 耐熱合金 黑皮粗加工用 | SiAlON陶瓷
耐熱合金 黑皮粗加工用 | SiAlON陶瓷
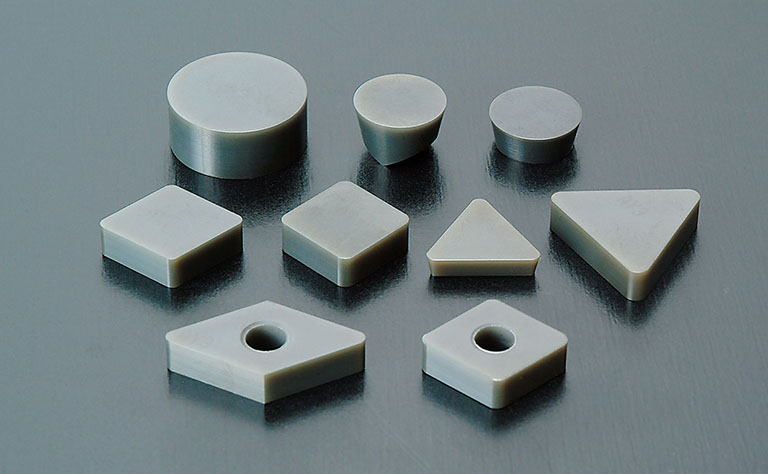
重視耐缺損性能的SiAlON陶瓷材質
提升耐缺損性能的SiAlON陶瓷
具良好的加工穩定性,最適合耐熱合金的黑皮加工
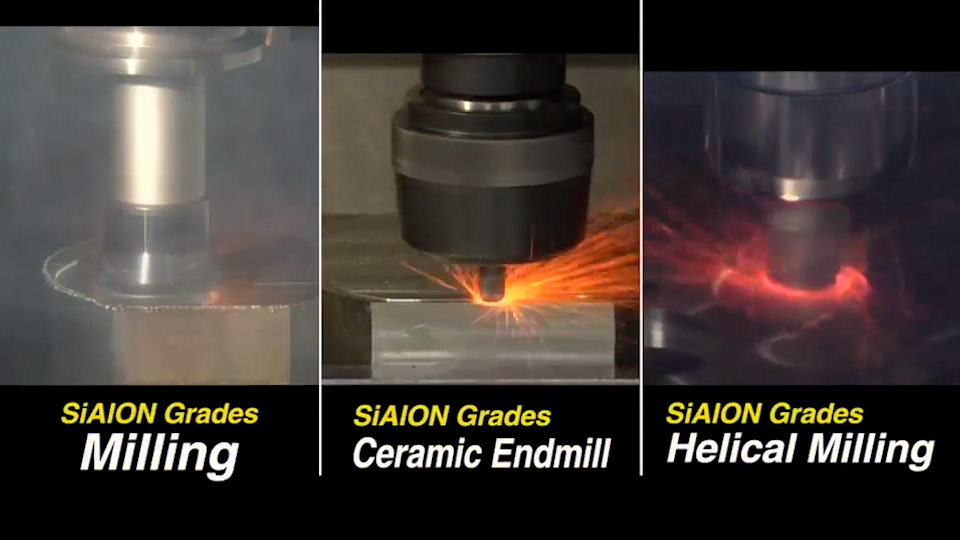
介紹動畫

性能
- 重視耐缺損性能的陶瓷材質
- 相較於晶須陶瓷,大幅提升強度
- 有良好的耐衝擊性能,亦可用於銑削加工
- 最適合Inconel材料的黑皮粗加工
適用場合
耐熱合金
車削加工 / 銑削加工 / 立銑加工 針對黑皮粗加工
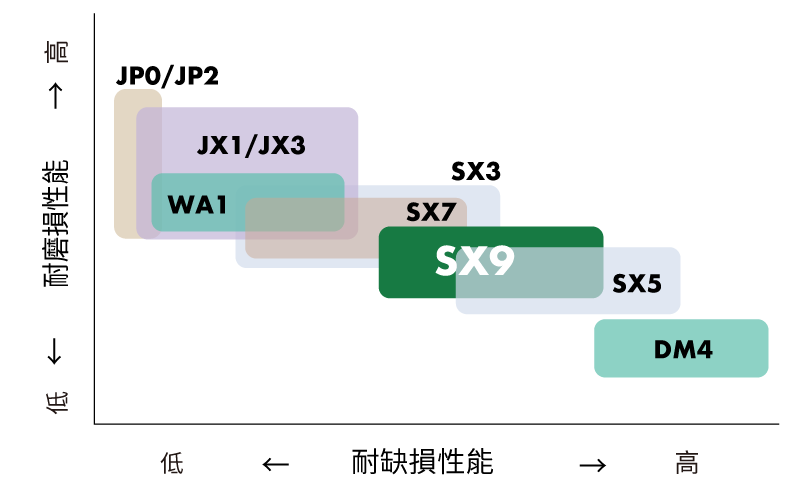
材質別特性區分
加工條件
Scroll the table →
| 材質 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 進給(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| SX9 | 耐熱合金 | 車削加工 | 去黑皮粗加工 | 180 - 240 | 0.20 - 0.35 | 1.0 - 5.0 | 濕式加工 |
| 仿型加工 / 半精加工 | 180 - 270 | 0.15 - 0.30 | 1.0 - 2.0 | ||||
| 銑削加工 | - | 450 - 1000 | 0.02 - 0.03 | - | 乾式加工 | ||
| 立銑加工 | - | 300 - 1000 | 0.05 - 0.1 | - |
為什麼SiAlON陶瓷可用於耐熱合金的高速加工
於碳化珪 (Si3N4) 中溶入鋁元素(Al),和氧元素(O),取其字首縮寫,稱之為SiAlON陶瓷。
SiAlON陶瓷與碳化珪相同,具有針狀組織結構。
透過針狀粒子的結合,達到切削加工時耐衝擊的效果。
另外,添加鋁元素使得耐熱性更佳。
因此,SiAlON陶瓷可用於耐熱合金的高速加工。

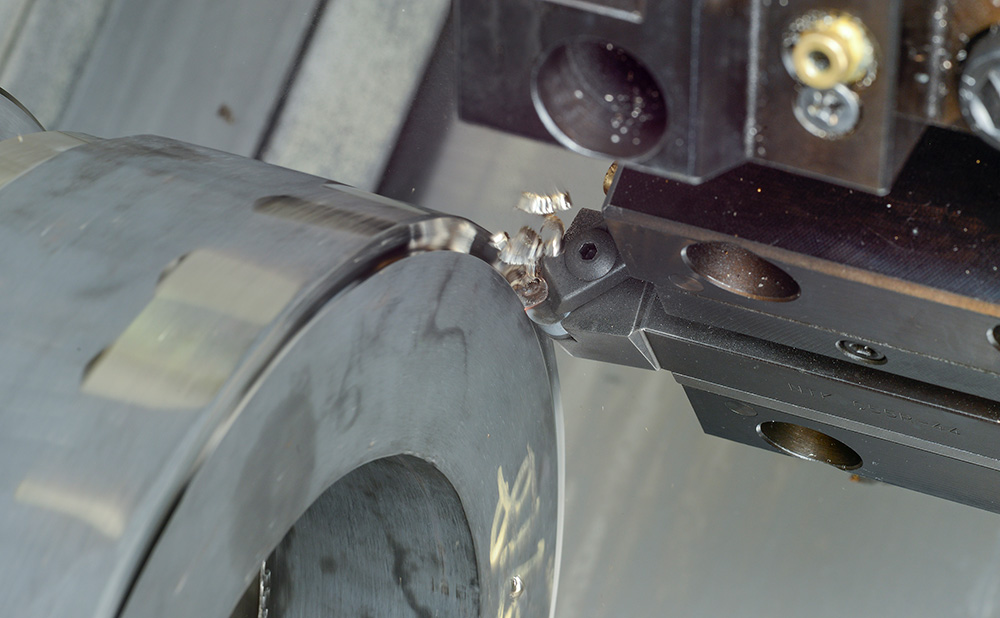
Inconel材料 黑皮粗加工
Inconel材料 銑削加工
Inconel材料 立銑加工
普通鑄鐵 立銑加工

加工案例
| 航空零部件(黑皮粗加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 | 2 個/刃 |
| 他牌晶須 | 1 個/刃 |
- SX9與他牌晶須陶瓷相比,明顯具有成本優勢,且達到牌加工壽命的2倍。
| 環形零件(黑皮粗加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| SX9 | 10 pass |
| 他牌晶須 | 5 pass |
- SX9與他牌晶須陶瓷相比,延長加工壽命至2倍。
產品陣容
請參照產品目錄,查閱產品陣容


Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch