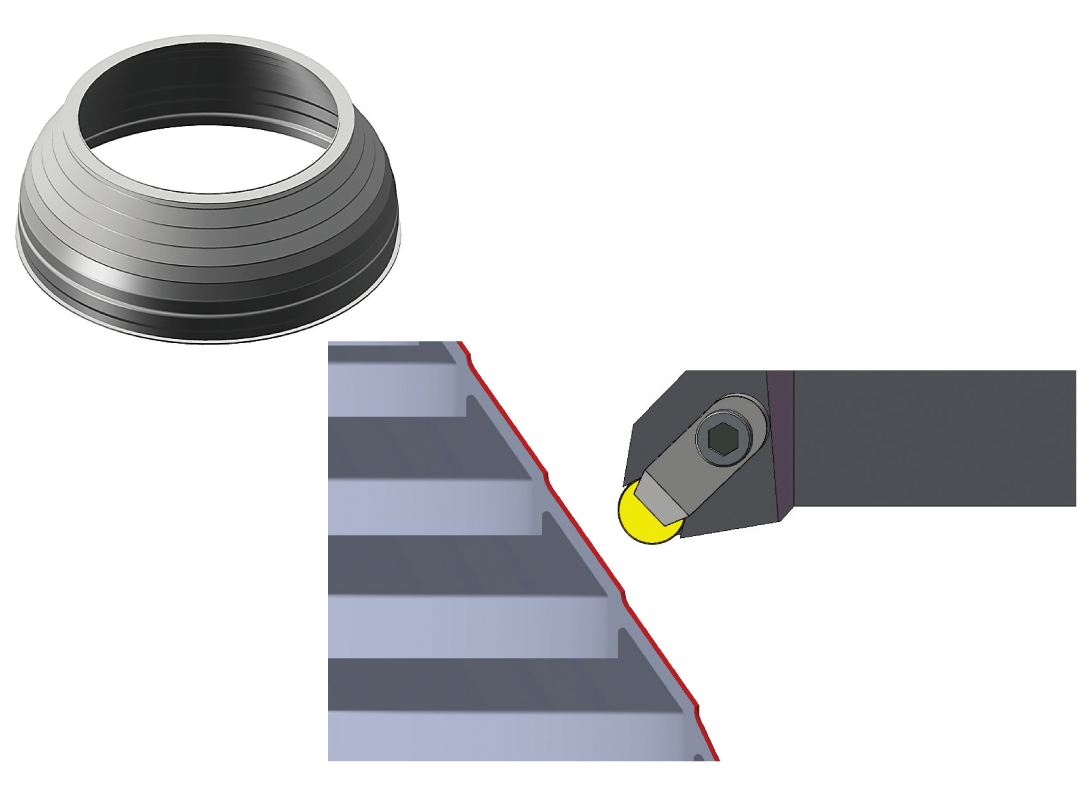
車削加工 / 槽加工 / 仿型加工 / 半精加工 白皮 針對粗加工~半精加工
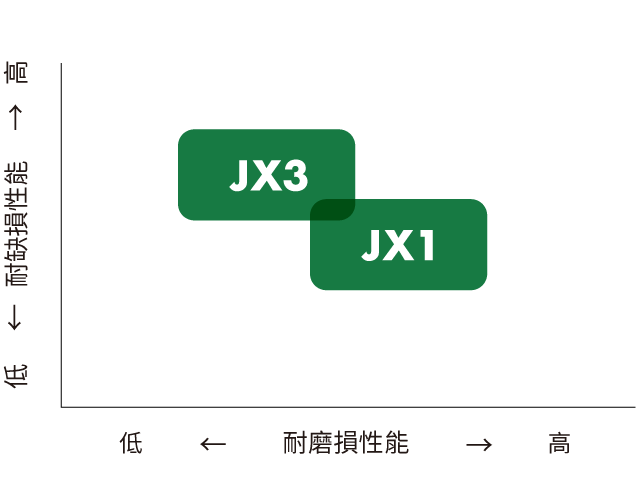
材質別特性區分
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| JX1/JX3 | 耐熱合金 | 車削加工 | 粗加工(白皮) | 180 - 480 | 0.12 - 0.27 | 1.0 - 2.5 | 濕式加工 |
| 仿型加工 / 半精加工 | 180 - 480 | 0.10 - 0.25 | 1.0 - 2.0 | ||||
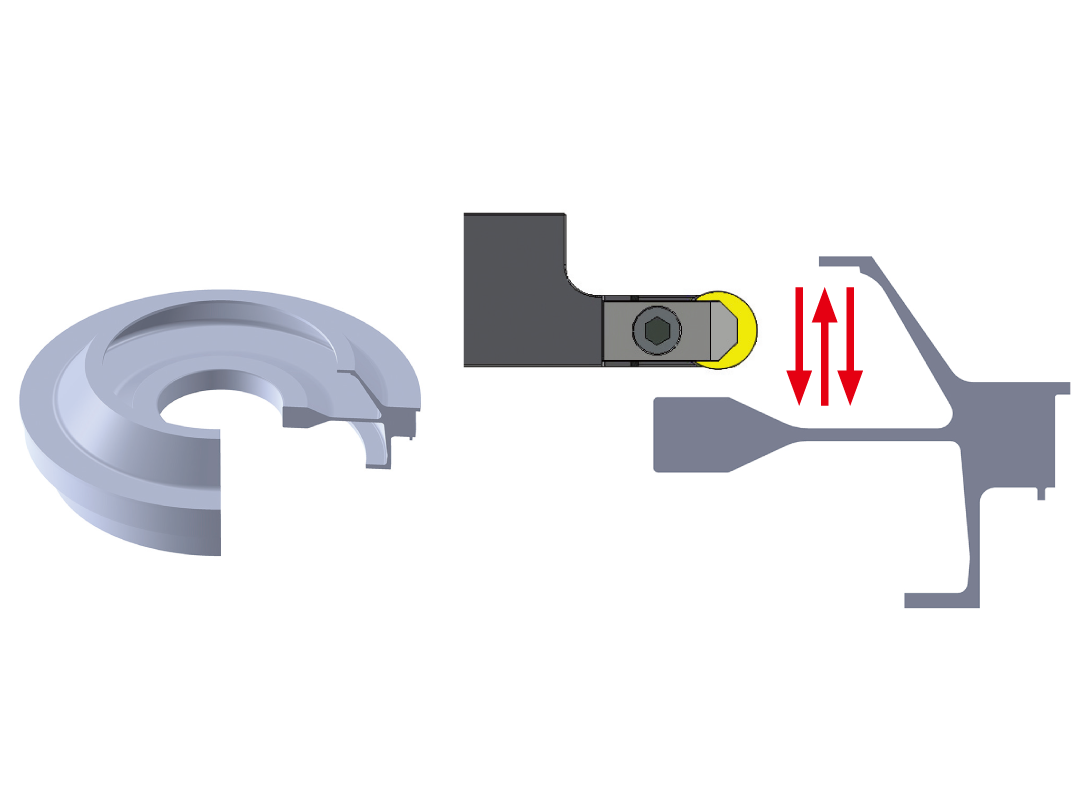
| 槽加工 | 180 - 480 | 0.05 - 0.10 | - |
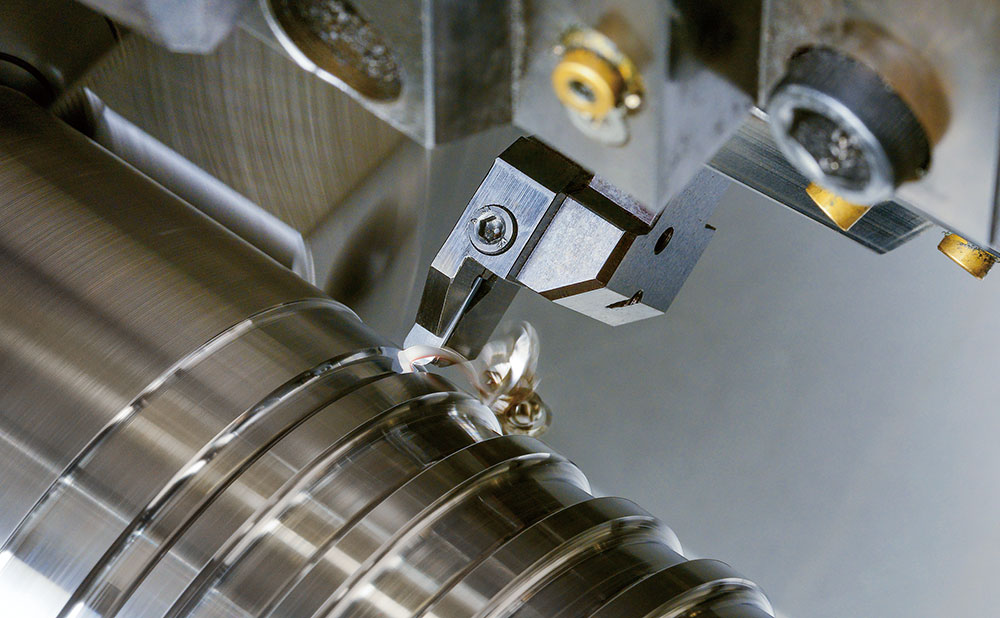
Inconel材料 白皮 粗加工

Inconel材料 白皮 槽加工
加工案例
| 渦輪軸(Inconel718去黑皮後) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 | 10 min |
| 他牌晶須陶瓷 | 3 min |
- 長加工壽命
- JX1具高硬度及熱傳導性能佳,相較於晶須陶瓷,強度更強 與常規晶須陶瓷加工比較時,採與晶須陶瓷相同的加工參數,加工壽命有明顯延長的表現。
| 渦輪盤(Inconel718粗加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 | 120 cc/min |
| 他牌晶須陶瓷 | 60 cc/min |
- 高速化
- JX1/JX3具備優秀的材質特性,相較晶須陶瓷可達成高速化生產。 最快可提升至2倍的生產速度,大幅提高生產效能,有效增加產能,減少設備投資費用。
| 渦輪箱(718Plus半精加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 | 3 pass |
| 他牌塗層晶須陶瓷 | 1 pass |
- 可對應眾多類型的耐熱合金
- 針對近年在市場上增加的高鎳/高可伐/粉末冶金等的耐熱合金類的難切削材料加工,JX1/JX3獨有的材料特性得以有效發揮。
切屑形狀

耐熱合金加工易產生延伸長型的切屑,透過採高速加工,可讓長型切屑容易斷屑。
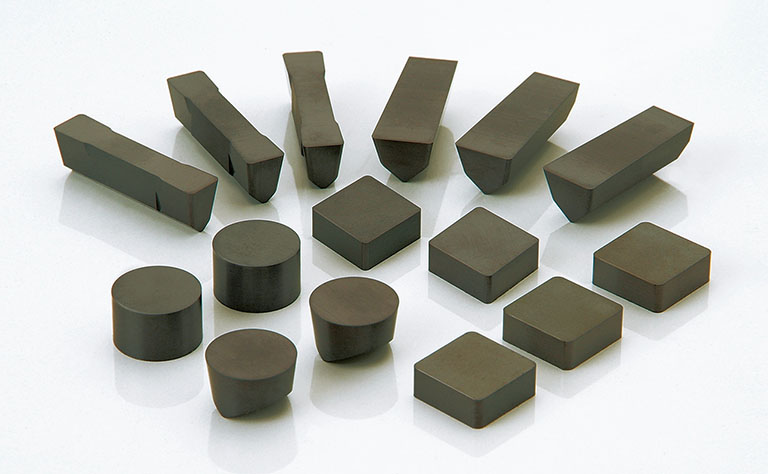
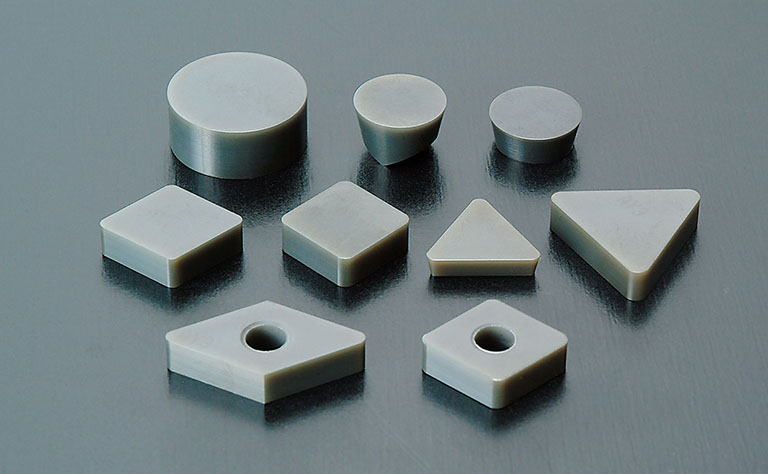
產品陣容
請參照產品目錄,查閱產品陣容

Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch